基于单片机的机床电气改造
2016-02-08 02:46:14沈铁军施佳佳潘齐芳黄锓雷
设备管理与维修 2016年12期
沈铁军,施佳佳,潘齐芳,黄锓雷
(浙江亚太机电股份有限公司,杭州311201)
基于单片机的机床电气改造
沈铁军,施佳佳,潘齐芳,黄锓雷
(浙江亚太机电股份有限公司,杭州311201)
51单片机系统在机床电气改造中的应用,控制步进电机带动滚珠丝杠进给运动,步进电机控制原理在实践中的应用以及一些开关量的输入输出控制。
51单片机;滚珠丝杠;步进电机;开关量
0 引言
一些以继电器/接触器控制的配备液压进给系统的老旧机床,运行中漏油等故障影响现场工作环境,泄漏液压油的四处流动容易损坏电气线路及元器件等。同时,机床电气控制使用的继电器/接触器大都是老式型号导致电气控制柜占用空间相对较大,需要对这类机床进行技术改造。随着数控技术的发展,采用滚珠丝杠代替液压油缸控制进给,在电气控制中采用51单片机系统作为解决方案,具有较强的实用性且设计改进成本较低。
1 系统改造方案
采用89C52单片机做为系统改造的核心控制单元,通过扩展外部程序存储器、外部数据存储器以及8255可编程外围并行接口芯片等,实现开关量的输入输出控制步进电机以及若干液压油缸运行;通过LED显示电机运行行程;通过键盘接口电路输入调试时的电机行程等功能。系统架构如图1所示。
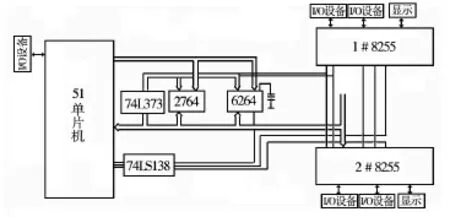
图1 机床电器系统架构
2 系统硬件功能设计
2.1 开关量输入控制
机床电气改造中,开关量输入涉及到油泵启动/停止;2台液压油缸的夹紧/松开;进给手动/自动转换和自动启动主轴、点动控制;步进电机手动进/退、回零、原点及左右限位、急停等动作。开关量输入I/O分配见表1。
2.2 开关量输出控制
机床电气改造中,采用继电器输出接口技术控制油泵输出、工件夹紧/松开等动作。在1#8255的PC口输出高电平经反向驱动器7404变为低电平,使光电隔离器导通,继电器线圈得电;反之PC输出低电平时,继电器断开。开关量输出I/O分配见表2。
2.3 步进电机控制
系统改造前主轴电机采用功率4 kW,转速1440 r/min的三相电机,由T=9550P/n得出T=26.53 N·m。采用斯达特130系列三相混合式130BYG250C步进电机和TD-3H622A型驱动器。以89C52单片机的P1.0口为脉冲输入端,P1.1口为电机方向控制端,改造后电机控制模式见图2。

表1 开关量输入I/O分配表

表2 开关量输出I/O分配表
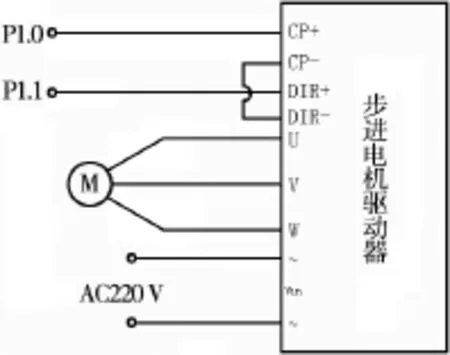
图2 步进电机控制模式
2.4 行程数据计算及输入控制
在实际生产中,电机从原点开始运行至加工完成的行程取决于电机运行频率,丝杠的导程和脉冲计数。本次改造采用T0工作方式1,产生50 μs定时中断,使在P1.0上产生周期为500 μs的方波,产生一个方波计数1次。在驱动器上设定细分(n:steps)之后,行程L=N×X/n(其中n为脉冲数,X为丝杠导程)。手动调试中,记录行程L并输入到系统中。电路设计采用LED数显,在编辑状态下输入行程数据并保存;以1#8255芯片为数据键盘输入,2#8255芯片为数据显示。当打到编辑状态时,则编辑数据输入,待输入完成后,打到保存状态3 s后再打到中间空挡状态,数据编辑保存完成。其他状态下则显示电机运行的行程。电气控制模式见图3、图4。
3结语
本例机床电气改造使用89C52单片机为核心进行外部扩展,改进开关量输入输出、中断、键盘、LED显示等控制模式。改造后机床各种工位动作性能可靠,实际生产加工精度能达到技术要求,若使用交流伺服电机,机床加工精度将会进一步提高。
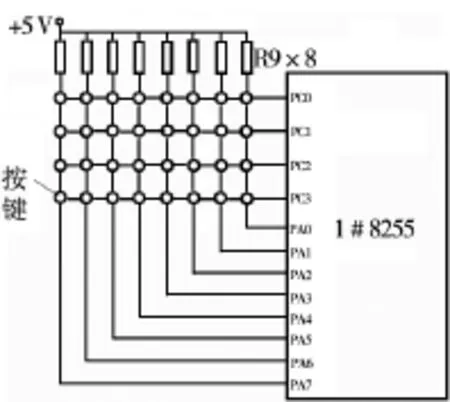
图3 数据键盘输入控制模式
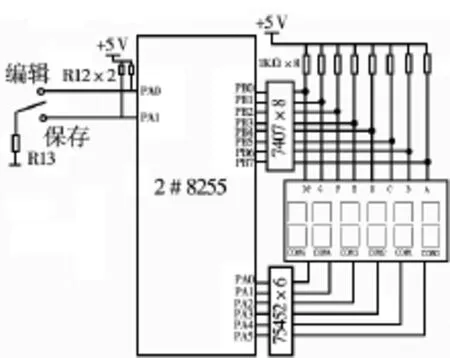
图4 数据编辑保存控制模式
[1]张友德,赵志英,涂时亮.单片微型机原理、应用与实验[M].上海:复旦大学出版社,2003.
[2]潘新民,王燕芳.微型计算机控制技术[M].北京:高等教育出版,2001.
[3]郑堤,唐可洪.机电一体化设计基础[M].北京:机械工程出版社,1997.
〔编辑李波〕
TG502
B
10.16621/j.cnki.issn1001-0599.2016.12.34
猜你喜欢
铁道通信信号(2020年8期)2020-02-06 09:13:22
制造技术与机床(2019年11期)2019-12-04 05:50:26
电子测试(2018年22期)2018-12-19 05:12:42
通信电源技术(2018年5期)2018-08-23 01:16:18
电子制作(2017年19期)2017-02-02 07:08:54
山东工业技术(2016年15期)2016-12-01 05:31:49
电子制作(2016年23期)2016-05-17 03:53:43
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
机械制造与自动化(2014年1期)2014-03-01 04:21:45
自动化博览(2014年10期)2014-02-28 22:33:42