
提高小批量生产烟丝加香后水分CPK值
2015-12-26 06:59朱萌张熙郑世霞董兰芬齐红
科学家 2015年10期
关键词:改善
朱萌++张熙++郑世霞++董兰芬++齐红光++高杨
摘要 为了提高小批量生产烟丝加香后水分CpK值,提出了烘丝工序目标水分偏大、异常断流次数多、混丝时间不当等8条可能原因,从中甄选出烘丝工序目标水分偏大、来料水分偏大、烘丝重点参数设置不合理3条要因,并针对要因从技术和管理两个方面入手进行了改善。至10月初,该指标已由3~4月份0.86提高至1.86。
关键词小批量生产;加香后水分;CPK值;改善
中图分类号 TS4
文献标识码 A
文章编号2095-6363(2015)10-0118-01
1 名词与术语
1)小批量生产烟丝是指多数投料单元为100箱(正常为200箱一个投料单元),月投料量小于3批的品牌。
2) CpK值称为过程能力指数,是用于衡量过程稳定性的指标。
2 问题的提出
1)片烟经过制丝线各工序分步加工后最终进行掺兑加香,加香后烟丝水分的CPK值体现了整体制丝线的加工水平。
2)小批量生产烟丝因批量性生产少、生产过程变动大、外界条件不确定、现场工艺经验积累少等因素,导致批次内、批次间质量波动大。
3)对小批量生产烟丝加香后水分CPK值的现状调查:3~4月份小批量生产的烟丝加香后水分CPK值仅为0.86。
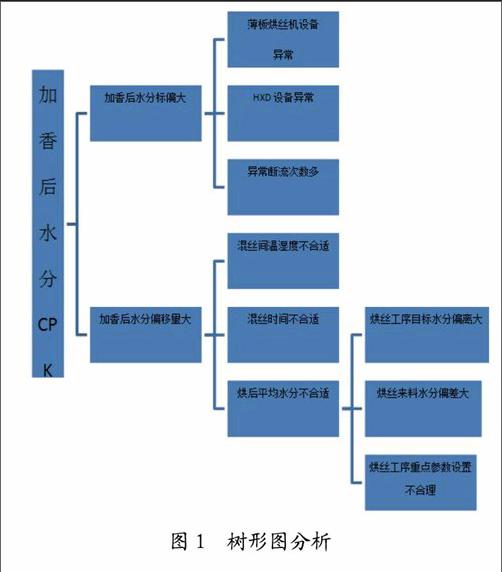
3 原因分析
针对影响加香后水分CPK值的因素,绘制树形图进行分析,见图1。
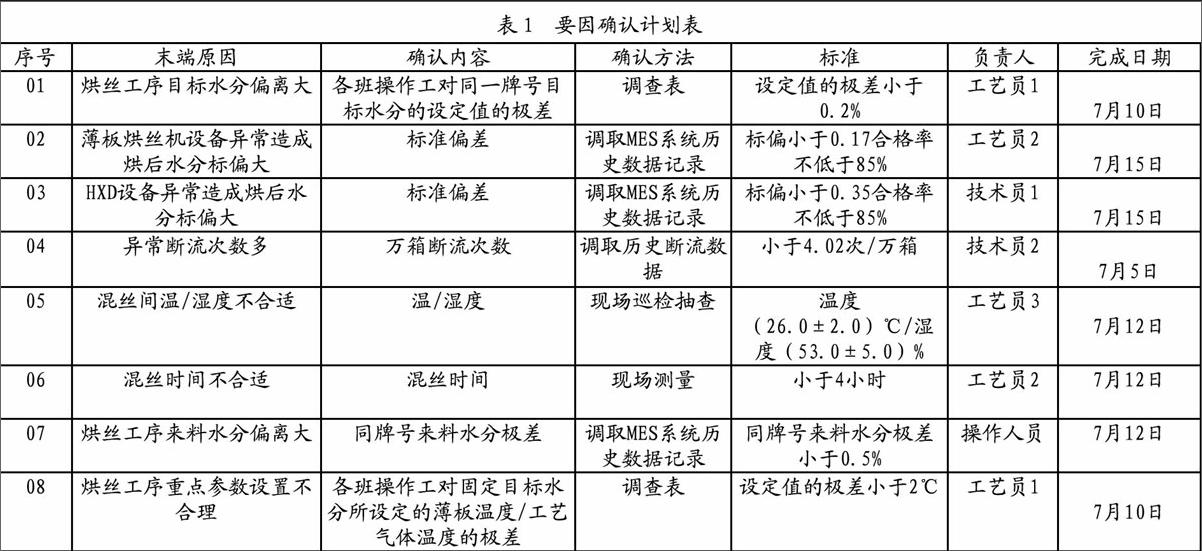
4 确定主要原因
为了找出真正影响问题的主要原因,小组制定了要因确认计划,并按计划进行确认。
经过逐项排查,最终找到了影响小批量生产烟丝加香后水分CPK的主要原因:第一是烘丝工序目标水分偏离大。第二是烘丝工序来料水分偏离大。第三是烘丝工序重点参数设置不合理。
5 制定相应对策
1)通过分析历史数据,研究烘后水分最优值并统一目标进行水分控制。由工艺质量部制定月度水分目标值,从而减少因各生产班凭借个人经验进行水分设定的情况。
2)统一松散回潮加水量,并给定适当的调整范围。从而减小烘丝来料批次间的差异。
3)通过各班操作工交流操作经验、轮岗等办法,统一各班对重点参数的控制,同时建立起烘丝工序操作经验库,逐步优化重点参数的设置和管理。
6 效果确认
小组对10月初小批量生产的烟丝加香后水分cpk值进行统计,平均值1.86。
