
垃圾渗滤液处理工艺研究
2016-02-02 13:06李同旭
山东工业技术 2016年22期
李同旭
(科盛环保科技股份有限公司,南京 211500)
垃圾渗滤液处理工艺研究
李同旭
(科盛环保科技股份有限公司,南京 211500)
垃圾渗滤液不仅含有大量有机污染物,还含有各类重金属污染物,具有组分复杂、污染物浓度高、色度大、毒性强的特点,是一种难处理的高浓度有机废水。本研究提出一种工艺与现有工艺相比,具有运行成本低,出水质量高和处理效果好的特点,市场应用前景非常好。
厌氧折流反应器;垃圾渗滤液;自养脱氮膜生物反应器;纳滤
1 背景
垃圾渗滤液主要来源于垃圾填埋场表面覆土渗透雨水和垃圾本身分解出的内含成分水,是所有垃圾填埋场伴生的二次污染物,垃圾渗滤液的指标和性质并不稳定,在一个相当大的范围内波动;并且液体在流动过程中有许多因素可能影响到渗滤液的性质,包括物理因素、化学因素以及生物因素等,所以渗滤液的性质在时间和空间上均处于一个相当大的范围内变动。垃圾渗滤液具有高COD、高盐分、成分复杂、含重金属、可生化性差等特点。如果这些垃圾渗滤液得不到恰当处置,其产生的后果非常严重,不但影响地表水的质量,还会危及地下水的安全;目前,正在市场应用的处理技术大致可以分为三类:
(1)采用“预处理+生化+物化”工艺技术处理渗滤液,由于垃圾渗滤液生化性较差,尾水中依然有较多的污染物。
(2)直接采用“预处理+高压膜分离”工艺技术处理渗滤液,膜分离处理过程可以有效地分离水与污染物,但由于膜分离处理不能降解、消除污染物,相应地会产生大量更难处理、处置的浓缩污水,是污染物的转移,而并没有得到有效分解,且运行管理难度大。
(3)综合采用“生化+物化+膜分离”工艺技术处理渗滤液,生化处理过程可以有效地降解、消除污染物,膜分离处理过程可以有效地分离去除不可生化降解的残余污染物,但也会产生浓缩水,但浓缩液量较少,相对来说处理难度降低,且运行稳定可靠。
2 工艺流程介绍
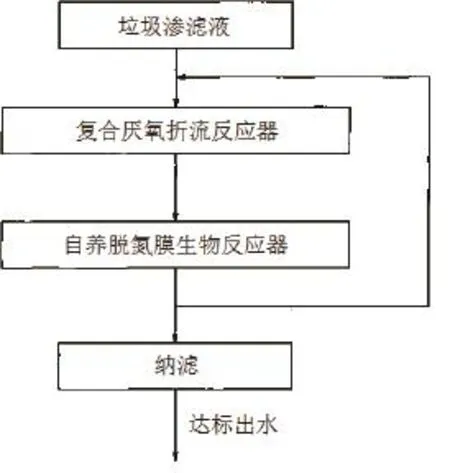
图1 垃圾渗滤液处理工艺流程图
如图1所示垃圾渗滤液处理工艺,具体流程为:
(1)垃圾渗滤液首先经过复合厌氧折流反应器,通过厌氧水解、酸化和甲烷化作用有效处理垃圾渗滤液中的可生化有机物,并回收利用其产出的沼气资源。该反应器抗冲击负荷能力强、有机负荷率高,处理效率高,并且由于设置填料能够防止厌氧污泥流失。
(2)复合厌氧折流反应器处理后的水,再进入本工艺的核心单级自养脱氮膜生物反应器,该反应器尤其适合处理C/N比较低的高氨氮废水。垃圾渗滤液经厌氧处理后,氨氮浓度已经非常高,进一步处理的目的就是去除其中的氨氮。在单级自养中,通过限氧和序批式运行模式,通过控制溶解氧、pH、碱度等措施,创造利于部分硝化过程的条件,完成脱氮去除氨氮过程。采用单级自养脱氮工艺,脱氮效率高,处理能耗和成本最低。相对于其它自养脱氮工艺,采用单级自养脱氮工艺,对于菌种富集、工艺启动运行和出水质量具有明显的优势。
(3)单级自养脱氮膜生物反应器装置出的水,最后经纳滤处理后,达到《生活垃圾填埋场污染控制标准》(GB16889-2008)直接达标出水。
3 研究结论
(1)本项目采用复合厌氧折流反应器-单级自养脱氮膜生物反应器-纳滤工艺进行垃圾渗滤液处理,相比于现有的处理技术,处理效率高,处理成本低,能源和资源消耗少,是一种可持续性污水处理工艺,具有重要的推广应用价值。
(2)采用复合厌氧折流反应器,能够去除垃圾渗滤液中的可生化组分,同时,可以将难降解有机物水解酸化,提高渗滤液可生化性。该反应器具有处理效率高,有效防止污泥流失,抗冲击能力强的优点。
(3)单级自养脱氮技术与传统的硝化-反硝化脱氮工艺相比,具有明显优势:系统耗氧量可减少60%以上,供氧能耗大幅下降,节省动力费用;不需要外加有机物作电子供体,既节省费用,又防止造成二次污染;工艺产泥量小,可节约将近80%的污泥处理能耗;反应器中的污泥活性高,并且反应器效率均远高于传统一般污泥法中的硝化-反硝化过程,可以大幅度减小反应器的容积。
(4)采用超滤膜生物反应器-纳滤工艺作为渗滤液处理的终端单元,能够显著提高出水水质,确保出水达标排放。
10.16640/j.cnki.37-1222/t.2016.22.006
李同旭(197-),男,江苏溧阳人,本科,助理工程师,研究方向:水污染治理。
猜你喜欢
中国药学药品知识仓库(2022年12期)2022-06-24
建材发展导向(2022年6期)2022-04-18
皮革制作与环保科技(2021年15期)2021-11-30
商品与质量(2020年33期)2020-11-25
节能与环保(2019年7期)2019-08-28
环境与发展(2019年12期)2019-02-12
世界家苑(2017年4期)2017-07-23
现代经济信息(2016年10期)2016-05-24
科学与财富(2016年7期)2016-03-25
城市地理(2015年18期)2015-08-15
