
热冲模具内修边制造方法的开发
2016-01-13 03:54:21
汽车文摘 2015年7期
热冲模具内修边制造方法的开发
日本本田汽车公司开发了用于汽车零件制造的低成本热冲模具内修边制造方法。
热冲零件成本高的主要原因:①由于制件需要在模具内保持约10s的冷却时间,所以生产效率低于冷冲制造方法;②淬火后的零件强度高,利用模具进行后序加工(修边、冲孔加工)时,刃具损耗快。许多场合下采用激光切割进行加工,生产周期长;③需要大型连续加热炉和激光切割设备,设备投资大。
针对以上课题,进行3项技术开发:①采用模具内直接水冷和模具外冷却的组合方式,加快生产周期;②应用模具内修边的制造方法,废除激光切割工序;③实施短时间材料加热,降低加热炉投资。由于开发了此高效率热冲制造技术,使零件成本大幅降低。制造方法的效果见表1。
分别介绍制件直接水冷的模具技术、模具内修边的模具技术、短时间材料加热技术等。
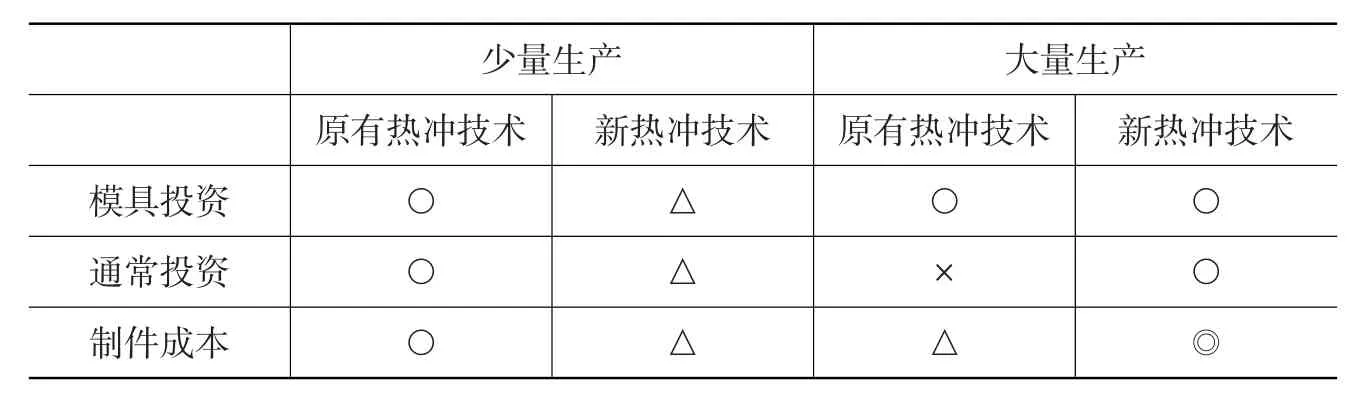
表1 热冲模具内修边制造方法的效果
刊名:プレス技术(日)
刊期:2014年第8期
作者:渡边二郎
编译:郝长文
猜你喜欢
交通科技与管理(2021年13期)2021-09-10 22:16:43
装备制造技术(2019年12期)2019-12-25 03:05:52
模具制造(2019年7期)2019-09-25 07:29:56
电子制作(2018年23期)2018-12-26 01:01:28
制造技术与机床(2018年12期)2018-12-23 02:41:16
制造技术与机床(2017年12期)2017-02-02 07:04:38
中国三峡(2016年11期)2017-01-15 14:00:08
数学理论与应用(2016年1期)2016-02-28 09:26:10
中国工作犬业(2014年10期)2014-11-13 03:15:20
中国塑料(2014年8期)2014-10-17 03:05:16
