
职业院校实训中数控电火花线切割机床故障分析与排除
2016-03-06 05:31仇文平
中国设备工程 2016年18期
仇文平
(江苏省盐南中等专业学校,江苏 盐城 224000)
职业院校实训中数控电火花线切割机床故障分析与排除
仇文平
(江苏省盐南中等专业学校,江苏 盐城 224000)
近年来,在国家现代化建设的过程中,对专业技术能力较强的人才提出了更高的要求。笔者在线切割教学中,追求电加工与模具的结合,线切割加工操作与维修的结合,积极更新课程,希望通过做学教合一的教学模式,为学生高层次就业提供更好平台。在实训中本人通过常规易损件的拆装、导轨调整、单独故障课题、加工中遇到故障和人为设置故障来训练学生。本文从数控电火花线切割机床的职业院校实训教学入手,对实践过程中会遇到的故障以及排除方法展开了研究。
职业院校实训;数控电火花;线切割机床;故障;排除

图1
1 数控电火花线切割机床故障的分析
1.1 抖丝
首先,贮丝筒中的电极丝,如果产生过松、过紧和不均匀排列等现象,那么在刚安装电极丝和其长时间连续工作的状态下,很容易导致无规则抖动在电极丝中的产生。针对这一故障,在采取解决措施的过程中,应以收紧和收匀电极丝的方式为主。
其次,轴承精度降低或导轮磨损现象的产生,会造成电极丝在多个方向上发生抖动,在多种因素影响下,电极丝会产生无规则抖动。此时如果电极丝呈现出适当的松紧度,并能够均匀排列于贮丝筒上,那么更换轴承或导轮。
1.2 加工中断丝
首先,不科学的选择高频电源参数。通常情况下,如果拥有较细的电极丝,必须确保电源参数呈现出较小的能量,反之则需要电源参数呈现出较大的能量。不可以拥有较小的脉冲间隔和脉冲宽度比,通常该比值应当在1:3以下,这是因为,较小的脉冲间隔,工作液无法及时对绝缘强度进行恢复,在这种情况下,很容易出现电弧烧断丝现象。
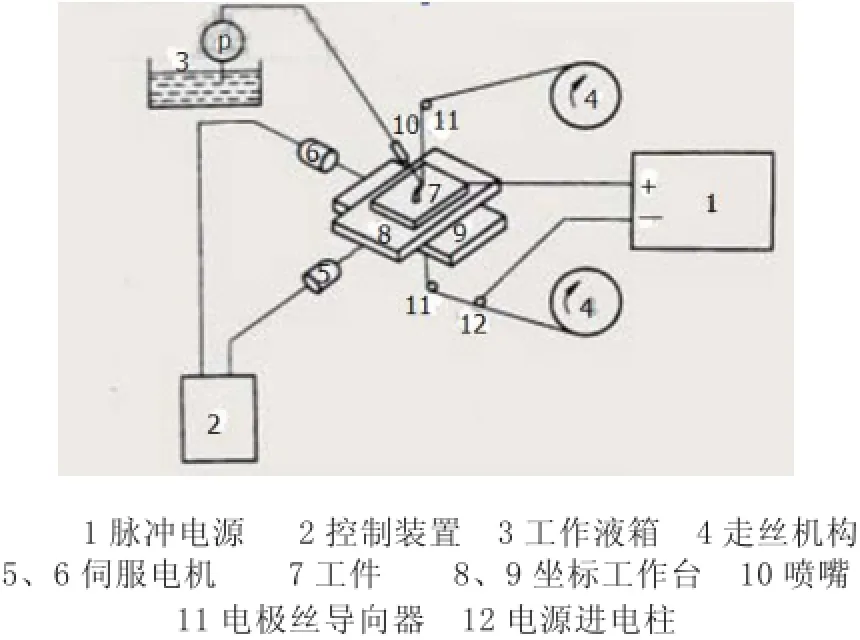
图1 数控线切割加工原理
其次,工件变形造成的断丝。在对工件进行切割的过程中,当工件变形夹丝时,会产生断丝现象,此时预防断丝,可以提升电源脉冲幅值,促使脉冲宽度得以加大,从而加大火花间隙。在切割的过程中应用辅助夹具或磁铁加强固定工件。另外进给调节不当,忽快忽慢,开路短路;频繁贮丝筒转速太慢,使钼丝在工作区停留时间过长,同步带变长,导电块卡丝这些都会导致断丝。
1.3 丝筒不换向
丝筒换向涉及丝筒行程开关及机床电器里两只(或一只)继电器,一般情况行程开关坏的可能性较大,只要行程开关即可,注意,行程开关最上面两只为丝筒换向用,第三只为换向高频用(有的机种没有),第四只为停机开关。
2 切割轨迹异常的排除方法
在对封闭图形进行加工的过程中,如果电极丝并没有回归到原点,那么单纯的观看图形是无法发现故障的,但是在观察工作台手轮刻度时却发现其已经回归原点。这种现象产生的一个原因是工件变形,误差在传动系统中的产生也会导致这种现象。此时需用千分表检查工件台传动精度,如果精度正确,那么就可以断定这一现象同工件变形具有紧密联系。值得注意的是,电极丝无法到位的另一原因可能是主导轮中产生了偏差,如轴向窜动等现象的存在。甚至还有可能是电极丝较大的损耗,如果对大周长的工件进行切割,其为回归终点的主要原因是丝变细了,从而影响工件精度。
面对以上问题,必须实施分别处理,逐步对机床精度进行调整,将工件残余应力进行消除,并对导轮进行调整等。另一个导致该现象产生的原因就是步进电机失步。在工件切割的过程中,如果拥有较高的进给速度,或空载加工运动产生于封闭图形中,那么加快了进给速度,也会造成步进电机失步,造成其无法回归原点。此时,需对进给速度进行及时调节,并将稳压二极管应用于变频取样回路中。学生有意或无意调整系统软件坐标系方向也会导致切割轨迹异常。
3 其他常见故障的排除方法
(1)排除工作液供给不良的方法。加工中,如果产生了或大或小的工作液流量现象,那么学生在实训中,应首先检查阻塞现象是否发生于供液管路中,同时需要检查的还包括打滑现象是否在泵叶轮中产生。这两个故障是导致工作液流量不规律的主要原因。如果实际运行中,完全没有工作液,可能阻塞管路或叶轮无法随电机展开转动。如果泵产生了不转动的现象,其主要原因是烧坏现象产生于电机绕组当中,或缺相的存在。此时应首先对保险丝进行检查,其是回路受水泵控制的关键,同时需要检查的还包括水泵电机绕组和水泵进线电压等。
(2)排除脉冲电源故障的方法。如果拥有较大的加工电流,断丝现象很容易产生于异常的火花放电情况下。直流输出成为脉冲电源输出过程中的主要方式是该故障产生的原因。示波器检测脉冲电源故障 ,首先检查振荡板,驱动板上工作电压是否正常,不正常则电源板有问题,高频驱动板一般有几组可对换来判断好坏。
4 结语
对数控电火花线切割机床的实训来讲,职业院校学生在掌握上丝、穿丝、紧丝、对中、手动编程、自动编程、校正、跳步,多次装夹加工,模具加工课题的基础上,还必须增加例行检测法、易损件的拆装检查 、机床精度检查与调整、原理分析法、示波器检测脉冲电源故障等课题来培养学生故障分析和排除故障的能力。通过做学教合一的教学,培养具有高度责任心的工匠,培养会操作、会维护、会维修、会测量的四会电火花线切割大工匠。

[1]张冬辰.三维CAE技术在数控电火花线切割机床的应用[J].科技展望,2016(4):51~51.
[2]翟洪军,刘正埙,安鲁陵,等.四轴WEDM机床运动分析及其在数控验证中的应用[J].华南理工大学学报(自然科学版),2014,32(11):55~60.
[3]王飞.数控电火花线切割机床加工质量探索与研究[J].科技资讯,2015(27):63~63,65.
[4]马汝彩,张爱英,孟诚真,等.数控电火花线切割机床常见电气故障及排除方法[J].机床电器,2015,39(1):61~63.
[5]徐祖华.变频细分电路应用于数控电火花线切割机床[J].电气时代,2014(2):112~113.
[6]隋兵.基于有效管理的企业危机防范机制和应对体系设计[J].商业时代,2011(12).
[7]赵敏.试论高等职业院校危机管理体系构建[J]. 兰州交通大学学报,2010(05) .
[8]明黎.高职学生实习带给学校的风险及对策[J]. 北京市经济管理干部学院学报,2010(03) .
[9]Uriel Rosenthal,Michael T Charles,Paul T Hart.Coping with Crises: The Management of Disasters, Riots and Terrorism,1989.
[10]Commission of the European Communities.Green Paper-A EuropeanStrategy for Secure,Competitive and Sustainable Energy for Europe,2006.
TG519.1
A
1671-0711(2016)12(下)-0029-02
猜你喜欢
中国设备工程(2022年12期)2022-07-11
装备制造技术(2020年11期)2021-01-26
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
