
CRH380A型动车组轴箱弹簧检修工艺优化
2016-03-10 01:17章宜明张长青
高速铁路技术 2016年5期
章宜明 张长青
(北京铁路局北京动车段, 北京102600)
CRH380A型动车组轴箱弹簧检修工艺优化
章宜明 张长青
(北京铁路局北京动车段, 北京102600)
轴箱弹簧是动车组走行部关键的减震部件,直接影响乘客乘坐的舒适性,文章以CRH380A型动车组为例,对检修工艺标准进行了阐述。基于现场检修实际,研究作业布局设计的合理性,对现场作业效率,设备条件方面出现的问题,从技术标准、工时、人员、设备、作业流畅等方面进行了分析。针对不足之处,制定了解决方案,为开展CRH380A动车组轴箱弹簧三级修自主修奠定基础。通过对工艺优化进行原因分析,最后设计出一套符合现场检修的最佳工艺流程,并将设备试验出的数据与专业厂家设备进行对比,误差控制在标准范围内,大大节省了作业时间,提高了检修效率。
动车组; 转向架; 轴箱弹簧; 试验机; 工艺优化
2011年至2016年,北京动车段逐步开展CRH2A、CRH2E、CRH380A、CRH380AL、CRH5A、CRH380B型动车组三级检修工作,其中部分检修部件因段暂不具备检修条件需返主机厂或专业检修厂家检修,CRH380A返厂部件一览表如表1所示。由于返厂检修部件的检修周期长、返段周期不确定,导致动车组列检修计划频繁调整,严重影响该段整体检修进度,制约段检修能力进一步提高[1-4]。
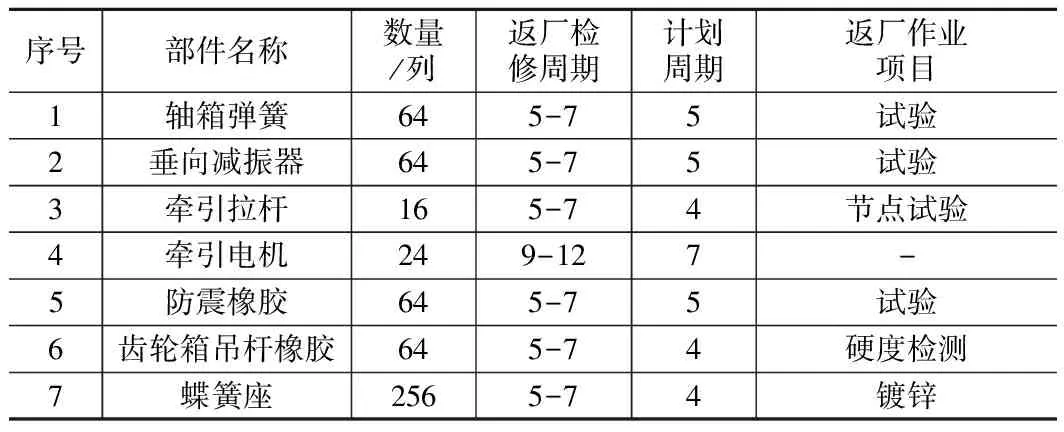
表1 CRH380A返厂部件一览表
随着北京动车段检修设备设施的不断完善,逐步开展返厂部件属地检修工作已迫在眉睫,本文以CRH380A型动车组为例,主要介绍轴箱弹簧检修设备动态调试和工艺优化实施情况,突出段返厂部件属地修节约检修成本、压缩检修工时对整体生产布局的重要性。
1 CRH380A型动车组轴箱弹簧检修工艺
1.1 检修工艺流程
轴箱弹簧由转向架分解工位送至检修工位后,首先进行部件分解、清污,然后进行外观检查,为了便于检修管理,轴箱弹簧分解前做好标识(例如:CRH2501-M1-1),检修时保留原始标记。
1.2 试验工艺流程及工艺标准
轴箱弹簧试验是轴箱弹簧检修的关键步骤,试验工艺流程如图1所示。
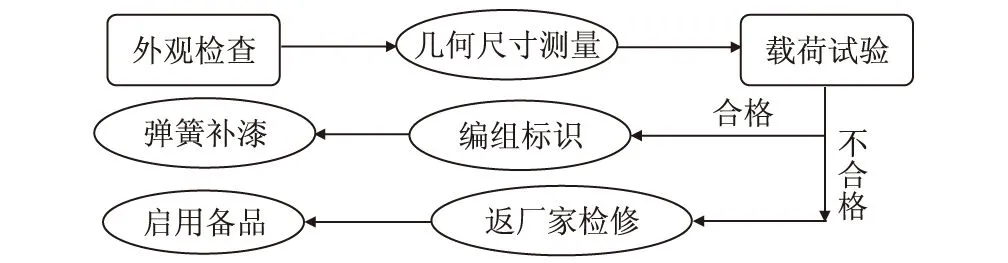
图1 CRH380A轴箱弹簧试验工艺流程
具体工艺标准如下:
(1)对内、外弹簧分别在规定载荷下压缩3次(外簧荷载49 541 N,内簧荷载19 228 N),3次压缩后不得存在永久变形[5-7]。
(2)测量弹簧自由高:外簧自由高(256±3.84)mm,内簧自由高(240±3.6)mm[5-7]。
(3)弹簧组载荷试验:在弹簧内圈上放置16 mm厚垫片后,施加54 053 N载荷,弹簧高度须满足(215.6±2)mm尺寸要求,否则进行调修或更换,对于试验不合格的部件,储备一列轴箱弹簧备品保证补给[5-7]。
2 试验设备
北京动车段轴箱弹簧试验设备由机械部分(门式高感度负荷框架、移动横梁、支持框架、导向柱、双减速机、丝杠)和控制部分(控制台、操纵箱、手动设备)组成,如图2所示。该设备适用于CRH系列动车组各型轴箱弹簧的加载试验、尺寸测量等功能。
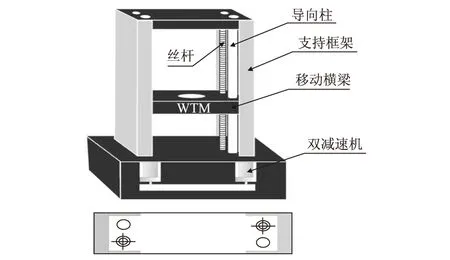
图2 轴箱弹簧试验设备
轴箱弹簧试验设备具备以下优点:
(1)采用门式高刚度负荷框架,六柱式结构(双导向立柱、双丝杠、双立柱),确保在高速大载荷下运行平稳。
(2)采用德国产滚珠丝杠副,确保横梁在任何加载状态下无机械间隙,确保整机的耐用性。
(3)采用双行星摆线针轮减速机直联传动,传动效率高(>90%),双丝杠联动同步性高。
(4)采用嵌入式系统,直接利用微机高速PCI总线和强大的CPU,提高系统可靠性。
(5)采用交流伺服电机,运行平稳可靠、响应快、噪音低,并具有过载保护功能。
(6)针对动车组弹簧试验开发的测量控制软件操作方便、直观。
通过设备调试,发现设备存在以下问题:
(1)加载试验轴箱弹簧的高度测量误差大。
(2)试验设备及配套辅助设备的布局不合理,存在作业冲突、设备利用率低。
(3)试验机上料平台与试验平台中间间隙大。
(4)数据库管理系统混乱,不便于批次查找轴箱弹簧。
3 问题的提出及分析
针对轴箱弹簧试验设备存在的自身问题,同时结合现场配套设备、设施布局情况,通过对CRH2503动车组64个轴箱弹簧进行对比验证后,轴箱弹簧检修工艺有待优化问题分析如下:
(1)试验设备加载试验中尺寸测量比专业厂家测试结果大0.7~0.8 mm[5-7]。
(2)试验设备及配套辅助设备的布局不合理,导致作业冲突、设备利用率低。
(3)试验设备上料平台与试验平台之间间隙大,存在部件磕碰安全隐患,导致作业效率低。
(4)不同检修车型、修程部件编号混乱。
针对以上问题,解决方案如下:
(1)针对“尺寸测量误差大”的情况,为了将测试误差控制在0.1 mm左右,经过分析,最后决定对传感器参数进行调整,通过微调传感器增益,直到显示值和测力环所对应的力值一致。对于微调不能达到要求的,可以直接在传感器参数界面对传感器参数进行修改,直到显示值和测力环所对应的力值一致。
经过以上步骤调整传感器参数后再对CRH2545动车组64个轴箱弹簧进行试验,试验结果和专业厂家试验数据误差最大不超过0.1 mm。经国家专业计量单位对设备进行重新计量,最后结果满足使用要求(一级精度)。
(2)试验设备及配套辅助设备的布局不合理,存在作业冲突、设备利用率低主要表现在两台轴箱弹簧试验机共用一台自立式起重机时会发生冲突,针对这一情况对现场进行了重新的布置,以达到生产最优化,如图3所示。轴箱弹簧从分解检修到试验再到最后的压装,过程很流畅,整体布局都是按照生产工艺要求布置,作业方便,形成一套轴箱弹簧检修作业流水线,同时两个轴箱弹簧试验机上料时也不会因为自立式起重机而发生冲突,优化了作业程序,提高了生产效率[1-3]。
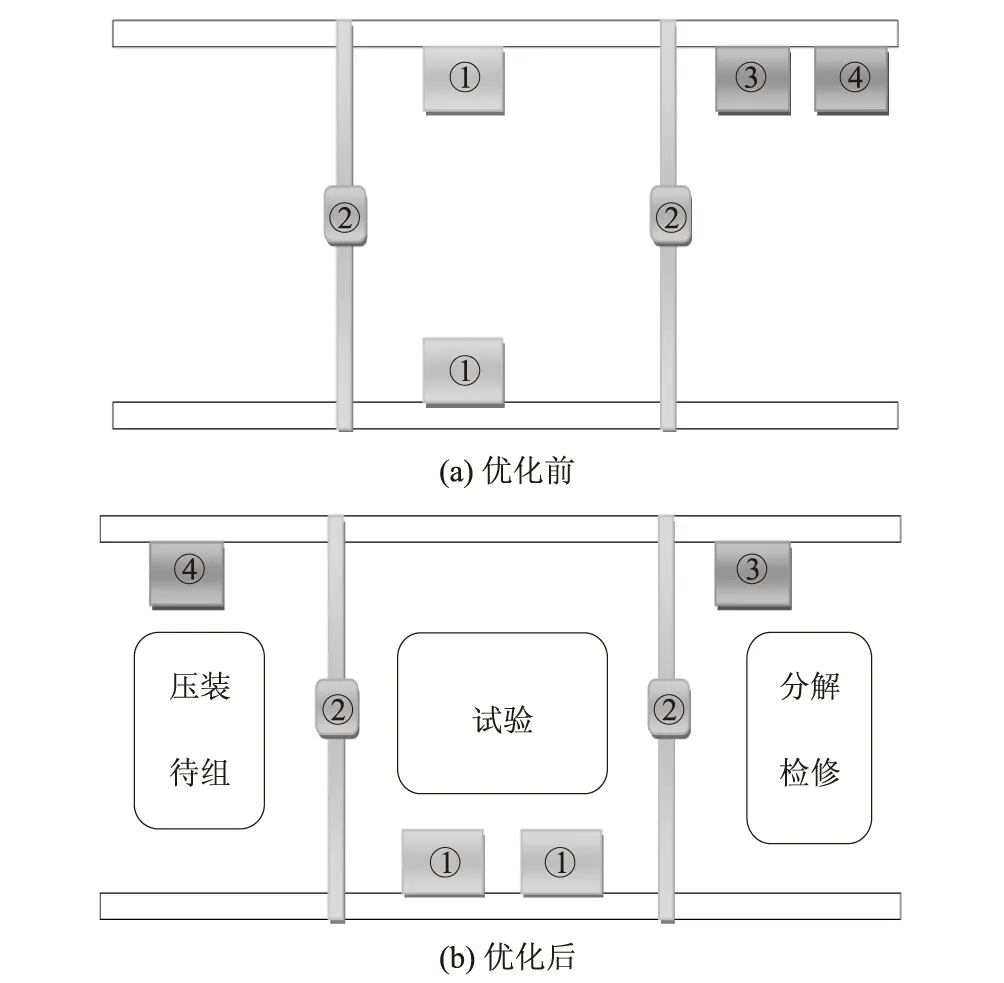
①轴簧试验机;②自力式起重机;③轴簧分解机;④轴簧压装机图3 工位优化前、后布局图
(3)针对轴箱弹簧上料平台和试验平台间隙过大问题,将上料平台进行了改进,将原有的直线和圆弧接触形式,改造成密贴式的圆弧与圆弧接触,如图4所示。设备经过改造之后,达到预期效果,中间的间隙消除,同时也提高了工作效率。
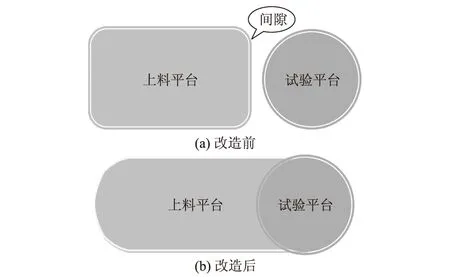
图4 改造前、后的平台
(4)针对数据库管理系统混乱的问题,将涉及检修的弹簧品种及修程进行归类编号,便于搜索且防止了组装过程中出现混装的情况。
4 小结
通过对现场的优化布局和设备的调试及改造,车间具备了对轴箱弹簧检修能力,后续CRH2A、CRH2B、CRH2E、CRH2C、CRH380A、CRH5A等各型动车组交叉作业,场地的局限性,尤其是设备少的问题会逐步暴露出来,届时如果购进新设备,还需对场地重新布局,对工艺重新规划,各型动车组交叉作业时,设备的稳定性后续还需要观察。
[1] 李丹,来玉玲,李秋泽,等.动车组转向架高级检修质量管理体系研究[J].大连交通大学学报,2014,35(3):65-69. LI Dan,LAI Yuling,LI Qiuze,et al.Discuss on of Quality Management System Establishment for EMU Bogie Senior Maintenance[J].Journal of Dalian Jiaotong University,2014,35(3):65-69.
[2] 任尊松,孙守光,李强.高速动车组轴箱弹簧载荷动态特性[J].机械工程学报, 2010,46(10):109-115. REN Zunsong, SUN Shouguang, LI Qiang. Axle Spring Load Test and Dynamic Characteristics Analysis of High Speed EMU[J]. Journal of Mechanical Engineering, 2010,46(10):109-115.
[3] 宁晓丹,孙保卫,商跃进,等. CRH2动车组轴箱弹簧疲劳试验方案研究[J].长江大学学报(自然科学版)理工卷,2008,5(3):258-259. NING Xiaodan,SUN Baowei,SHANG Yuejin,et al.Research on the Fatigue Test Project of Axle Box Springs Used for CRH2 Multiple Units[J].Journal of Yangtze University (Natural Science Edition) Sci & Eng V,2008,5(3):258-259.
[4] 周英雄,王勇,宋烨.高速动车转向架构架静强度试验和仿真研究[J].机械,2014,41(7):1-5. ZHOU Yingxiong,WANG Yong,SONG Ye. Study on static strength test and simulation for high-speed EMU motor bogie frame[J].Machinery, 2014,41(7):1-5.
[5] 铁道部运输局装备部.铁路动车组运用维修作业标准(二)[M].北京:中国铁道出版社,2007. The equipment department of transport bureau of MOR.Standard of maintenance operation of motor train-set(Ⅱ)[M].Beijing:China Railway Publishing House,2007.
[6] 中国铁路总公司.CRH2A、B、E型动车组三级检修规程[Z].北京:中国铁路总公司,2014. China Railway Corporation.CRH2A、B、E type EMU three maintenance standards[Z]. Beijing:China Railway Corporation,2014.
[7] 中国铁路总公司.CRH380A/AL型动车组三级检修规程[Z].北京: 中国铁路总公司,2014. China Railway Corporation.CRH380A/AL type EMU three-level maintenance standards[Z]. Beijing:China Railway Corporation,2014.
Optimization of Maintenance Technology for Axle Box Spring of CRH380A EMU
ZHANG YiMing ZHANG Changqing
(Beijing EMU depot, Beijing Railway Bureau, Beijing 102600,China)
The axle box spring is the key part of the motor train unit, directly affect the comfort of riding comfort. This paper simply introduces the maintenance technology standard of CRH380A EMU . The rationality of the layout design is studied based on the spot inspection. The field work efficiency, equipment condition problems, from the technical standards, working hours, personnel, equipment, and other aspects are analyzed. in view of the deficiencies, the solutions are formulated, laying the foundation for three-level repair of CRH380a EMU axle box spring. Finally, we design a set of optimum technological process according with the actual field maintenance, compare the equipment test data with the factory equipment with the errors within the standard range, greatly save the operating time and improve the efficiency of maintenance.
EMU; bogie; axle box spring; testing machine; process optimization
2016-04-27
章宜明(1985-),男,工程师。
1674—8247(2016)05—0053—03
U279.4
A
猜你喜欢
装备环境工程(2022年6期)2022-07-09
装备环境工程(2022年1期)2022-02-18
装备环境工程(2021年11期)2021-12-07
装备环境工程(2021年10期)2021-11-04
哈尔滨轴承(2021年1期)2021-07-21
海峡姐妹(2020年2期)2020-03-03
制造技术与机床(2019年12期)2020-01-06
铁道通信信号(2018年11期)2019-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
