
基于单片机控制的编织袋折边折角装置设计
2016-01-20 12:50严锦玉王幼民陶任芳单学军帅进文
重庆文理学院学报(社会科学版) 2015年5期
严锦玉,王幼民,陶任芳,单学军,帅进文
(1.安徽工程大学机械与汽车工程学院, 安徽 芜湖 241000; 2.芜湖市安普机器人产业技术研究院有限公司, 安徽 芜湖 241000)
基于单片机控制的编织袋折边折角装置设计
严锦玉1,2,王幼民1,2,陶任芳1,2,单学军1,2,帅进文1,2
(1.安徽工程大学机械与汽车工程学院, 安徽芜湖241000; 2.芜湖市安普机器人产业技术研究院有限公司, 安徽芜湖241000)
[摘要]为提高编织袋折边折角的自动化水平和效率,更好地与编织袋缝纫工序结合起来,文章设计了基于单片机控制的编织袋折边折角装置.首先利用Pro/E 4.0设计了编织袋折边折角装置的机械结构三维模型,然后在Microsoft Office Visio中设计了该设备的气动系统,最后利用AT89C51单片机对该套设备进行设计与控制.结果表明,这套编织袋折边折角装置结构紧凑合理,成本控制在1万多元,单片机控制系统稳定有效,整个折边折角动作耗时在6 s左右,效率较高,能够真正提高编织袋折边折角自动化水平,具有很高的工程实践价值.
[关键词]编织袋折边折角;气动系统;AT89C51单片机
编织袋折边折角工序目前大量采用人工操作,工作环境差,工作枯燥无趣,生产积极性不高,效率低下,严重制约了产能的提升.为此需要设计出一种编织袋折边折角装置,使之能够快速有序地完成折边和折角工作,为下一步缝纫工作做好准备.
文献[1]介绍了一种编织袋自动封口机,主要由推袋机构、压袋机构、自动折边机构、纸条输送机构、缝纫机、切断装置、快速送袋装置等组成.这套设备可以双边折边,节省人力、原材料、降低制作成本,提高了生产效率.但该折边机构针对袋身两侧边折边,没有针对袋口折边,且结构复杂,需要和送袋机构很好地配合,操作过程复杂,没有折角的功能.文献[2]提出了一种水泥袋折边机,主要由袋模、左右折边压块、出袋滚轮、机架以及控制装置组成.袋模由一个气缸控制上下摆动,左右折边压块分别由两个气缸控制左右移动,出袋上滚轮由一个气缸控制上下摆动,各个气缸由电磁阀控制换向.该折边机构虽然简单,但是没有针对袋口折边,没有折角功能,不能很好地满足生产需要.
本文首先设计基于单片机控制的编织袋折边折角装置的机械结构,建立该设备的三维模型,设计该设备的气动系统,进行基于AT89C51单片机的控制系统研究.
1编织袋折边折角装置的机械结构设计
1.1 编织袋折边折角动作的技术方案
本文提出的编织袋折边折角装置主要由以下几个机构组成:上吸盘机构、下吸盘机构、上折边机构、下折边机构、定位机构、折角机构.各个机构完成的动作先后顺序如下:(1)上吸盘机构向下移动,下吸盘机构固定不动,利用负压分别吸住编织袋的上下两面,然后上吸盘机构向上移动回到初始位置;(2)下折边机构向上移动,上折边机构固定不动,利用上折边旋转气缸和下折边旋转气缸供气,上折边机构的第一拍尺和下折边机构的第二拍尺分别顺时针和逆时针旋转180°,将编织袋上面和下面进行折边;(3)定位机构中定位杆由纵向移动标准气缸和横向移动标准气缸带动沿着纵向直线导轨和横向直线导轨分别纵向和横向移动,从初始位置进入编织袋内中间水平位置完成定位工作;(4)折角机构中折角杆由折角旋转气缸带动从靠近编织袋折角中间位置逆时针旋转打到定位机构中定位杆表面,完成折角工作;(5)折角机构中折角杆由折角旋转气缸带动从定位机构中定位杆表面顺时针旋转到靠近编织袋折角中间位置;(6)定位机构中定位杆由横向移动标准气缸和纵向移动标准气缸带动沿着横向直线导轨和纵向直线导轨分别横向和纵向移动,从编织袋内中间水平位置退出编织袋,回到初始位置;(7)利用上折边旋转气缸和下折边旋转气缸供气,上折边机构的第一拍尺和下折边机构的第二拍尺分别逆时针和顺时针旋转180°,退出折边位置,上折边机构固定不动,下折边机构向下移动回到初始位置;(8)上吸盘机构向下移动,合上编织袋上下两面后,下吸盘机构固定不动,不利用负压,上吸盘机构中的第一真空吸盘和下吸盘机构中的第二真空吸盘分别就释放编织袋的上下两面,然后上吸盘机构由导杆气缸带动向上移动回到初始位置.
1.2 建立编织袋折边折角装置的三维模型
利用Pro/E 4.0三维软件分别对编织袋折边折角装置的每一个子机构进行建模[3],然后再进行总装,得到整个装置的三维模型如图1所示.编织袋折边折角装置整体结构线框图如图2所示.
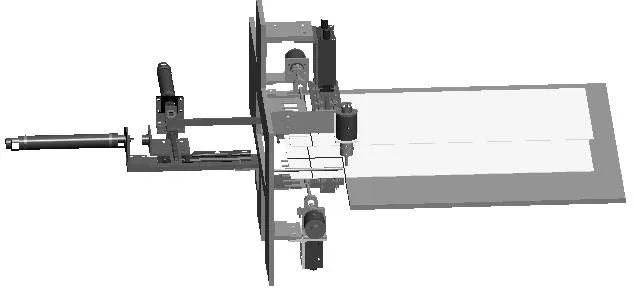
图1 编织袋折边折角装置整体结构图
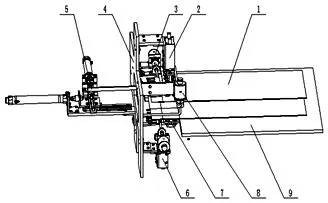
图2 编织袋折边折角装置整体结构线框图(1 编织袋,2上吸盘机构, 3上折边机构,4工作台侧边板,5定位机构,6下折边机构,7下吸盘机构,8折角机构,9工作台)
上吸盘机构2,下吸盘机构7,上折边机构3,下折边机构6,定位机构5和折角机构8都安装在工作台侧边板4上;上吸盘机构2和下吸盘机构7相对于编织袋1对称布置,高度相差100 mm;下吸盘机构7中的第二真空吸盘表面布置和工作台9上表面平齐;上折边机构3和下折边机构6相对于编织袋1对称反向布置,高度相差150 mm;上折边机构3中的第一旋转轴相切面和上吸盘机构2中的第一真空吸盘表面平齐;定位机构5中的定位杆安装在距编织袋1下面50 mm处;折角机构8中的折角杆和定位机构5中的定位杆安装在同一平面[4].
2编织袋折边折角装置的气动系统设计
2.1 编织袋折边折角装置的气动系统回路设计
本文中的编织袋折边折角装置动力源全部采用气缸供气,上吸盘机构中采用SMC公司的MGPM40-100Z-M9B导杆气缸来实现上下移动,下吸盘机构固定在贴近编织袋下表面,利用真空发生器抽气产生负压来使得真空吸盘能够很可靠地吸开编织袋.上折边机构和下折边机构都采用SMC公司的CDRB2BWU40-180SZ旋转气缸来实现180°旋转运动,能够很方便、快速地对编织袋进行折边工作,同时下折边机构采用SMC公司的MGPM40-50Z-M9B导杆气缸来实现上下移动的动作,这样做的目的是为了在编织袋完成折边折角工作后沿着流水线进入下一步缝纫工作不产生干涉.定位机构中使得定位杆实现纵向移动和横向移动的动力源分别采用SMC公司的CDM2F40-180Z-M9B标准气缸和CDM2F40-170Z-M9B标准气缸,纵向导向和横向导向分别采用上银公司型号为HGW30-CA和HGH15-CA的直线导轨,定位机构通过标准气缸实现纵向和横向移动,使得定位机构中的定位杆到达编织袋内中间水平位置,从而达到精确定位的目的,为下一步折角工作提供了基础.折角机构中采用SMC公司的CDRB2BWU40-90SZ旋转气缸来实现90°旋转运动,使得折角机构中的折角杆能够90°旋转到达定位机构中定位杆所处的水平位置处,完成对编织袋的精确折角动作.利用Microsoft Office Visio设计的编织袋折边折角装置的气动系统如图3所示[5].

图3 编织袋折边折角装置的气缸系统图(1 真空开关,2 调速阀,3 过滤器,4、7、11、12、44导气管,5 上真空吸盘,6 下真空吸盘, 8 真空发生器, 9 两位两通电磁阀,10、15、16 消音器,13 空气处理单元,14 空气源,17、24、28、29、36、43 两位五通电磁阀,18、19、22、23、26、27、30、32、33、35、37、39、40、42单向调速阀,20 上吸盘导杆气缸,21 下折边导杆气缸,25 纵向移动标准气缸,31 横向移动标准气缸,34 上折边旋转气缸,38 下折边旋转气缸,41 折角旋转气缸)
空气源先与空气处理单元连接,然后有两条气路进行通气,第一条气路经过导气管、消音器连接于6个两位五通电磁阀,再经过导气管连接于14个单向调速阀,最后经过导管连接于各个气缸;第二条气路经过导气管、消音器连接于两位两通电磁阀,然后经过真空发生器、导气管连接于调速阀,最后经过导气管、过滤器连接于真空吸盘.
2.2 编织袋折边折角装置的气动系统工作原理
整套编织袋折边折角装置的气动系统工作顺序如下[6]:(1)首先让两位五通电磁阀17的左位1YA得电,上吸盘导杆气缸20伸出,活塞碰到气缸限位开关SQ2后停止运动;然后控制真空发生器8的两位两通电磁阀13YA得电,上真空吸盘5和下真空吸盘6利用负压分别吸住编织袋的上下两面,打开编织袋;让两位五通电磁阀17的右位2YA得电,上吸盘导杆气缸20缩回,活塞碰到气缸限位开关SQ1后停止运动,上真空吸盘5吸住编织袋运动到初始位置.(2)让两位五通电磁阀24的左位3YA得电,下折边导杆气缸21伸出,活塞碰到气缸限位开关SQ4后停止运动;然后让两位五通电磁阀36的左位9YA得电,上折边旋转气缸34和下折边旋转气缸38带动第一拍尺和第二拍尺分别顺时针和逆时针旋转360°,将编织袋上面和下面进行折边.(3)让两位五通电磁阀28的左位5YA得电,纵向移动标准气缸25伸出,活塞碰到气缸限位开关SQ6后停止运动,又让两位五通电磁阀29的左位7YA得电,横向移动标准气缸31伸出,活塞碰到气缸限位开关SQ8后停止运动,带动定位杆从初始位置进入编织袋内中间水平位置完成定位工作.(4)紧接着让两位五通电磁阀43的左位11YA得电,折角旋转气缸41带动折角杆顺时针旋转90°,旋转打到定位机构中定位杆表面,完成折角工作.完成折边折角动作后,将要进行退回复位动作.(5)首先让两位五通电磁阀43的右位12YA得电,折角旋转气缸41带动折角杆逆时针旋转90°,旋转到靠近编织袋折角中间位置,退出折角位置,回到初始位置.(6)让两位五通电磁阀29的右位8YA得电,横向移动标准气缸31缩回,活塞碰到气缸限位开关SQ7后停止运动,又让两位五通电磁阀28的右位6YA得电,纵向移动标准气缸25缩回,活塞碰到气缸限位开关SQ5后停止运动,带动定位杆从编织袋内中间水平位置退出编织袋,回到初始位置.(7)让两位五通电磁阀36的右位10YA得电,上折边旋转气缸34和下折边旋转气缸38带动第一拍尺和第二拍尺分别逆时针和顺时针旋转360°,退出折边位置,回到初始位置.又让两位五通电磁阀24的右位4YA得电,下折边导杆气缸21缩回,活塞碰到气缸限位开关SQ3后停止运动,回到初始位置.(8)紧接着让两位五通电磁阀17的左位1YA得电,上吸盘导杆气缸20伸出,活塞碰到气缸限位开关SQ2后停止运动,合上编织袋两面;控制真空发生器8的两位两通电磁阀13YA失电,不利用负压,上吸盘机构中的第一真空吸盘和下吸盘机构中的第二真空吸盘分别就释放编织袋的上下两面;然后让两位五通电磁阀17的右位2YA得电,上吸盘导杆气缸20缩回,活塞碰到气缸限位开关SQ1后停止运动,回到初始位置.该气动系统中电磁铁的动作顺序表[7]如表1所示.
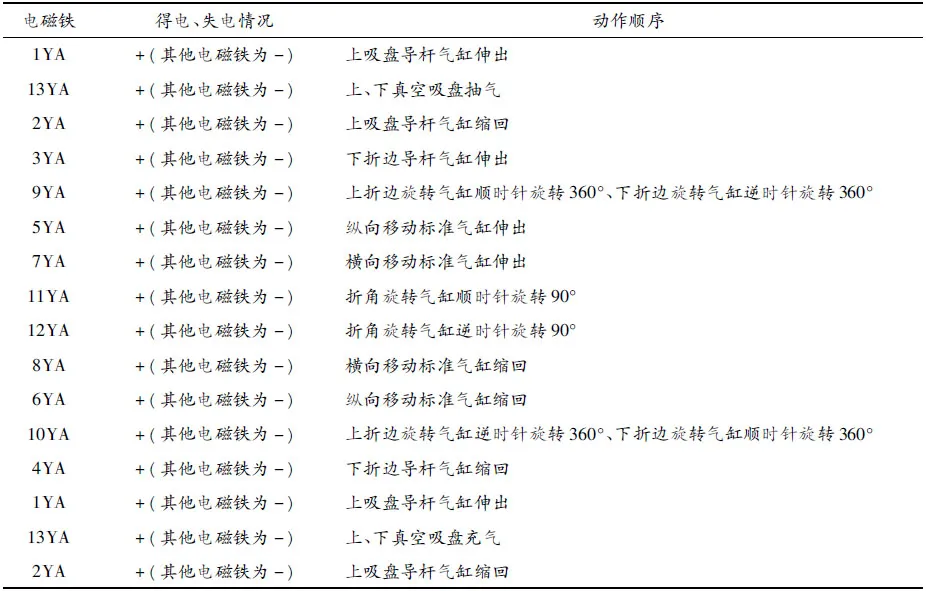
表1 电磁铁动作顺序表
3编织袋折边折角装置气动系统的单片机控制系统设计
3.1 单片机控制系统硬件设计
本气动系统采用AT89C51单片机控制,AT89C51是一种带4 K字节FLASH存储器的低电压、高性能CMOS 8位微处理器,与工业标准的MCS-51指令集和输出管脚相兼容.单片机的可擦除ROM可以反复擦除1 000次,三级程序存储器锁定,128×8位内部RAM,32位可编程I/O线,两个16位定时器/计数器,5个中断源,2个优先级.该编织袋折边折角装置的气动系统的单片机控制系统硬件原理图如图4所示.

图4 单片机控制系统硬件原理图
图4所示的硬件原理图中有8个行程开关,13个电磁铁,首先利用电源转换芯片LM7805将AT89C51单片机的输入电源转换为所需的5 V电源,8个行程开关SQ1-SQ8的输入信号直接通过接插件输入到P1.0-P1.7这8个引脚,单片机控制信号从P2.0-P2.7和P0.0-P0.4输出,后面依次连接固态继电器SSR和电磁铁1YA-13YA,继电器和电磁阀均连接到24 V直流电源上.采用固态继电器来放大输出信号,并且通过光电耦合来隔离外界的干扰信号,每个固态继电器来控制一个电磁阀的通电情况,从而控制气动系统顺序动作,完成编织袋折边折角工作[8].
3.2 单片机控制系统软件设计
根据编织袋折边折角的技术方案,再结合该装置的气动系统硬件原理图4,可以编制出如图5所示的单片机控制软件流程图[9].

图5 单片机控制软件流程图
由图5可知,该控制系统是顺序控制过程,能有效地实现编织袋折边折角工作.但是由于所控制的电磁铁较多,为了防止误动作,在编写软件代码时,要注意相邻电磁铁得电之间加入延时程序[10].
4结论
本文设计出一套基于单片机控制的编织袋折边折角装置,整体结构和气动控制系统接线已经搭建完成,其装置实物图和气动控制图如图6和图7所示.该系统整体结构紧凑,强度能满足生产要求,同时动力源全部采用气缸,进出气采用电磁阀换向,行程开关用于反馈信号,节能有效,使得各个动作有序进行.
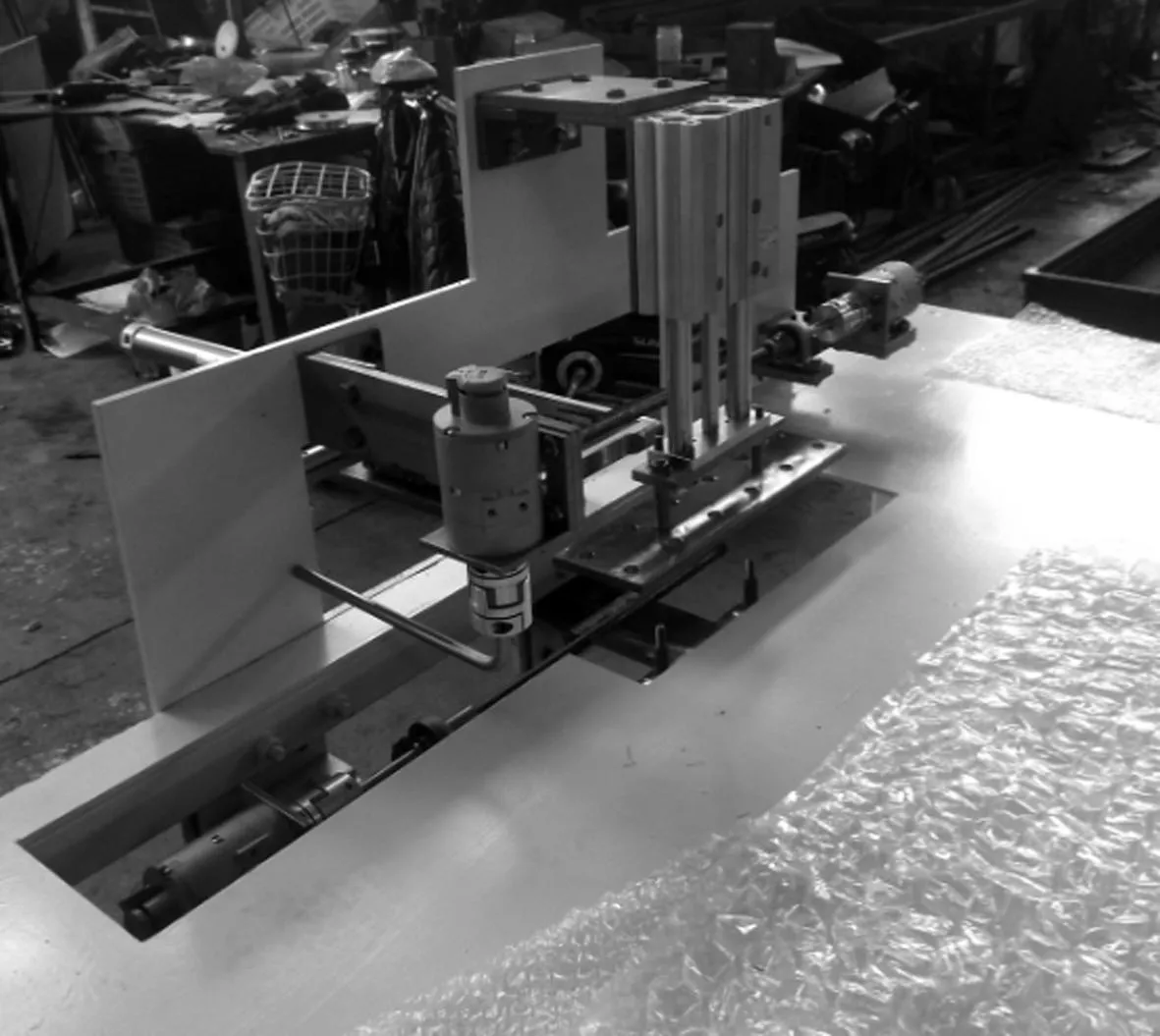
图6 装置实物图
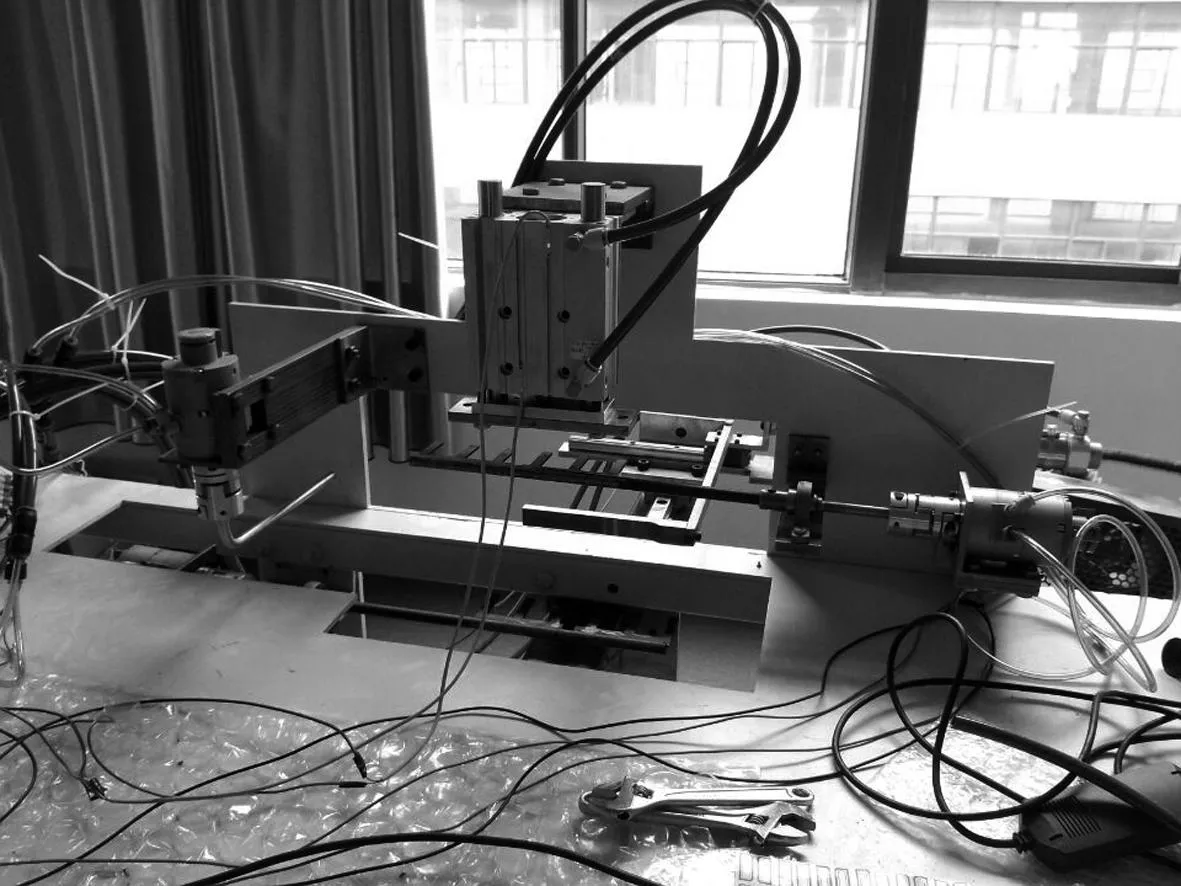
图7 气动控制图
系统组装完成后,对整个装置进行了调试,结果显示该装置运行稳定,完成整个编织袋折边折角动作耗时6 s左右,效率较高,能够有效地与编织袋缝纫工序结合起来,真正做到编织袋包装一体化,具有很好的实际意义和应用前景.
[参考文献]
[1]高明健,袁光明.塑料编织袋封口机的研发[D].济南:山东理工大学,2012.
[2]崔翠微,谢根全.水泥袋折边机的PLC控制改造[J].宜春学院学报,2002, 24(6):48-49.
[3]于忠东,孙桂华.塑料编织袋折边装置的设计与工艺研究[J].塑料包装,2012,22(6): 40-41.
[4]尚欣,刘晶.基于TRIZ的卷筒纸包装机折边机构设计[J].包装工程,2011, 32(7): 76-79.
[5]吴怀超,方毅,何林.基于单片机控制的水上清洁机器人液压系统的开发[J].液压与气压,2011(1):105-107.
[6]张文明,吴迪,李晓旭.白车身焊接气动夹具的单片机控制系统设计[J].热加工工艺,2014, 43(17):195-200.
[7]郝诗明,唐蒲华,汪大鹏.一种基于单片机控制的机床动力滑台新回路[J].液压与气动,2007(9):36-37.
[8]苏乐乐,杨福增,徐建,等.基于单片机控制的玉米收获机器人转向系统[J].农机化研究,2010(2):69-73.
[9]林其骥.89C51型单片机在气动控制上的应用[J].液压气动与密封,1997(4):15-18.
[10]沈孝芹,张蔚波,于复生,等.基于单片机控制的气动搬运机械手的研制[J].液压与气动,2008(8):14-15.
(责任编辑吴强)
Design on the flanging and folding mechanism of woven bag based on
the single-chip microcomputer control
YAN Jinyu1,2, WANG Youming1,2, TAO Renfang1,2, SHAN Xuejun1,2, SHUAI Jinwen1,2
(1. College of Mechanical and Automotive Engineering, Anhui Polytechnic University, Wuhu Anhui 241000, China;
2. Wuhu Anpu Robot Industry Technology Research Institute Co. Ltd, Wuhu Anhui 241000, China)
Abstract:In order to improve the level of automation and efficiency of the flanging and folding mechanism of woven bag, for better combined with sewing process of the woven bag, the flanging and folding mechanism of woven bag based on sing-chip microcomputer control has been designed in this paper. First of all, the three-dimensional model of the mechanical structure of the flanging and folding mechanism is designed using Pro/E 4.0. In the following, the pneumatic system of this device is produced in Microsoft Office Visio. Finally, the design and control on this equipment has been conducted on the basis of AT89C51 single-chip microcomputer. The results show that this device has compact and reasonable structure and it cost about more than 10 000 RMB. It can achieve the effect of stable and effective control by using the AT89C51 single-chip microcomputer in the control system. The entire action takes about six seconds; it indicates the more efficient than before. That is to say, this mechanism can really improve the level of automation of the flanging and folding procedure of woven bag and has a high practical value in engineering.
Key words:flanging and folding of woven bag; pneumatic system; AT89C51 single-chip microcomputer
[中图分类号]TB486
[文献标志码]A
[文章编号]1673-8004(2015)05-0070-06
[作者简介]严锦玉(1989—),男,安徽宿松人,硕士研究生,主要从事机械工程方面的研究.
[基金项目]安徽省科技攻关项目:脱硫除尘过程装备及其控制系统研发(12010402105);芜湖市科技计划项目:数控机床液体静压导轨控制研究及其产业化(2013cxy08).
[收稿日期]2015-03-06
