
循环流水生产铁路T型梁预制场工艺设计
2016-03-17 01:23丁伟中铁十九局集团有限公司北京102600
国防交通工程与技术 2016年1期
关键词:工艺设计
丁伟(中铁十九局集团有限公司,北京102600)
循环流水生产铁路T型梁预制场工艺设计
丁伟
(中铁十九局集团有限公司,北京102600)
摘 要:循环流水生产工艺是一种较为先进的T型梁预制技术,制梁场建设是T型梁预制的基础工作。结合T型制梁场设计经验,对循环流水生产铁路T型梁预制工艺、关键参数确定、规划与平面布局、土建结构物设计等T型梁预制场工艺设计技术予以介绍,以实现预制场建场技术先进、经济合理、安全适用目标。
关键词:T型梁;循环流水生产;预制场;工艺设计
1 概述
传统工厂制梁、现场制梁预制T型梁多采用固定制梁台座生产方式,即在同一预制台座上完成绑扎钢筋、安装模板、浇筑混凝土、模板拆除、预应力张拉、搬(移)梁等工序。随着我国铁路发展,大标段建设成为必然,承担几千片T型梁生产任务的大型制梁场也较为普遍,预制工艺需考虑在工厂化、机械化、专业化、自动化上进一步改进提升。因此,对于大型T型梁预制场,在传统固定制梁台座预制T型梁工艺基础上,通过优化工艺布局和工序组合,采用先进的循环流水预制T型梁工艺,实现预制循环流水生产,完成降低安全、质量风险,提高工效、降低成本目标,确有必要[1-3]。
文章结合某大型铁路T型梁预制场工艺设计实例,对循环流水生产T型梁预制场关键预制工艺、关键参数、平面布局、土建结构物设计等预制场工艺设计技术进行综合叙述。
2 循环流水生产铁路T型梁预制工艺
2.1工艺流程[1]
循环流水生产铁路T型梁预制主要包括模板、钢筋、预应力、混凝土和搬移梁作业等,其工艺流程一般按以下进行:
可滑移底模(台车)检查、调整、清理→牵引可滑移底模(台车)至底腹板钢筋绑扎车间→底腹板钢筋原位绑扎→牵引可滑移底模(台车)和底腹板钢筋至外模安装车间→端模、侧模及抽拔橡胶棒安装→牵引可滑移底模(台车)、底腹板钢筋、外模和抽拔橡胶棒至顶板钢筋绑扎车间→顶板钢筋绑扎、挡碴墙模板及端边墙模板安装→牵引可滑移底模(台车)、钢筋笼、外模至混凝土浇筑车间→浇筑梁体混凝土→静停,拔除橡胶棒断缝板、横隔板、梳筋板等→牵引可滑移底模(台车)和梁体至混凝土养护车间→混凝土养护→端模、侧模拆除→牵引可滑移底模(台车)和梁体至初张拉车间→初张拉→牵引可滑移底模(台车)和梁体至横移区→搬(提)梁[1,4]。
以某大型铁路T型梁预制场(日产8片T型梁)为例,对其分别以固定制梁台座生产工艺与循环流水生产工艺预制T型梁进行施工组织设计,工序作业方式对比如表1所示。
可见,相对于传统固定台座生产工艺,虽然循环流水生产工艺,工序更多,工艺也更为复杂,但是通过优化工艺布局和工艺流程,可将各功能区和工序高度集成,实现以T型梁的流动为工艺流程主线,使人员流动、材料流转、设备移动距离达到最近,有效提高工效。
2.2工序时间与劳力配置
以较为常见的日产8片梁预制场为例,进行固定制梁台座生产工艺与循环流水生产工艺的工序时间与劳力配置对比,具体结果参见表2。
从表2可见,循环流水生产T型梁工序,相对于固定制梁台座生产工艺,既节省了工序作业时间,又节约了劳动力,有效提升作业效率。

表1 工序作业方式对比表
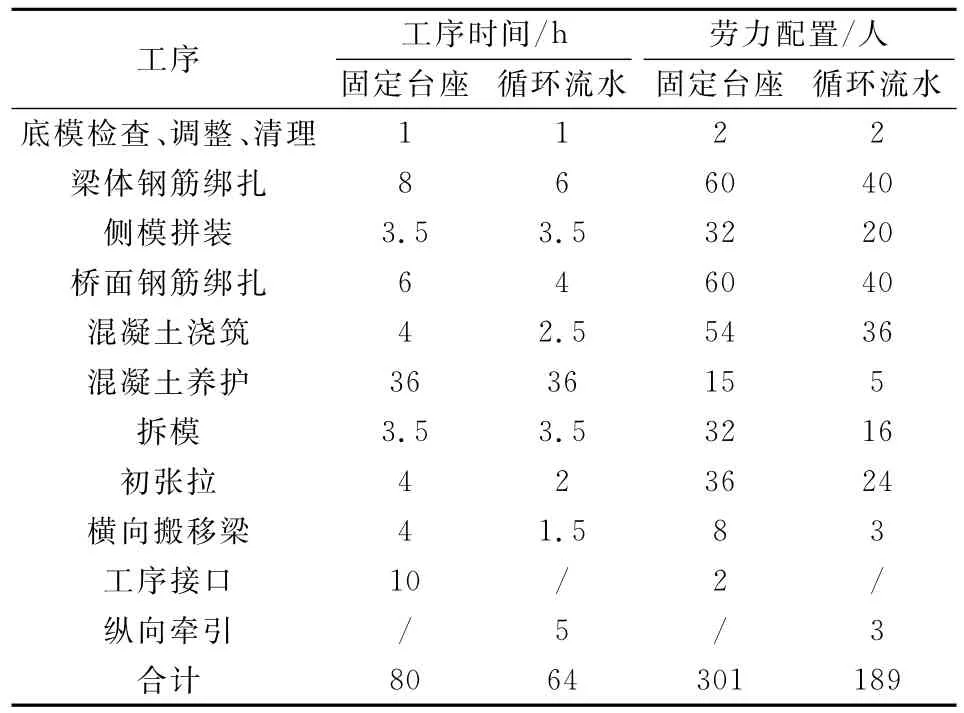
表2 预制工序时间和劳力配置参考表
3 循环流水生产铁路T型梁预制场工艺设计[5]
3.1工艺设计包含内容[6]
预制场工艺设计包括规划布局设计和土建结构设计:规划布局设计包括生产T型梁预制速度确定、制梁台座数量确定、存梁台位长度确定、主要机械装备配置设计、平面布局等;土建结构设计内容包括混凝土拌和站、门吊轨道基础、制梁台座、T型梁存梁台位、提梁机走行轨道基础、轮轨式搬移梁机走行轨道基础、轮胎式搬梁机走行通道、地基处理与路面设计等。
3.2规划布局设计
本部分主要结合中南部铁路通道某大型循环流水生产铁路T型梁预制场,对整体规划布局进行论述,该预制场承担2 263双线孔(9 052片)T型梁预制,其中有2 113孔32mT型梁、150孔24mT型梁,制梁场的日生产能力按6单线孔/d(12片/d)设计,采用铁路专用运梁车运梁,场内设置运梁便线560m,设置便桥一座与场外运梁便线连接,采用双向公铁两用架桥机架梁。
3.2.1制梁台座数量
制梁台座数量确定应综合考虑制梁设备、制梁工艺、制梁周期、制梁效率等,应满足架梁速度对制梁速度的要求,在整体规划阶段,建议按以下公式计算最少制梁台座数量:

式中:N1为T型梁制梁台座数量(个);η为每日预制T型梁(片/d);T1为预制每片T型梁占用制梁台座的时间(个·d/片),采用循环流水生产工艺,根据经验可取2.5~3,整体规划阶段暂可按3考虑。得该预制场最少需制梁台座数量:N1=η×T1=36个。
3.2.2存梁台位长度
在制梁场整体规划阶段,需根据搬移梁机械去选择存梁方式:当采用移梁滑道或移梁小车滑移方式移梁时,应选择单层存梁方式;当采用提梁机(轮胎式或轮轨式搬梁机)装备搬提梁时,应优先选用双层存梁方式。循环流水工艺预制场一般为大型T型梁预制场,从工效考虑,其均采用提梁机(轮胎式搬梁机或轮轨式搬梁机)搬移梁,所以应优先选用双层存梁方式。T型梁存储采用通长条形存梁台位,其最小总长度可按以下公式计算:

式中:N2为通长条形存梁台位长度(m);η为每日预制T型梁数量(片/d);B为每片T型梁单层存放时占用滑道长度(整体规划时可按本场内预制的最宽T型梁考虑)(m);T2为按规范确定的每片T型梁占用存梁台位时间(d/片),根据现行行业规范要求,其数值一般取不小于45;K为存梁系数,采用提梁机时的双层存梁可取为0.7。可得该预制场最少需通长条形存梁台位长度,N2=12片/d×45d片× 3m×0.7=1 134m。
3.2.3主要工装配置设计
T型梁预制场应配置钢筋加工机械、混凝土生产和浇筑机械、预应力施工机械、起重机械、发电机、混凝土振捣机具、蒸养设备和压浆设备等[7]。
采用循环流水生产工艺预制T型梁,其核心装备为可滑移底模(台车)[1,8],可滑移底模(台车)承受模板、钢筋、钢构件、混凝土梁以及施工中产生的各种荷载,可滑移底模(台车)设计直接影响整个系统的安全和质量,特别是为防止未张拉前梁体混凝土裂缝,可滑移底模(台车)应具备足够的强度、刚度和稳定性,保证梁体混凝土不会因为底模、台车本身下挠度偏大而开裂;同时在工艺上,可滑移底模(台车)在流水线轨道上应该具备良好滑动性能。该预制场所采用的可滑移底模(台车)结构设计见图1。其数量规划按与台座比例为2∶1配置,即规划配置72套。

图1 可滑移底模(台车)图(单位:mm)
3.2.4平面布局[9]
与固定制梁台座生产工艺的预制场功能区划分相似,预制场包含了制梁区、存梁区、出场区、办公区、生活区和保障系统。平面布局应以制梁台座和存梁台位为核心进行。此处只列该预制场与固定制梁台座生产工艺有着较大区别的制梁区平面布置,该预制场横向移梁采用轮轨式搬梁机移梁作业,制梁区占地面积约合45.9亩(1亩=666.7m2),如图2所示。

图2 制梁区平面布置图(单位:m)
3.3土建结构设计[9]
预制场土建结构物较多,除制梁台座与固定制梁台座差别较大外,其他主要土建结构物如混凝土拌和站、存梁台位、门吊轨道基础等设计方法均类似,本部分主要针对制梁台座论述。
制梁台座是采用循环流水工艺生产铁路T型梁预制场土建结构物设计的核心。制梁台座承担为可滑移底模(台车)提供纵向走行通道和平台任务。制梁台座纵向上可分为重载区域和轻载区域,重载区域与轻载区域主要区别,在于重载区域需承受T型梁梁体及相关施工荷载。重载区域包括混凝土浇注区、养护区、拆模区、初张拉区、横移区;轻载区域包括底模整修区、底腹板钢筋绑扎区、立模区、顶板钢筋绑扎区。无论重载区域还是轻载区域的结构物均应满足强度、刚度、稳定性和施作可操作性要求,并应特别注意地基沉降的控制设计。
重载区域制梁台座的工况可分为三种可能最不利工况:T型梁浇筑完毕尚未张拉为第1工况,初张拉完毕尚未移梁之前为第2工况,重载张拉后纵向滑动移梁为第3工况。第1工况荷载基本均布于重载区域制梁台座结构上,第2工况荷载较集中于重载区域制梁台座结构两端,第3工况应重点考虑重载移动荷载在制梁台座结构上重载走行。应分别对三种工况下,重载区制梁台座结构建立计算模型,计算结构物内力和地基反力,并取结构物最大内力和最大地基反力结果控制重载区域制梁台座结构物设计。
轻载区域制梁台座可分为两种可能最不利工况:T型梁钢筋模板安装完毕静置于轻载区域制梁台座结构物为第1工况,T型梁钢筋模板安装完毕后纵向滑动在结构物上为第2工况。第1工况荷载基本均布于轻载区制梁台座结构物上,第2工况应考虑为轻载移动荷载在制梁台座结构物上轻载走行;应分别对两种工况下制梁台座建立计算模型以进行结构内力和地基反力计算,并取结构物最大内力和最大地基反力结果控制轻载区域制梁台座结构物设计[10]。
该预制场重载区域制梁台座结构如图3所示。

图3 重载区域制梁台座图(单位:mm)
该预制场轻载区域制梁台座结构如图4所示。

图4 轻载区域制梁台座图(单位:mm)
4 结束语
循环流水生产铁路T型梁预制场规划布局设计部分应注意制梁台座数量确定、可滑移底模(台车)设计和以制梁台座为核心的平面布局;土建结构设计应注重制梁台座重载区域和轻载区域的区分设计。
采用循环流水生产工艺预制T型梁,所有工序均厂房内进行,工业化程度、机械化程度、自动化程度、专业化程度高,在降低安全风险、保证工程质量、提高环保效益的同时,大幅度提高生产工效;但是,采用循环流水生产工艺预制场工程设备要求高、建场费用高、对工人操作工艺要求高,更适用于铁路大标段的大型或超大型T型梁预制场,在选择该工艺时应进行详细的工程方案经济对比分析。
参考文献
[1]王立军.铁路T型简支梁循环流水生产线设计与施工技术研究[J].高速铁路技术,2011(2):63-66
[2]中铁十二局集团有限公司.铁路T型简支梁现场预制循环流水生产线设计与施工[J].铁道建筑技术,2010(1):119
[3]张立青.重载铁路简支T梁制梁场建场技术研究[J].路基工程,2011(6):103-105,108
[4]中华人民共和国铁道部.TB/T3043—2005预制后张法预应力混凝土铁路桥简支T梁技术条件[S].北京:中国铁道出版社,2005
[5]张立青.先张法预应力混凝土U型梁预制场工艺设计[J].铁道建筑技术,2014(1):19-22
[6]中华人民共和国铁道部.TZ321—2009铁路后张法混凝土梁预制场建设技术指南[S].北京:中国铁道出版社,2009
[7]中华人民共和国铁道部.铁建设〔2010〕125号铁路桥梁机械配置指导意见[S].北京:中国铁道出版社,2010
[8]崔兴.谈循环流水生产线制T型梁牵引动力系统测试[J].山西建筑,2013(27):119-120
[9]中铁第五勘察设计院集团有限公司.中南部铁路通道某制梁场规划与土建设计图.北京:中铁第五勘察设计院集团有限公司,2012
[10]张立青,徐惠纯,罗九林,等.快速预制T型梁生产台座:中国,CN102407567A[P].2012-04-11
A Technological Design for the Cyclical Flow Fabricating Yard for T-Shaped Beams
Ding Wei
(19th Bureau Group Co.Ltd.of China Railway,Beijing 100176,China)
Abstract:The cyclical flow fabricating method is a more advanced T-shaped beam-fabricating technique,and the construction of the beam fabricating yard is the basic work for the fabrication of T-shaped beams.Upon the basis of our experience in the design of T-shaped beam-fabricating yards,the processes of the cyclical flow fabricating to produce railway T-shaped beams,the determination of the key parameters,the planning and layout of the fabricating yard and the design of the major civil engineering structures for the fabrication yard are all introduced in the paper in order to achieve the goal of building an advanced,economical,safe and widely-applicable fabricating yard.
Key words:T-shaped beam;cyclical flow fabricating;beam-fabricating yard;technological design
作者简介:丁 伟(1973—),男,工程师,主要从事桥梁工程施工技术管理工作 535652918@qq.com
收稿日期:2015-11-11
中图分类号:U445.8
文献标识码:B
文章编号:1672-3953(2016)01-0026-05
DOI:10.13219/j.gjgyat.2016.01.007
猜你喜欢
价值工程(2017年4期)2017-02-16
戏剧之家(2017年1期)2017-02-05
东方教育(2016年9期)2017-01-17
科教导刊·电子版(2016年8期)2016-06-27
中国市场(2016年15期)2016-04-28
科技视界(2016年1期)2016-03-30
纺织导报(2015年12期)2016-01-28
纺织导报(2015年3期)2015-04-09
中国高新技术企业(2015年4期)2015-03-13
中国高新技术企业(2015年2期)2015-03-12
