
低温铝热焊焊接工序控制及保温措施效果分析
2016-03-15 10:42骆永春
大陆桥视野·下 2016年1期
骆永春

【摘 要】本文以钢轨铝热焊焊接工艺要点为主线,重点介绍了低温环境下铝热焊焊接焊头质量控制的一些具体管控措施。通过对焊头所采取不同的保温措施效果进行调研分析,提出了切实可行的见解。
【关键词】铝热焊;低温环境;工序控制;保温措施
1.引言
当环境温度低于15℃时,称为低温焊接。低温焊接时,除按常温条件下工艺规定的控制措施执行焊接后,还需对相应的工序进行控制与参数调整,以提高铝热焊焊接质量。低温环境下,会遇到焊头冷却过快的危险。必须对焊头采取有效的保温措施,确保焊头高温组织在保温状态下充分转变。
2.低温铝热焊接工序控制措施
2.1对轨工序控制
低温环境下,待焊钢轨轨端对正,是在钢轨强迫拉伸状态下进行的,其控制措施有:
(1)用轨缝仪控制轨缝。以轨脚处为基准,控制轨缝宽度为28(±2)mm。
(2)水平调整:用一米直尺分别检查焊缝两端钢轨轨头、轨腰、轨底是否平直。轨头侧面以行车面为基准进行调整。
(3)尖点调整:将一米直尺自由放置在轨顶,使其中点与焊缝中点相重合,用对轨架或者钢楔子对轨端高度进行调节,使直尺的两个端部与轨顶之间的间隙(即尖点值)控制在1.8~2.3mm。(焊接端面打磨后再确定调整尖点确切的高度)
2.2预加热工序控制
预热是铝热焊焊接过程中的一个重要工序,低温环境下,钢轨的冷却速度快,传导热快。轨温越低,其过冷度越大。铝热焊接质量越难保证。要稳定焊接质量,就需对待焊钢轨及砂型预加热,削弱钢轨的传导热与冷却速度。其控制措施有:
(1)气温低时丙烷气的压力较低,气瓶的温度也很低,很难达到1.2Bar的压力。因此寒冷天气焊接时,有必要使用电热罩或其他措施(烧水/加热)来给气瓶加热,以保证丙烷气体的压力及流量。
(2)氧气表及燃气表需要用热水浇注,防止气体流出后回火阀结冰。
(3)待焊钢轨两端各1m范围内要进行加热,不同气温条件下钢轨需要加热至37?C以上。
(4)钢轨预热时,加热温度应使钢轨的中间及轨头颜色发红,一般控制在900℃左右。并使用5°偏光镜确认钢轨全断面呈金红色金属面。
2.3焊头保温工序控制
在低温环境下,会遇到焊头冷却过快的危险。因此除按常温条件下工艺规定的控制措施执行焊接后,还必须严格控制拆模与推瘤时间,并对焊头采取有效的保温措施。确保焊头高温组织在保温状态下充分转变。其措施有:
(1)低温环境下,为防止焊头降温过快,确保焊头结晶密实;焊接时焊剂、砂型在使用时不得过早拆除,拆模或推瘤要快。
(2)一旦拆模或推瘤完成,为防止焊头冷却过快,采用保温箱或保温毯迅速将焊头覆盖进行保温,保温时间≥10min。
2.4焊后工序控制
(1)焊接完成必须对焊头进行精打磨,处理焊头全断面可见孔隙缺陷和毛刺。
(2)配合拉伸机焊接时要在焊接完成20min后拆除拉伸机。
(3)轨温高于300℃不准放行列车。
3.不同保温措施效果调研分析
3.1概况
(1)焊接地点:陇海线新阳镇—渭南镇区间(上行) K1431+100-k1436+090。
(2)焊头焊接情况:K1434+320处左右股焊头位于更换长轨条起端;K1436+380处左右股焊头位于更换长轨条终端;焊接轨型都为P60 U75V-P60 U75V,采用德式施密特铝热焊接技术,使用Z100型焊剂。
(3)分析方法:在焊接作业环境,焊接条件及焊接工艺相同的情况下,焊接完成后将不同焊头进行粗打磨后,采用两种不同的保温措施。在相同的保温时间内对其保温的效果进行轨温测量。不同天窗点内其焊头轨温测量结果如图1和图2所示。
3.2数据分析
通过以上图1和图2中焊头温度变化曲线,对比分析可以看出:
(1)采用保温毯保温的焊头,在相同的保温时间内温度下降量小,比同等条件下采用保温盒保温的效果好。
(2)在10分钟的保温时间内采用保温毯保温,焊头温度分别从570℃下降至470℃,下降量为100℃,平均每分钟下降10℃;从650℃下降至485℃,下降量为165℃,平均每分钟下降16.5℃。
(3)采用保温盒保温,焊头温度分别从570℃下降至425℃,下降量为145℃,平均每分钟下降14.5℃;从650℃下降至450℃,下降量为200℃,平均每分钟下降20℃。
(4)在初期焊头温度较高,采用保温盒和保温毯进行保温二者效果区分不大;随着保温时间增长,焊头温度的逐渐降低,相比保温盒而言,保温毯的保温效果逐渐明显。
3.3原因分析
(1)在焊头温度较高时,由于保温盒和保温毯自身温度降低,附着在焊头表面,不但起不到保温作用,反而会吸收焊头热量导致其温度下降。
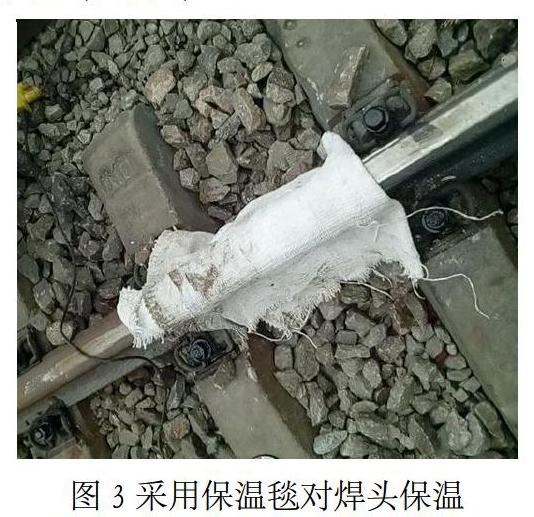
(2)随着保温时间的增加,保温毯保温时,由于石棉保温毯吸收了焊头的热量,自身温度升高,并且保温毯将焊头完全包裹起来,不仅起到了保温作用而且防风作用明显加强,保温效果逐步体现(如图3)。
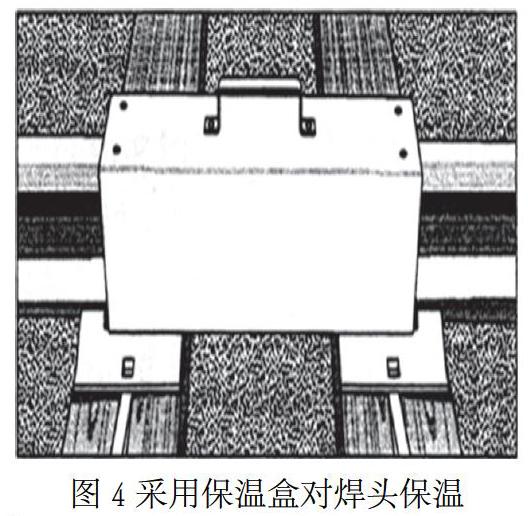
(3)随着保温时间的增加,保温盒保温时,由于保温盒只是夹在焊头两侧的轨腰上,焊头底部无法进行保温,加之保温盒与焊头两侧钢轨表面不密贴,其防风效果不理想,散热量较大,导致其保温效果不佳(如图4)。
4.结论与建议
(1)在低温环境下焊接时,对氧气瓶、丙烷气瓶和仪表可采取保温措施,以保证丙烷气体的压力及流量。氧气表及燃气表需要用热水浇注,防止气体流出后回火阀结冰。
(2)焊后为降低焊头冷却速度,可采用石棉保温毯覆盖焊头进行保温,避免因寒冷天气造成焊头质量等缺陷。
(3)保温盒与焊头两侧钢轨表面不密贴,防风效果不理想,散热量较大,其保温效果不佳。保温毯将焊头完全包裹起来,不仅起到了焊头保温作用而且防风作用明显加强,其保温效果良好。
参考文献:
[1] 中华人民共和国铁道行业标准.TB/T1632.3—2014.国家铁路局 [S]. 北京:中国铁道出版社,2015.
[2] 张未,张步云.铁路跨区间无缝线路. [M].北京:中国铁道出版社,2000.
[3] 李东侠,索科.既有线铝热焊焊接质量控制技术[J].铁道建筑,2012,10(1):133-134.
[4] 杨建平.低温环境下无缝线路应力放散施工铝热焊焊接质量的控制 [J].铁道标准设计,2002,03:56—58.
[5] 张军,李琦,郭兵,李伟瑞.高速铁路低温下钢轨铝热焊质量控制与提高[J].中国新技术新产品.2015,12(上) :36-38.
