
银合金棒材外观的目视检测
2016-03-16 02:40:42孙海霞黄明月薛晶晶
无损检测 2016年2期
关键词:表面
孙海霞,黄明月,薛晶晶,薛 娜
(西安诺博尔稀贵金属材料有限公司, 西安 710201)
银合金棒材外观的目视检测
孙海霞,黄明月,薛晶晶,薛娜
(西安诺博尔稀贵金属材料有限公司, 西安 710201)
摘要:目视检测作为一种无损检测方法,能够及时发现银合金棒材中间工序产品表面的宏观缺陷。列举了银合金棒材目视检测的常见缺陷,以及影响银合金棒材目视检测的因素。对于目前无损检测行业缺乏统一的标准而造成检测中判定的主观性和盲目性的问题,建议通过实践,建立有色金属目视检测的标准规范。
关键词:目视检测;银合金棒材;表面;宏观缺陷
目视检测(Visual testing,简称VT)作为人类最古老的无损检测方法,是指通过人的眼睛(直接目视检测)或眼睛与各种辅助延伸工具相结合(间接目视检测),对工业产品表面进行检查的无损检测方法[1]。目视检测的质量直接关系到最终产品的质量,除目视检测外的其他无损检测必须在基于合格通过目视检验的前提下而进行。
目视检测成本低,检测结果具有直观、真实、可靠、重复性好等优点,被广泛应用于产品制造、安装、使用的各个阶段。该方法可应用于各种金属原材料(铸锭、锻件、棒材、丝材、管件、粉末冶金)及非金属材料的表面检查,也可应用于产品检查,例如焊接件、设备支撑、螺栓、螺母、减震器、限位、压力容器等的表面检查,同时也可应用于产品使用过程中的定期和非定期检查[1]。
目前,笔者所在公司在实际生产过程中已广泛应用目视检测法对各中间工序产品及成品进行表面检测。其中在贵金属及稀有金属管、棒材,如核级Ag-In-Cd控制棒中的应用最为广泛[2-4,5]。
由于受到人眼分辨能力和仪器设备分辨率的限制,目视检测通常用于检测被检样品表面的宏观缺陷;检测过程中由于受到被检件表面照度、颜色等因素的影响,容易发生漏检的现象。笔者根据工作中的积累,着重介绍银合金棒材目视检测的常见缺陷及目视检测的影响因素。
1目视检测银合金棒材常见缺陷及产生原因
按照缺陷产生的原因通常将其分为自然缺陷和其他缺陷[6]。自然缺陷是棒材在冷拉伸过程中由于棒材自身变形引起的缺陷。其他缺陷通常是由于生产现场环境、设备、人员等外在因素造成的缺陷。表1为常见的缺陷类型及产生原因。
目视检测核电用银合金棒材的过程中,发现的各类缺陷大小可通过建立的目视检测对比标样进行对比,判断其是否合格。
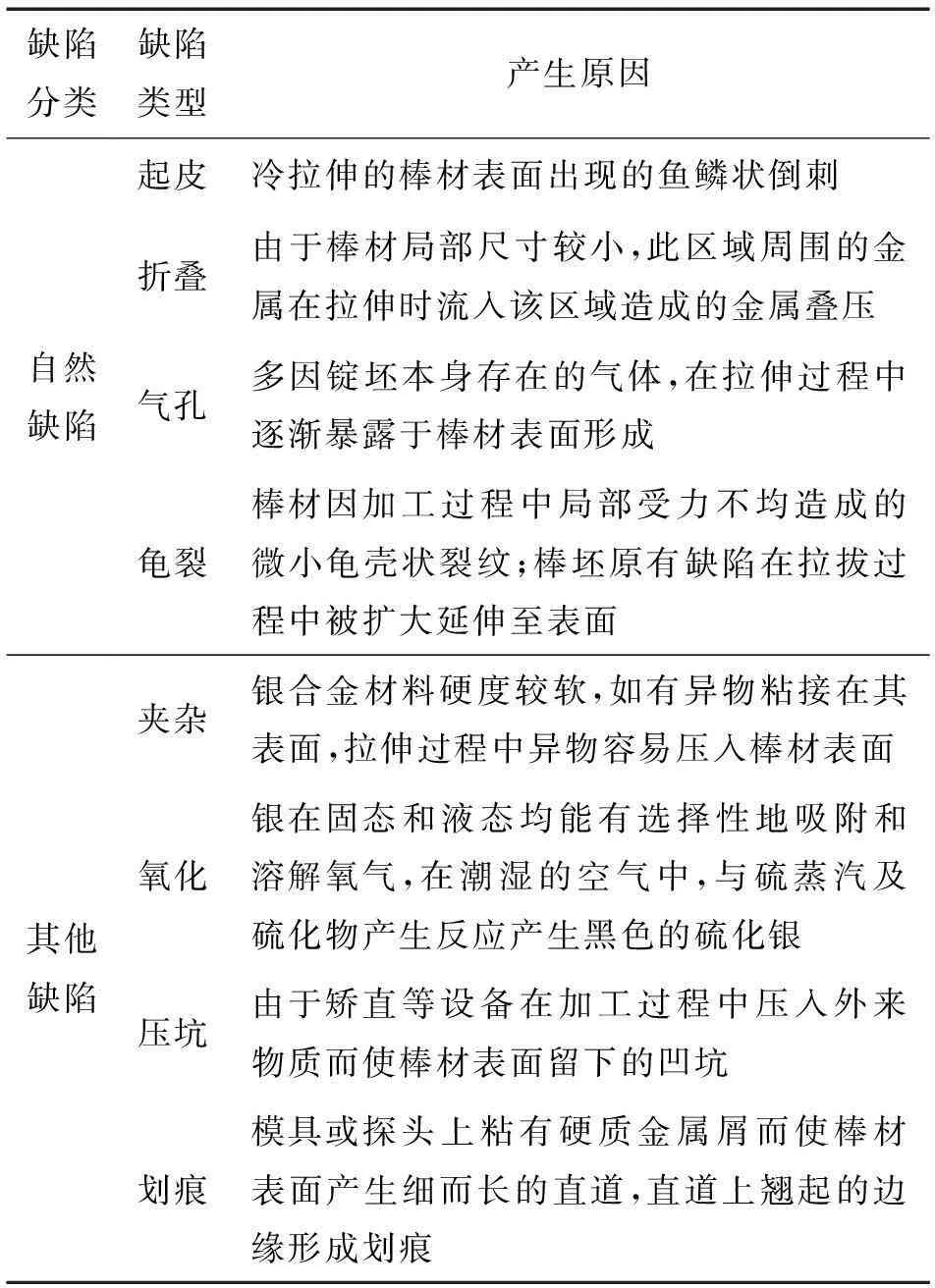
表1 银合金棒材目视检测常见缺陷类型
1.1 起皮
用肉眼观察有凸起毛刺,用金相砂纸轻抛,毛刺抛掉后,留下连续小坑,如图1所示。银合金棒材的生产过程中,在挤压和拉拔工序中易出现起皮缺陷。

图1 起皮缺陷示例
1.2 折叠
用肉眼观察有轴向细线,颜色发灰黑,用放大镜观察如图2所示。

图2 折叠缺陷示例
1.3 气孔
用肉眼观察棒材表面呈非常小且表层非常薄的鼓包,用锉刀轻轻修磨,表皮掉后呈黑色小点,用放大镜观察呈小孔状,此缺陷也易于在挤压和拉拔工序中产生,如图3所示。

图3 气孔缺陷示例
1.4 裂纹
棒坯本身可能存在微小夹渣和疏松之类的缺陷,在拉拔过程中由于变形不均匀产生裂纹,如图4所示。

图4 裂纹缺陷示例
1.5 夹杂
棒材表面呈现出小面积灰色区域,个别夹杂呈现的颜色易与表面轻微氧化色混淆,用放大镜观察清晰可见。图5为肉眼及放大镜观察到的不同形态的夹杂缺陷。
2银合金棒材目视检测结果的影响因素
2.1 光照度
光照是目视检测的必要条件之一[7],合适的照明条件是保证目视检测结果正确的前提。人眼对背景光的限制和敏感程度是有所不同的,不同的光照情况将产生不同的检测效果,所以需要根据检测对象和环境,制定出具体的照度范围[8]。

图5 夹杂缺陷示例
一般检测时,至少要有500 lx的光照度,而用于检测或研究一些小的异常区时,尤其是疑似缺陷区域,则至少要有1 000 lx的光照度。光源可以是自然光(日光),也可以是人工光源,可根据检测环境来选择。对于光洁的金属表面,光照应避免产生刺眼的反光,而选用漫散射特性的光,光照度不应大于2 000 lx。
银合金棒材表面亮度较高,对表面质量要求非常高,也就是说非常小的缺陷也要求检测出来。如采用自然光进行检测时,不能将被检件直接放在太阳光下,因为银合金棒材会产生强烈的反光,不但无法进行目视表面检测,还容易刺伤人眼;采用人工光源进行检测,应选用白光较为合适。银合金棒材目视检测光照度要求达到300~1 000 lx;局部目视检测时应不少于500 lx;必要时,可采用辅助光源照明。
2.2 目视检测的分辨率
目视检测的分辨率包括色差,但不仅仅是指色差,而是指缺陷在金属表面被分辨出来的清晰程度。目视检测使用的主要工具是人眼,影响目视的因素包括照在被检物体上的光线波长或颜色、光强以及被检件所处现场的背景颜色和结构以及所使用的辅助工具的放大倍数等。目视检测是基于缺陷与本底表面具有一定的色泽差和亮度差而构成可见性来实现的。因此,在目视检测过程中,被检件与其所处环境背景颜色的反差是非常重要的。缺陷由于背景光的不同会产生不同的视觉效果,从而影响人对缺陷的判断。
为获得较高的分辨率,目视检测时,通常人眼与被检表面的距离不大于600 mm,与被检表面的法线夹角不大于60°。在银合金目视检测过程中,要求人眼与被检表面的距离在300~500 mm间。
2.3 被检棒材的清洁度
当被检棒材表面有影响目视检测的污染物时,必须将这些污染物清理干净,以达到全面、客观、真实的检测目的。在潮湿的环境中,银合金棒材较其他金属材料易氧化,表面氧化色易遮盖缺陷,给目视检测带来较大的困难。要解决这一问题,可采用机械抛光的方法取得适宜的粗糙度,从而达到良好的检测效果。
2.4 检测人员要求
2.4.1视力要求
目视检测银合金棒材的人员,不论是否经过视力矫正,至少有一只眼睛或两只眼睛的近距视力为:距离大于等于30 cm时,至少能读出Times Roman No.4.5 中最小符号或等同大小的字母;并具有辩色能力,能通过色觉检查图的变色测试。
2.4.2资质要求
采用目视检测方法检测银合金棒材表面质量的人员,应具有无损检测人员资格鉴定单位认可的Ⅰ级以上的资质证书[9]。
3结语
在银合金棒材的目视检测过程中,良好的照明条件,良好的分辨率,清洁干净的被检棒材能够使目视检测顺利进行。因目视检测主要靠人眼,故检测结果受到人的主观因素的影响,难以保证检验结果的一致性,尤其是对缺陷的深度判断随意性比较大。建议通过采集各类不允许缺陷的状态,建立完整的目视检测技术标准,以使有色金属的目视检测更加规范,检测结果的一致性得到保证。
参考文献:
[1]王跃辉,花家宏.目视检测[M].北京:机械工业出版社, 2009:44-47.
[2]刘英,张文.核级银锢镉合金中AgInCd的连续滴定[J].分析实验室,1999 , 18(6):67-70.
[3]SEPOLD L, LIND T. AgInCd control rod failure in the QUENCH-13 bundle test[J]. Annals of Nuclear Energy, 2009(36):1349-1359.
[4]JOSÉ A C, JUAN J O. BWR control rod design using tabu search[J]. Annals of Nuclear Energy, 2005,32:741-754.
[5]许俊龙,马官兵,王贤彬,等.核反应堆燃料组件的无损检测和修复[J].无损检测,2014,36(11):38-39.
[6]黎鼎鑫,张永俐,袁弘鸣,等.贵金属材料学[M].北京:中南大学出版社, 1991:67-72.
[7]陈翠丽.表面无损检测的光照度与检测结果的可靠性[J].无损检测,2012,34(10):81-82.
[8]王端军,张华伟.GCr15轴承钢丝表面裂纹原因分析[J].南钢科技与管理,2008(1):12-14.
[9]马恒儒,钱其林,吴东流,等.无损检测人员资格鉴定与认证[M].长沙:中南大学出版社,2002:34-35.
Visual Testing of Silver Alloy Rods Appearance
SUN Hai-xia, HUANG Ming-yue, XUE Jing-jing, XUE Na
(Xi′an Noble Metal Materials Co., Ltd., Xi′an 710201, China)
Abstract:Visual testing as a method of nondestructive detection is widely used for surface defect of the intermediate working procedure of silver alloy bars. This paper mainly introduces different defects in the fabrication process of silver rods, and elaborates the cause of these surface defects. At present these is no any unified standards in visual testing industry,which makes the detecting processing very aimless. The author suggests that normative standard should be established.
Key words:Visual testing; Silver alloy rod; Surface; Macro-defect
中图分类号:TG115.28
文献标志码:B
文章编号:1000-6656(2016)02-0064-03
DOI:10.11973/wsjc201602016
作者简介:孙海霞(1981-),女,工程师,主要从事有色金属的涡流、超声及目视等无损检测工作。
收稿日期:2015-04-23
猜你喜欢
轻合金加工技术(2023年7期)2023-10-30 07:26:32
小学阅读指南·低年级版(2020年11期)2020-11-16 07:00:53
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:36
杂文选刊(2015年12期)2016-01-12 16:10:21
新青年(2015年2期)2015-05-26 00:08:47
中国洗涤用品工业(2015年2期)2015-02-28 19:01:57
意林(2014年17期)2014-09-23 17:02:14
小学生作文选刊·低年级版(2014年8期)2014-08-19 00:54:13
表面工程与再制造(2014年2期)2014-02-27 06:46:12
