
重量法水分仪测定精对苯二甲酸中水含量的应用研究
2016-01-12 09:11钱彦虎,宋逵,丁大喜
分析仪器 2015年1期
重量法水分仪测定精对苯二甲酸中水含量的应用研究
钱彦虎宋逵丁大喜
(江苏省南京市扬子石化质检中心,南京 210048)
摘要:利用重量法水分仪建立了精对苯二甲酸(PTA)中水分含量自动化的绿色检测方法,简化了样品预处理,优化了操作条件,并对温度的选择、终点判断等主要影响因素作了探讨,得到了重量法水分仪快速分析PTA中水分含量的工作条件,考察了方法的精密度,完成了回收率试验,均取得令人满意的结果。重量法水分仪分析PTA中水分含量的应用,克服了经典卡尔费休容量法测定PTA中水分含量样品预处理烦杂、涉及有毒试剂、分析时间长等的缺点,新方法快速、环保,更好地为工艺调控生产和控制产品质量提供及时、可靠的分析数据。
关键词:水分仪;精对苯二甲酸;分析;水分
作者简介:钱彦虎,男,1970年出生,硕士学位,高级工程师,目前在中石化扬子石化公司质量检验管理中心任职。
DOI:10.3936/j.issn.1001-232x.2015.01.018
收稿日期:2014-07-09
基金项目:抗菌及抗虫药物残留监控标准物质研制(2013FY113300-2) 。
Study on determination of water in purified terephthalic acid by water meter.QianYanhu,SongKui,DingDaxi.(QuallityInspection&ManageCenterofSinopecYangziPetrochemicalCo.,Ltd.,Nanjing10048,China)
Abstract:A new green method for direct determination of water in purifiedterephthalic acid was established. The method has some good characteristics like simple operation, high speed, high automatic degree and without any chemical reagent.
Key words:water meter; purified terephthalic acid; analysis; water
1引言
精对苯二甲酸(PTA)是重要的大宗有机原料之一,广泛用于与化学纤维、轻工、电子、建筑等国民经济的各个方面,主要用于生产聚酯纤维、聚酯瓶片和聚酯薄膜[1]。
精对苯二甲酸中水分含量是精对苯二甲酸产品的重要质量指标,目前所采用的测定精对苯二甲酸水含量的分析方法是卡尔·费休容量法[2]。该方法是利用试样中的水分与已知水当量的卡尔·费休试剂(碘、二氧化硫、吡啶和甲醇组成的溶液)进行定量反应,而测得水含量。在用卡氏测定精对苯二甲酸水含量时,需加入吡啶进行样品预溶解,由于精对苯二甲酸的溶解性不好,在测定两个样品后就必须要重新置换底液,有毒溶剂吡啶的使用量较大,且由于卡尔·费休试剂多数都是有毒的试剂,严重影响操作人员的健康,不符合绿色检验的发展要求。水含量的测定方法除上述卡氏的方法外,还有重量法[3]。重量法是物理方法,通过对试样进行干燥,利用干燥前后试样的重量之差来计算试样的水含量。这种方法不需要试剂,降低了成本,同时更加环保,符合绿色生产的需要。以前由于此方法受当时的技术限制,样品冷却及天平衡重条件苛刻,比较费时,对于连续生产的化工企业不太合适。随着科学技术的进步,基于重量法的原理出现了很多自动水分仪,它们是将试样的加热干燥过程实现仪器程序化控制,与精密天平快速平衡且带温度校正等新兴技术有效的结合起来,快速地将试样中的水分除去,直接测定失水前后试样的重量,仪器自动计算求得试样的水分含量。这种自动水分仪又因加热方式不同分为卤素加热水分测定仪、红外线加热水分测定仪[4]、微波加热水分测定仪等。
本实验采用红外线加热水分测定仪,选择了试验条件,建立了重量法水分仪测定精对苯二甲酸中水分含量的分析方法。本方法的建立克服了原PTA行业标准中卡尔·费休法操作繁琐,试剂毒害大等缺点,实现无需任何化学试剂,原样快速绿色检验,大大降低了劳动强度,进一步缩短了分析时间(预计单样分析过程从原来60分钟缩短到20分钟左右),提高了分析数据的及时性和准确性,为工艺当班人员对装置参数的及时监控和调整提供了分析上的保证,最终为装置节约、高效生产以及PTA产品质量升级提供分析上的保证。
2实验部分
2.1 原理
对精对苯二甲酸粉末进行加热干燥,使其中水分被蒸发。通过计算失水前后精对苯二甲酸试样的质量之差,来计算精对苯二甲酸的水分含量。
2.2 仪器和设备
赛多利斯MARK3水分仪及软件一套;铝制样品盘:与仪器相匹配。
2.3 试剂和材料
试验所用精对苯二甲酸(样品) 扬子石化有限公司生产提供
2.4 试验条件
(1) 取样量:约7g;
(2) 试验温度:160℃;
(3)终点判断:0.005%/3min;
(4) 待机温度:130℃;
(5) 延迟时间:0s。
2.5 试验步骤
2.5.1仪器设置
(1) 打开仪器开关,预热30 min;
(2)进入程序编写界面:按SETUP → PROGRAM → CREAT A NEW PROGRAM;
(3)建立方法程序,按以下顺序输入各参数:
Units:Moisture 0.000%;
Temp1→ 160℃;
Slope→0.005%/3min;
Start delay→0 sec M3;
Standby temp→130℃;
Initial weight→7g;
Program name→PTA;
输入上述参数后,按SAVE保存。
(4)在RECALL下,根据已输入的程序名称找到相应程序并记录程序号。
2.5.2试样分析
在加热模块的样品室中放入空样品盘,关闭样品室盖子,等待1min以上;按分析模块上的“Start/Stop”键,仪器自动去皮;拿出样品盘,关上样品室盖子,待样品盘冷却后,在其他天平上称取大概7g左右样(±不超过1g),将样品在样品盘上铺匀后,称量并记录样品的准确重量(精确到0.0001g)将载有样品的样品盘轻轻的放入样品室,关闭样品室盖子,仪器自动开始测试;待到达终点时仪器发出蜂鸣声提示,仪器自动显示并打印结果。
3结果与讨论
3.1 称样量的选择
试验所用样品盘为铝盘,为避免铝盘裸露部分加热时局部温度过高,需使样品铺满样品盘,试验用仪器配套的铝盘铺满至少需要5 g样品;为使样品中水分充分蒸发,样品铺在样品盘中不宜过厚,以免影响底层样品中水分的蒸发。同时,取样量稍大,测定结果的稳定性越好。综合考虑试验取样量选择7g(具体可据仪器配套的铝盘作相应调整)。
3.2 待机温度和试验温度的确定
3.2.1试验温度的选择
已知样品(KF法0.150%), 终点时间选择1h,选择140℃~170℃试验,结果见表1。

表1 试验温度对结果的影响 %
通过试验结果(观察1h内)发现,在140℃条件下分析,加热1h时分析结果为0.112%,要想达到与已知样水含量结果相接近的数据,则需更长的分析时间,分析时间过长,不利于实际使用。试验温度在170℃时,分析完毕后PTA样品出现严重的结块,说明170℃过高,故试验温度应选择在170℃以下。160℃分析后的样品,外观无明显变化,且160℃相对于150℃,具有较短的分析时间,参考KF法分析结果及实验现象,样品变化等多种因素,选择试验温度160℃。
3.3.2待机温度的选择
为了保证试样的测试是在同一温度下开始的,故应设置待机温度,为了确保样品室温度恒定,同时为了尽可能的减少样品室升温及降温所需的时间,故设置待机温度,待机温度应比试验温度略低,选择130℃为待机温度。
3.3 延迟时间的确定
为了尽量避免称样过程中,样品中水分的挥发损失,故设置延迟时间为零秒。
3.4 终点判断的方式
终点的判断有两种方式,一是以斜率为终点判断的依据,二是以时间为终点判断的依据。
3.4.1以斜率为判断依据
分别以0.005%/10min,0.005%/5min,0.005%/3min,0.005%/2min为终点斜率,试验数据如表2~表5所示。

表2 终点斜率为0.005%/10min的测定结果

表3 终点斜率为0.005%/5min的测定结果

表4 终点斜率为0.005%/3min的测定结果

表5 终点斜率为0.005%/2min的测定结果
从表2~5可以看出,斜率为0.005%/3min时,测定结果与已知样结果(卡尔费休法)相近,且相对标准偏差较小。因此选择0.005%/3min为终点斜率。
3.4.2以时间为判断依据
A已知样结果为0.150%(KF法),B已知样结果为0.080%(KF法)。设置试验温度为160℃、待机温度130℃。经反复实验,测定A、B两个样品水分随时间的变化,结果见表6、表7及图1。
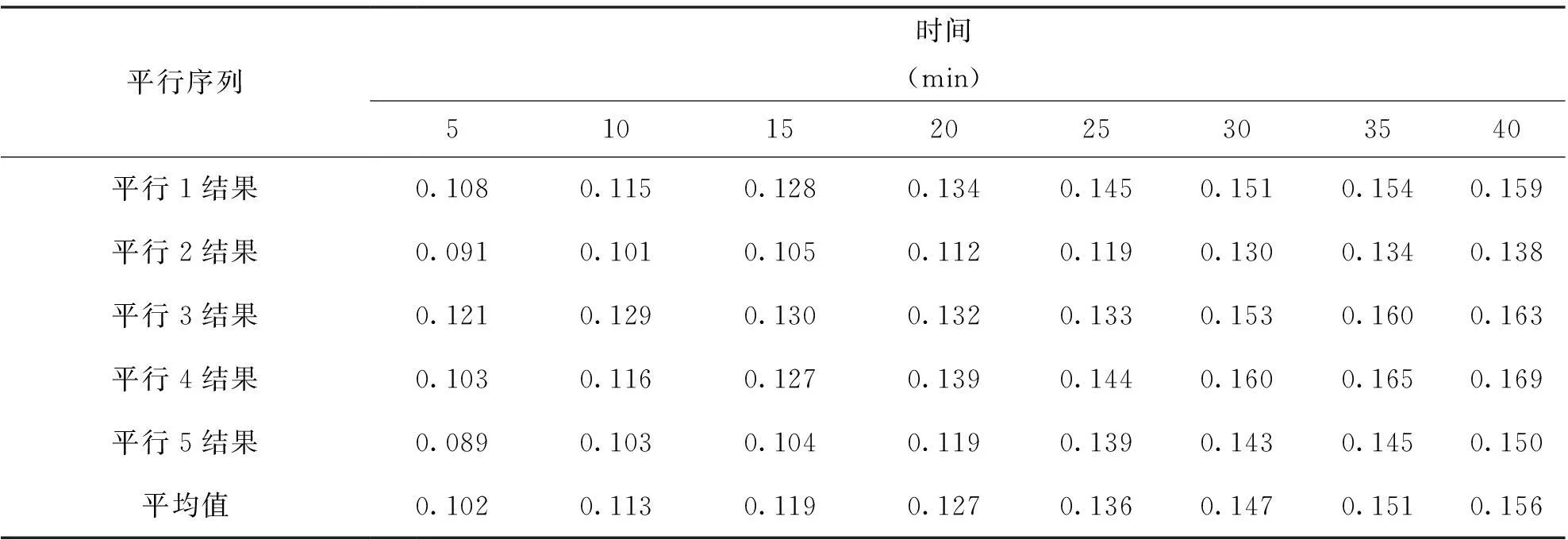
表6 A样水分含量随时间的变化 %

表7 B样水分含量随时间的变化 %
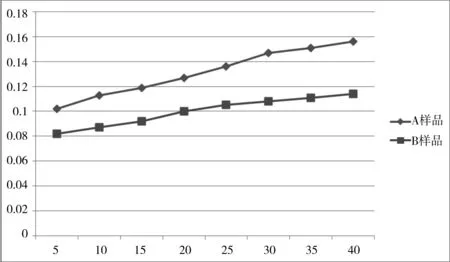
图1 A、B样品水分含量随时间的变化
由表6、表7、图1可以看出, A样在30min,B样在20min时,斜率变化较为明显,可以判断为终点的到达。 A样在30min时,其结果与KF法匹配较好,此时对水含量相对较低的B样测试结果明显偏高,对水含量显著不同的样品,无法用统一的终止时间,故本方法不采用时间为判断终点的依据,采用斜率为判断终点的依据,本方法选择0.005%/3min为终点斜率。
3.5 精密度
分别进行3水平6平行测定,结果如表8所示。

表8 精密度试验 %
通过表8中数据可以看出,相对标准偏差分别为6.8%、8.0%、9.0%。
3.6 回收率试验
在已知水分含量为0.101%的样品中,分别加入5mg、10mg、15mg 左右蒸馏水在实验条件2.5条件下,按试验步骤2.6进行回收率试验,结果如表9所示。
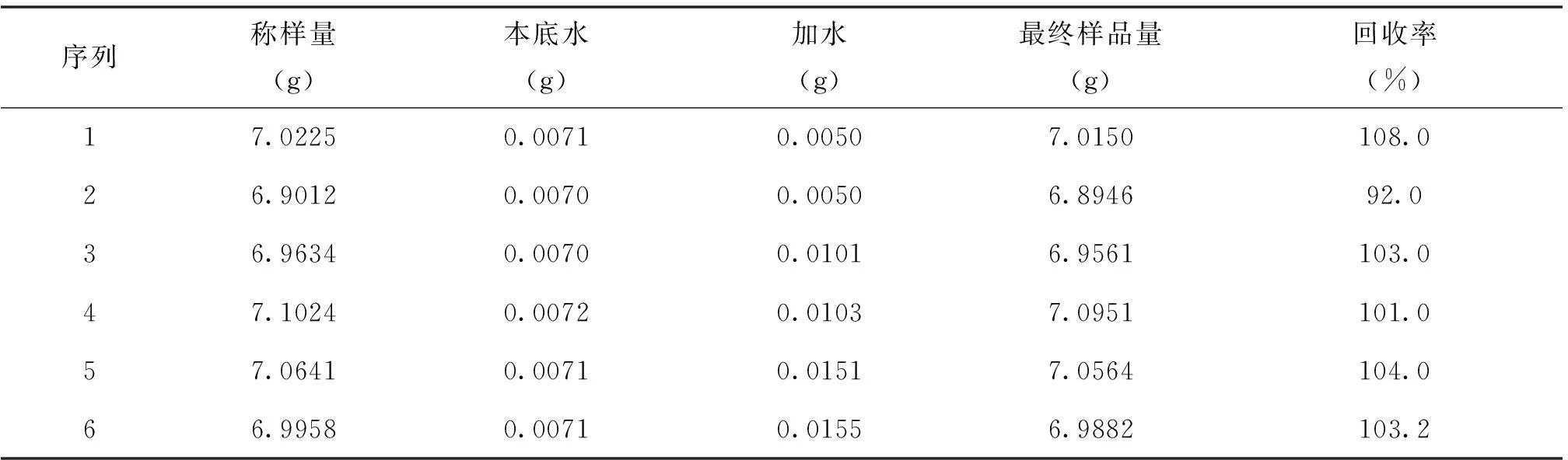
表9 回收率试验
通过表9可以看出,回收率在92%~108%之间。
3.7 热失重前后样品主要成分变化情况
热失重前后样品主要成分变化情况见表10。

表10 热失重分析前后主要成分对比
由表10可以看出,在考察的样品中主要杂质成分或项目指标中,微量成分苯甲酸含量从8.4 mg/kg减少到2.4 mg/kg有显著变化外,其他成分或指标均未发生显著改变。微量成分苯甲酸含量发生显著变化,可能是因红外仪热失重检测水含量时加热过程损失,苯甲酸是PTA样品中的微量成分(百万分级),其部分损失对样品中百分级的水含 量测定结果不会产生显著影响。
4注意事项
4.1 称量台必须足够稳固
在测定过程中,称量台(实验台、实验桌、大理石台)不得变形,并且尽可能避免振动的影响。以确保当有人倚靠在称量台或接近称量位置时,仪器显示屏读数不会发生改变。确保仪器周围具有足够空间,便于散热;确保与可燃材料保持足够距离。确保与其他灵敏测定仪器保持距离。
4.2 尽可能保证称量室温度的恒定
称量结果将受到温度的影响。不可在散热器或窗户附近进行测定(热辐射)。最高温度40 ℃,最低温度15 ℃。
4.3 保证空气湿度符合要求
理想的相对空气湿度应为45%~60%。当相对空气湿度小于10%或大于85%时,不可操作此仪器。
4.4 保证样品铺设均匀
样品在样品盘中铺得均匀与否对结果有一定影响,如果样品铺设显著不均匀,影响结果的准确和稳定,对称样量作一定的要求也是考虑到该原因。
4.5 去皮要求
空样品盘去皮时,将样品盘放入恒温室,待温度恒定(约1min)后去皮。
4.6 避免样品室温度波动过大
样品盘拿出称样时,一定要关闭样品室盖子,以免样品室温度波动较大,称取样品时,一定要铺匀后再精确称量(精确到0.0001g)。
5结论
实验充分证明,本实验所用重量法水分仪测定PTA中水分含量,操作简单,环保绿色,不使用任何化学试剂,克服了原卡尔费休法测PTA中水含量繁杂的样品溶解预处理以及使用吡啶有毒试剂等缺点,大大降低劳动强度和缩短分析时间,可为工艺生产提供准确、快捷的检验服务,是一项很值得在工业生产中推广的分析技术。
参考文献
[1]袁仲全.天津PTA装置试车简介[J].聚酯工业,2000,13(3):31-34.
[2]SH/T1612.4-95 工业用精对苯二甲酸中水含量的测定(卡尔·费休容量法).
[3]GB/T 6284化工产品中水分含量的测定.
[4]戴小红.MARK3为注塑工业提供专业的“水分控制”方案[J],塑胶工业.2007,(6):41-42.
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
民用飞机设计与研究(2020年4期)2021-01-21
电子制作(2018年18期)2018-11-14
特别健康(2018年9期)2018-09-26
山东工业技术(2016年15期)2016-12-01
红岩(2015年3期)2015-11-28
中国中医药现代远程教育(2014年11期)2014-08-08
高中生学习·高三版(2014年3期)2014-04-29
食品工业科技(2014年9期)2014-03-11
终身教育研究(2014年5期)2014-02-28
