有色金属压力容器非熔化极氩弧焊焊接工艺
2016-01-06 02:04:41付洪亮
沈阳工程学院学报(自然科学版) 2015年4期
有色金属压力容器非熔化极氩弧焊焊接工艺
付洪亮
(沈阳工程学院 能源与动力学院,辽宁 沈阳 110136)
摘要:在碳钢及低合金钢压力容器焊接工艺中,已广泛采用非熔化极(钨极)氩弧焊焊接方法。有色金属与碳钢及低合金钢相比,可焊性较差,焊接难度较大,所以有色金属非熔化极(钨极)氩弧焊焊接工艺还不够成熟。以有色金属(包括铝、铜、镁等及其合金)压力容器焊接为例,通过大量的工程实践证明,从焊接材料、焊接接头型式及尺寸、焊前准备、焊接过程等方面来研究非熔化极氩弧焊焊接工艺,可以使有色金属压力容器焊接接头的焊接质量达到标准要求。
关键词:有色金属;压力容器;非熔化极;氩弧焊;焊接工艺
收稿日期:2015-03-16
作者简介:付洪亮(1971-),男,辽宁盘锦人,高级工程师。
DOI:10.13888/j.cnki.jsie(ns).2015.04.018
中图分类号:TG456
文献标识码:A
文章编号:1673-1603(2015)04-0378-03
Abstract:In the process of carbon steel or low-alloy steel pressure vesselwelding,the argon-arc welding of non-melt pole(Tungsten pole) is widely used.Because thenon-ferrous metal is more difficult to be welded than carbon steel and low-alloy steel,this weldingtechnology of non-ferrous metals by non-melt pole (Tungsten pole) argon-arc welding is not developed enough.Takingpressure vesselwelding made of non-ferrous metals(like Aluminum,Copper,Magnesium and their alloys) for examples,the technologyhas been studied in the fellow aspects of welding metals,the type and size of welding joint,welding preparation,welding process and so on.A large number of engineering practices show that the improved welding technology can make the quality of non-ferrous metal pressure vessel jointwelding reach the standard requirement.
非熔化极氩弧焊是一种在非消耗性电极和工作物之间产生热量,使用纯钨或活化钨电极,以惰性气体-氩气作为保护气体的气体保护焊接方法。通过实验研究,以有色金属压力容器对焊(包括铜与铜的焊接、铜与铝的焊接、铝与铝的焊接,铜与镁的焊接等)为例,总结了有色金属压力容器非熔化极氩弧焊焊接工艺。
1焊接材料
压力容器焊接所用的板材、填充金属(焊丝)必须有出厂质量合格证明书,对无合格证或项目不全的材料则应对其化学成分与机械性能进行复验,各项指标均达到标准方可使用。不同牌号的焊丝必须分别存放,并标以明显标记。焊丝应根据板材的成分选择与其成分相同或相近的牌号,电极要求含有氧化铈钨极。由于有色金属的化学性能均活泼,因此要求氩气的纯度较高,一般均应在99.7%以上,各种材料对氩气的纯度要求参见表1。
2焊接接头型式及尺寸
由于氩弧焊不用焊药,没有残留的腐蚀作用,因此接头型式的选择应以能够良好保护氩气流为原则,工件的坡口应严格按照图样或相关规程的要求,用刨边机或其他机械进行加工,不得有毛刺。当操作条件受限时,也可用风铲铲边。下面以铝及铝合金为例,研究焊接接头的型式尺寸,如表2所示。
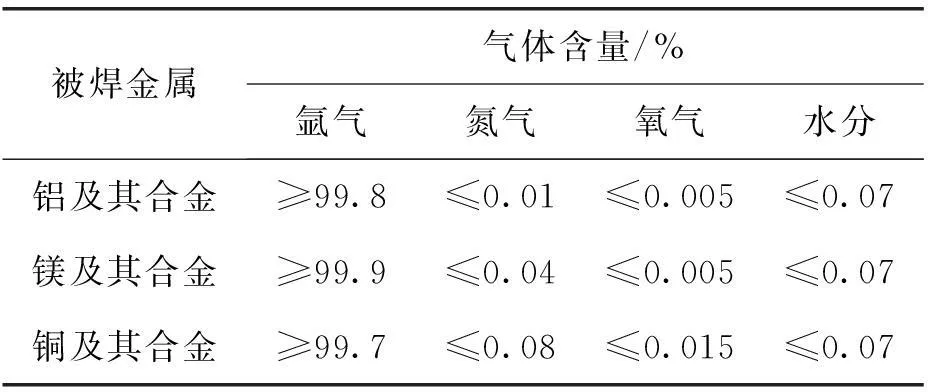
表1 各种材料对氩气的纯度要求
3焊前准备
焊前应对焊接接头的坡口两侧及填充焊丝进行清理,去处表面的氧化膜、油脂、湿气等物质,直至露出金属光泽为止,以保证焊接接头的质量。焊前应详细了解图纸与工艺要求,并检查设备的运行情况,调节焊把及冷却水,保证其流畅无阻。根据接头厚度及接头型式,正确选择钨极直径、电源种类、焊丝直径、喷嘴直径,调整焊接电源、电压、氩气流量等参数。
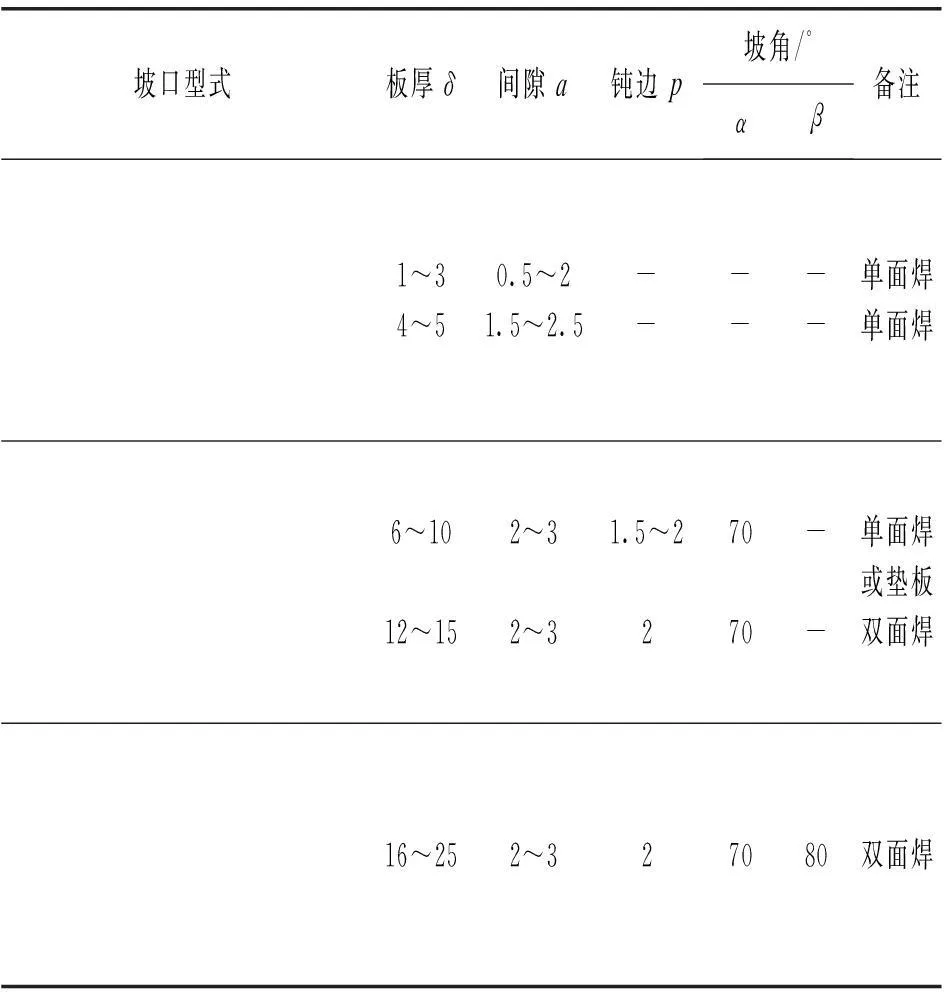
表2 铝及铝合金焊接接头型式
注:相互对接之前两板厚度差≥3 mm时,必须将厚板边缘削薄后再加工坡口,削薄的长度≥5(δ2-δ1)。
4焊接过程
从事氩弧焊接(包括点焊)的焊工,必须有相应项目的合格证。一条焊缝尽可能由同一焊工操作,为减少焊接变形,允许多个焊工同时操作。焊工在焊完一条焊缝后,需在其规定部位打上焊工钢印(或由简图记载)。焊接环境应不受风、雨、雪的侵袭,且温度在10 ℃以上。地线接头应用铝板制成,并用夹具将其与工件夹紧,保证接触点的严密性。点焊应在工件的背面进行,漏到正面的焊瘤应及时铲除,点焊长度及间距应符合标准要求。因条件限制不能从背面点焊时,可在正面点焊,但点焊高度不得超过坡口的2/3。焊接过程中若发现焊点开裂,应及时铲去并重新点焊,再继续焊接,以防止产生错口现象。焊接所用的电源种类和极性应根据被焊工件的材料决定,可参见表3进行选择。
钨极直径是按焊接电源选择的。一定直径的钨极,具有一定极限电流,超过此极限值,会引起电弧不稳、焊缝夹钨等问题。不同钨极直径允许的最大电流见表4。
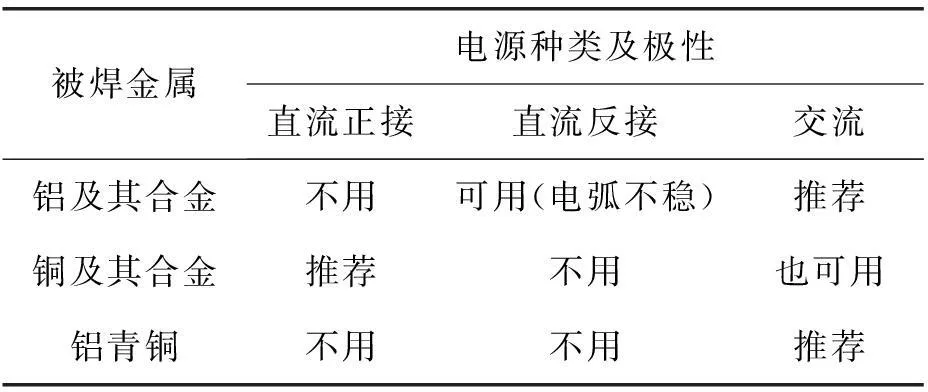
表3 焊接材料对应的电源种类和极性
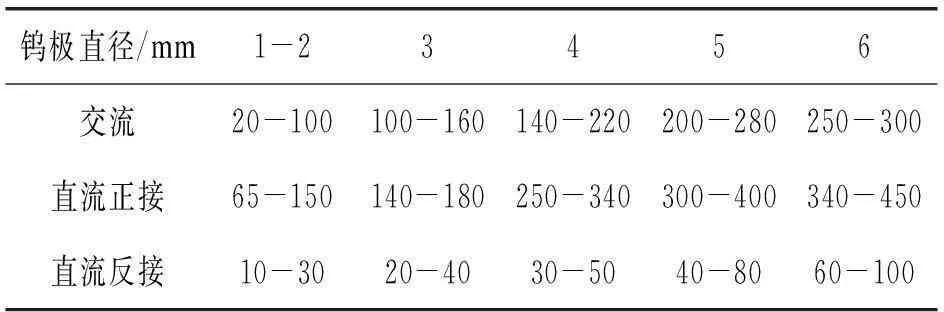
表6 不同钨极直径允许的最大电流 A
在对铝及铝合金进行焊接时,若板厚超过10 mm,焊接前应进行预热。预热应在焊缝全长范围内均匀进行,对厚板和大直径的环缝应优先预热到50~60 ℃,然后再对局部进行焊前预热。为保证焊缝质量,防止夹钨,在焊接纵缝及拼板对接时,其两端应加引弧板和熄弧板。环焊缝或焊接中断需重新引弧时,应在试板上进行,待电极烧红后,再移到焊缝上进行焊接。引、熄弧板的材料与工件相同,对于不能加熄弧板的B类焊缝,为了避免弧坑裂纹的出现,必须将弧坑填满,过高的部分可进行修磨。多层焊接时,在条件允许的情况下,相邻两层焊接方向相反,且正、反面焊接交错进行。厚板每面最多连续焊两层,避免在单面进行多层焊接。
设备主体焊缝应在水平位置施焊,当受条件限制而不能平焊时,允许进行爬焊、立焊或横焊,但焊工必须通过以上项目的考核。焊缝外观的波纹应均匀美观,色泽一致,任意1 m长度的最宽与最窄之差不超过3 mm。当板厚小于3 mm时,其焊缝余高不得超过1.5 mm。当焊缝有气孔、夹渣、裂纹等缺陷时,必须铲除补焊,同一部位的补焊次数不得超过2次。
5结论
通过大量工程实践研究发现,按以上工艺要求进行操作,有色金属压力容器采用非熔化极氩弧焊焊接,焊接面可以没有气孔、没有氧化皮且焊接强度高。对焊接接头进行无损检测、理化试验及耐压试验,检测结果均符合国家相关标准要求,可见有色金属压力容器采用非熔化极(钨极)氩弧焊焊接的工艺是可行的。非熔化极氩弧焊的机械化、自动化程度随着近年来的研究得到很大的提高,并向着控制因子越来越多的数控化方向发展,未来可达到了一个更高的阶段。
参考文献
[1]全国锅炉压力容器标准化技术委员会.GB150-2011.压力容器[S].北京:中国标准出版社,2011.
[2]全国锅炉压力容器标准化技术委员会.NB/T47014-2011(JB/T4708).承压设备焊接工艺评定[S].北京:中国能源局出版社,2011.
[3]全国锅炉压力容器标准化技术委员会.NB/T47015-2011(JB/T4709).压力容器焊接规程[S].北京:中国能源局出版,2011.
[4]张乃祺,季海堂,李猛.窄间隙埋弧焊接头熔合区弱化的研究[J].沈阳工程学院学报:自然科学版,2012,8(4):183-186.
Gas Tungsten Pole Argon Arc Welding Technology for
Nonferrous Metal Pressure Vessel
FU Hong-liang
(College of Energy and Power,Shenyang Institute of Engineering,Shenyang 110136,Liaoning Province)
Key words: non-ferrous metal; pressure vessel; Gas Tungsten pole; argon-arc welding; welding technology
(责任编辑张凯校对佟金锴)
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:14:42
电子制作(2017年19期)2017-02-02 07:08:44
科学与财富(2016年29期)2016-12-27 16:07:51
中国高新技术企业(2016年30期)2016-12-20 04:00:34
科技创新与应用(2016年31期)2016-12-03 05:26:31
中国科技博览(2016年22期)2016-11-01 14:22:43
中国科技博览(2016年22期)2016-11-01 12:31:00
中国科技博览(2016年19期)2016-10-19 12:59:52
焊接(2016年10期)2016-02-27 13:05:35
科技视界(2015年25期)2015-09-01 18:19:55