印刷用铝板带的发展现状及其市场需求
2016-01-14 02:10周伟,刘岩
有色金属材料与工程 2015年1期
印刷用铝板带的发展现状及其市场需求
周伟, 刘岩
(中冶东方工程技术有限公司, 山东 青岛266555)
摘要:综述了近年来胶印版材的发展概况,并对印刷用铝板带的质量要求、生产工艺和技术装备状况进行了详细阐述,同时从市场供需角度分析了印刷用铝板带的发展趋势:未来CTP版将占据主导地位.
关键词:PS/CTP铝板基; 热轧; 铸轧; 拉伸矫直
收稿日期:2014-07-28
作者简介:周伟(1985—),男,工程师,主要从事金属压力加工工程设计. E-mail: zhouwei@beris.cn
中图分类号:TG 339文献标志码: A
The Development and Market Demand of Aluminum Sheet and Strip for PrintingZHOU Wei, LIU Yan
(Beris Engineering and Research Co., Ltd., Qingdao 266555, China)
Abstract:Based on an overview of the development of offset printing plate in recent years,quality requirements,production technology and technical equipment status of aluminum sheet and strip for printing are elaborated in the paper.In addition,analyses of market supply and demand indicate that in the future the CTP plate will occupy the dominant position in aluminum sheet and strip for printing.
Keywords:PS/CTP aluminum substrate; hot-rolling; casting and rolling; tension leveling
0引言
胶印是一种传统的印刷方式,是平版印刷的主要方式,是指使用PS/CTP印版将想要表达、传播的图文信息转移到承印物上,最终制作成书刊、报纸等纸质传媒.PS版(Pre-sensitized Plate)即预涂感光版,CTP版(Computer-to-plate)即计算机直接制版,都是通过热冷轧工艺,将铝合金坯料轧制成一定厚度的薄板,板材表面经特定工艺处理后涂上一层感光树脂,干燥后制成各种用途的印刷版[1].
PS/CTP印版具有印刷品质高、耐印力强、环保性良好、成本合理、分辨率高、速度快和再现性强等优点.相对其他版基而言,铝板基材因其质轻、强度高、耐磨性适中、亲水性良好、稳定性高和表面易处理等特点,已经在印刷版基材中占据了主导地位.
1PS/CTP版发展简述
根据中国印刷及设备器材工业协会印刷器材分会对全国版材生产企业的调查统计,2013年,中国胶印版材总生产量为3.46亿m2,占全球产量一半左右.其中PS版生产量为1.01亿m2,CTP版生产量为2.45亿m2,CTP版生产量自2012年首次超越PS版后又呈现出10%左右的增幅.中国已经成为世界上胶印版材生产量最大的国家,也是胶印版材国际市场最大的供应国.
我国PS版工业发展起步较早,迄今为止已有30多年.目前生产技术较为成熟,规格品种齐全.产品除了满足国内需求外还大量出口,销往全世界多个国家和地区[2].2008—2013年中国PS版材产销量如图1所示[3].

图1 2008—2013年中国PS版产销量
随着电子技术、激光技术的不断发展及普及应用,印刷行业技术也不断革新,CTP技术问世并得到了较快发展.CTP技术是通过激光光源在印刷版上直接扫描成像,省去了表面毛面粗化、晒版、修版等工序,不仅节省了制版的时间和成本,而且大大提高了制版质量.
在中国CTP版起步发展已有十几年时间,起步阶段还只是国外公司的专有垄断产品.从2008年开始,CTP版受到国内许多企业的重视,一些有实力的企业开始研发或进入中试阶段,少数企业实现了规模化生产[4].由于CTP版的上述诸多优点,加之国民经济不断发展、人民生活水平不断提高,CTP版发展步入快车道.CTP版的使用量更是逐年递增,2010年达到版使用总量的35%,2011年上升至47%;而2012年CTP版使用量达到了58%,首次超过了PS版;2013年其比例更是达到了70%,成为印刷市场的主导产品.2008—2013年中国CTP版产销量如图2所示[5].
2012年胶印版全年出口量为1.23亿m2,其中PS版出口量0.63亿m2,CTP版出口量0.60亿m2.2013年,CTP版出口量已经一举反超PS版.2008—2013年中国PS/CTP版出口量见图3[1].从图3中可以看出,我国胶印版出口量稳步增长,尤其是CTP版.
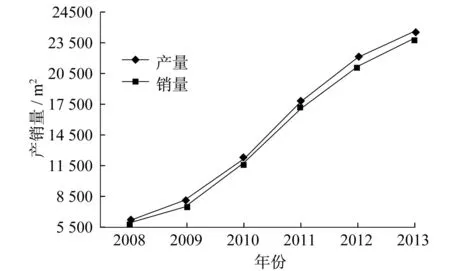
图2 2008—2013年中国CTP版产销量

图3 2008—2013年中国PS/CTP版出口量
2印刷用铝板带的质量要求
铝板带是PS/CTP版材的核心基础材料.常用合金牌号为1050、1052、1060和1070,其铝的质量分数分别≥99.50%、≥99.52%、≥99.60%、≥99.70%,厚度规格一般在0.13~0.30 mm范围内[6].
高质量印刷版的核心生产工艺就是要在印刷版上制造出均匀的细砂目和合理的砂目结构.在光洁的铝板带表面上通过机械或电化学的方法得到大量密集的凹凸微小砂目.目前最广泛的使用方法是电解腐蚀,即通过电解的方法,对放置在电解液中的铝板带材表面进行腐蚀,从而形成细砂目.从铝板基角度来看,影响印刷版砂目状态的因素大致可分为以下3类[7]:
(1) 表面质量:在生产过程中,铝板带表面产生的一些缺陷,包括表面粗糙度、表面粘铝、表面划伤和轧制油痕等.
(2) 板形平直度:印刷版对铝板基的板形要求很高.PS版铝板基的平直度要求<2.5I,CTP版铝板基的平直度要求为1~2I.
(3) 内部质量:主要指板带材内部化学成分不均匀、组织粗大、化合物形状尺寸异常等.
对生产普通铝板带而言,这些缺陷也是常见的,少部分产品对这些缺陷可以接受.但是对表面质量要求极高以及对电解腐蚀砂目要求高的印刷用铝板带材而言,上述缺陷都是致命的[8].
3印刷用铝板带的生产工艺
质量要求决定了印刷用铝板带的生产工艺,也决定了其生产工艺的特殊性.
3.1印刷用铝板带的供坯方式
印刷用铝板带其坯料供应方式有3种:连续铸轧、连铸连轧和铸锭热轧.
(1) 连续铸轧法是将熔融、净化后的铝液喂入到两个旋转轧辊之间形成的“辊缝”中,通过两个轧辊的强行冷却、结晶和变形,得到厚度为6~8 mm的铸轧带坯.在铸轧过程中,铝液在两个轧辊之间较窄辊缝中受到轧辊的急剧冷却而结晶,凝固后的坯料同时受到轧辊一定程度的轧制变形,所得到的铸轧板内部组织属于半铸态结构,晶体的方向性较强[9].
(2) 连铸连轧法是将熔化的铝熔体,经保温、调质处理后,通过流槽和铸嘴注入由同步运行的上、下两条钢带或履带及两侧边部挡块组成的结晶器间,连续铸造出19 mm厚的带坯,然后经在线热连轧(或热轧)后卷取成卷.液态铝在双带式铸机内结晶,连铸机的冷却速率高达50~70 ℃/s,这就容易获得较小的晶粒度,带坯的晶体组织致密细小、枝晶间距小、合金元素固溶度大,使产品组织性能得到一定程度的提高.
(3) 铸锭热轧法是将熔融铝液经过精炼、净化处理后铸造成扁锭,而后经过铣床铣面,去除扁锭表面的氧化夹杂,然后加热,在高于再结晶温度的条件下轧制至几毫米厚的热轧卷.由于热轧扁锭的体积较大,在塑性变形过程中,内部组织经历了多次回复、再结晶,显著改善了内部组织,减少了成品缺陷.
尽管连续铸轧法生产的产品存在内部质量较差、表面偏析、生产难度大、质量不稳定等问题,但铸轧法具有投资少、效率高、成本低等优点.因此近年来华北铝业有限公司、瑞闽铝板带有限公司、明泰铝业有限公司等许多铝加工企业采用连续铸轧法生产PS铝板基.但用铸轧方式生产CTP铝板基是比较困难的,稳定性差、成材率偏低.
连铸连轧法属于短流程生产工艺,因其节能减排等诸多优点,国家提倡积极推广及应用.该方法省去了铝锭切头、铣面及铝锭预加热的能耗,热轧带厚度下限为1 mm,可省去部分冷轧道次.且连铸连轧成材率在94%~96%,是其他方法无法比拟的.但其产品的表面质量和性能较铸锭热轧法略差.目前国内建成的该类生产线仅有一条,另一条正在建设中.该方法生产PS版基能够满足下游用户的质量要求,但能否生产CTP版基还有待考证.
3.2印刷用铝板带的生产工艺
(1) 连续铸轧法生产工艺[10]
目前,国内许多铝加工企业采用铸轧工艺生产PS铝板基.其工艺流程为:熔炼—铸轧—冷轧—(退火)—冷轧—拉弯矫直—(纵切)—成品.
熔融铝液经过合金化、成分与温度均匀化、晶粒细化、除气过滤净化“四化处理”后,通过铸嘴喂入两个旋转的轧辊中,最终生产出厚度6~8 mm的铸轧带坯.铸轧带坯经冷轧机进行多道次不可逆轧制至厚0.27 mm左右的冷轧带材,轧制过程中根据实际需要进行中间退火.为了保证板形平直度,需要对冷轧带材进行拉弯矫直处理.然后根据下游用户要求,通过纵切机组对带材进行分条,最后进行检查、包装,防止在运输过程中发生擦伤、划伤等.
(2) 连铸连轧法生产工艺
国内河南豫港龙泉铝业有限公司采用连铸连轧法生产PS铝板基,其工艺流程为:熔炼—铸造—热轧—冷轧—(退火)—冷轧—拉弯矫直—(纵切)—成品.
熔炼、保温后的铝液通过铝熔体在线处理系统进行除气过滤净化后,通过铸嘴喂入铸造机中,铸造成厚度19 mm左右的带坯.然后将铝带坯通过辊道运输至三机架热连轧机组进行热轧,轧成厚度为1~8 mm的热轧卷.热轧卷经冷轧机进行多道次不可逆轧制至成品厚度,轧制过程中根据实际需要进行中间退火.为了保证板形平直度,需要对冷轧带进行拉弯矫直处理.根据下游用户要求,通过纵切机组对带材进行分条,最后对其进行检查、包装,防止在运输过程中发生擦伤、划伤等.
(3) 热轧法生产工艺[11]
国内东北轻合金有限责任公司、西南铝业(集团)有限责任公司等企业均采用热轧工艺生产印刷用铝板基.热轧法生产的产品质量好且稳定性高.热轧法生产工艺流程:熔炼—铸造—铣面—加热—热轧—冷轧—(退火)—冷轧—拉矫—(纵切)—成品.
熔炼、保温后的铝液通过在线铝熔体净化装置对其进行除气、过滤,接着通过半连续铸造机铸成大扁锭,经过锯切、铣面工序切去头尾、去除表面夹杂物.接着对扁锭进行均匀化热处理、加热工序后,通过热轧机组将其轧至厚度为2~10 mm的热轧卷.热轧卷经冷轧机多道次不可逆轧制或冷连轧机1~2道次轧制至成品厚度,轧制过程中根据实际需要进行中间退火.为了保证产品的表面质量和精度、带材的平直度等,需要对冷轧带材进行拉弯矫直或纯拉伸矫直处理.然后根据下游用户要求产品宽度,通过纵切机组对带材进行分条,最后对其进行检查、包装,防止在运输过程中发生擦伤、划伤等.
3.3印刷用铝板带的生产工艺设备
印刷用铝板带的主要生产设备包括熔炼炉、保温炉、在线铝熔体净化装置、铸轧机/铸造机、锯切机、铣面机、均热炉、铸锭加热炉、热轧机组、冷轧机组、拉弯矫直机组/纯拉伸机组、纵切机组、退火炉等.
印刷用铝板基生产工艺中,拉矫是关键工序,对产品平直度与性能的保证起着重要作用.对于板形平直度要求更高的CTP铝板基,纯拉伸矫直生产线是必不可少的.拉弯矫直机制造商有:德国恩格勒(UNGERER)、德国布威格(BWG)、美国STAMCO、意大利赛力玛(SELEMA)、上海捷如重工、北京建莱等.纯拉伸矫直机制造商目前有德国布威格、意大利赛力玛公司等.
截止2011年,中国引进纯拉伸矫直生产线有三条,分布于渤海铝业有限公司、中铝瑞闽铝板带有限公司和厦顺铝箔有限公司,三条生产线都是引进德国布威格公司.估计未来即将引进该类生产线的企业有南山轻合金有限公司、中孚实业股份有限公司、忠旺集团、魏桥创业集团有限公司和万基控股集团有限公司等[2].
4印刷用铝板带的生产与需求
4.1印刷用铝板带的生产概况
近几年在国内铝加工企业的努力下,PS/CTP版铝板基生产能力及质量得到了大大提高,实现了国产化.目前国内热轧生产线越来越多,生产技术水平大幅提高,质量水平也有了显著进步.过去国内外很多人认为铸轧法生产不了PS版,现在连续铸轧技术也取得很大进步,已经成功生产出了PS版.
2011年中国PS/CTP 铝板基的生产能力已达45万t/年.2011年中国PS/CTP铝板基产量最多的是明泰铝业有限公司、栋梁铝业有限公司和中铝瑞闽铝板带有限公司,它们的产量约占全国总产量的46.5%,其他生产厂家如西南铝业、东北轻合金、华北铝业、龙马铝业、东阳光铝业等公司.2011年中国进口了约1万t CTP铝板基,主要是厦门柯达胶片有限公司进口的.但是随着瑞闽铝板带有限公司与厦顺铝箔有限公司热轧线及纯拉伸矫直生产线的达产,产量会有较大上升,足以满足国内日益增长的需求.从2013年起,中国会成为CTP铝板基净出口国[12].
4.2印刷用铝板带的需求
PS/CTP版铝板带的需求量与印刷业的发展密不可分.中国印刷业已经成为全球增长最快的市场,我国印刷总量已位居世界前列,但我国的人均印刷产值比例还比较低,仅相当于美国的1/13、日本的1/14,与世界发达国家相比还有相当大的差距.由此可见,我国印刷业还有很大的发展空间.据统计,2013年我国胶印版材总生产量为3.46亿m2,需要各类铝板基30万t左右.2008—2013年中国印刷铝板基需求量见表1[13].

表1 2008—2013年中国印刷铝板基需求量
中国印刷强国与文化强国的宏伟目标,将带动印刷业持续高速、健康发展,PS/CTP铝板基产业将会长期兴旺发达.预计2015年直接扫描成像的CTP版比例有望达到80%,同时PS/CTP铝板基出口比例将继续增大,主要面向东南亚各国[14].
5结论
从技术发展的规律来看,生产技术的不断革新都是先进水平淘汰落后水平的发展进程.在胶印行业中,CTP制版必然要代替传统制版技术,但是PS版也不会马上消失,而且较长时间内不会消失[15].
国家新闻出版总署发布的印刷行业“十二五”发展规划确定:到2015年底全国印刷行业的总产值将达到1.1万亿元,总体目标是实现印刷强国.要求在“十二五”期间,我国印刷业总产值增长速度与国民经济发展基本保持同步;建立和完善国家印刷示范基地;实现绿色印刷;并以数字化为重点,建设数字化印刷体系.相信随着国家政策的鼓励及引导,我国印刷业将持续不断飞速发展,势必也将会促进印刷用铝板带行业又好又快的发展.
参考文献:
[1]刘航英.CTP 制版技术在我国的应用现状及发展前景[J].今日印刷,2014(4):63-64.
[2]臻峰.谈谈中国胶印版材工业的发展-胶印·PS版·CTP版(一)[J].影像技术,2011(1):34-35.
[3]王世勤.中国胶印版材的发展状况和前景报告[J].中国印刷,2014(1):84-85.
[4]臻峰.谈谈中国胶印版材工业的发展-胶印·PS版·CTP版(二)[J].影像技术,2011(2):32-33.
[5]我国胶印版材行2012—2013发展现状[N/OL].中国印刷及设备器材工业协会网,2003-11-21[2014-07-20].http://www.chinaprint.org.cn/Item/2310.aspx.
[6]中华人民共和国国家发展和改革委员会.YS/T421—2007印刷版基用铝板带[S].秦皇岛:中国标准出版社,2007.
[7]陈昌云.CTP用铝基材质量要求及典型质量问题分析[J].铝加工,2008(3):15-16.
[8]王世勤.CTP 版材对版基质量的要求[J].印刷技术,2008(7):35-36.
[9]司圣杰.添加电解液法生产PS版铝板基用铸轧坯料的工艺研究[J].有色金属加工,2011,40(3):19-21.
[10]王志勇,曹建峰.连续铸轧法生产PS版铝板基用坯料的工艺技术[J].轻合金加工技术,2009,37(6):16-18.
[11]丁宏波.CTP版基的应用及生产技术[J].有色金属加工,2012,41(8):19-21.
[12]王祝堂.中国已成为世界铝罐料产能大国[J].轻合金加工技术,2014,42(7):36.
[13]李晓敏.我国PS/CTP版用铝板基的生产与需求[J].中国金属通报,2012(9):20-21.
[14]王登文.中国高精铝板带市场分析[C].2012(第二届)中国国际铝加工产业发展论坛,2012:72-75.
[15]李嘉明.在数字印刷技术冲击下,看胶印版材的发展前景[J].影像技术,2010(2):26-27.