
MK1080无心磨床砂轮主轴有限元分析
2015-12-25 08:30雷蔓蒋道顺吕健
机械工程师 2015年1期
雷蔓 , 蒋道顺 , 吕健
(1.贵州大学现代制造技术教育部重点实验室,贵阳550003;2.贵阳险峰机床有限责任公司,贵州惠水550601)
0 引言
MK1080型数控无心磨床是险峰机床厂根据多年无心磨床的制造经验,自主设计开发的一款高效数控无心磨床,该机床能够磨削圆柱体、圆锥体以及成型旋转体等零件,用于批量生产。磨床精度要达到Ⅲ~Ⅳ级,表面粗糙度要达到Ra0.16,能实现自动切入循环磨削,砂轮具有自动修整功能。
砂轮主轴是MK1080型数控无心磨床的关键零件,其强度、刚度、模态直接影响到加工精度。普通的计算方法难以验证砂轮主轴的结构是否满足设计要求,而通过有限元技术,可以轻易获得砂轮主轴强度、刚度、模态参数,为主轴设计提供参考。
1 砂轮主轴的结构
砂轮主轴与主轴箱采用高精度滚动轴承支撑,该轴承系具有良好的刚性,可保证砂轮主轴在高速下平稳运转,结构如图1所示。

图1 砂轮主轴结构图
砂轮夹盘及皮带轮以锥体(1∶5)配合于主轴上,均用左旋螺母紧固,以防止由于转动惯性而松动。皮带轮通过滚动轴承固定在卸荷装置上,避免皮带预紧力作用在主轴上。该主轴最高转速为3000 r/min。
2 砂轮主轴有限元分析
2.1 砂轮主轴分析
该主轴材料为40CrNiMoA,主轴虽然转速高,但是启动时间长,而且静力平衡下最大应力只有8 MPa,所以分析时未考虑扭矩和疲劳破坏。
皮带轮固定在卸荷装置上,皮带预紧力没有传递到主轴,所以忽略皮带轮重量及皮带预紧力。这样施加在砂轮主轴上的主动力有砂轮及夹盘的总重力和砂轮磨削时工件对主轴的作用力,而这些力是可以合成一个径向作用力的。
砂轮磨削时,砂轮上单个磨粒的切削厚度虽然很小,但大量的磨粒同时对被磨金属层进行挤压、刻划和滑擦,加上磨粒的工作角度很不规则,因此总的磨削力很大。
为便于测量和计算,将总磨削力分解为3个相互垂直的分力Fx(轴向磨削力)、Fy(径向磨削力)、Fz(切向磨削力),如图2所示。

图2 磨削力分解
径向磨削力Fy最大,这是因为磨粒的刃棱大都以负前角工作,而且刃棱钝化后,形成小的棱面增大了与工件的实际接触面积,从而使Fy增大。通常Fy=(1.6~3.2)×Fz。轴向磨削力Fx很小,一般可以不必考虑。
磨削力随不同的磨削阶段而变化。在初磨阶段,磨削力由小到大变化幅度较大,进入稳定阶段,工艺系统的弹性变形达到一定程度,此时磨削力较为稳定,光磨阶段实际磨削深度近趋于零,此时磨削力渐小。磨削力的计算公式如下:

式中:Fz、Fy分别为切向和径向磨削力,N;vw、v 分别为工件和砂轮的速度,m/s;fr径向进给量,mm;B为磨削宽度,mm;α为假设磨粒为圆锥时的锥顶半角;CF为切除单位体积的切屑所需的能,kJ/mm2;μ为工件和砂轮间的摩擦因数。
根据式(1)和式(2),再计算出砂轮及夹盘的重力,合成以后,可以得到磨削时砂轮主轴上所受的径向力。经过理论计算、实际加工测量和积累的经验,这里取总的最大径向力为2000 N,施加于图1所示的主轴右端锥面上。
轴承支撑采用滚动轴承,因为不考虑疲劳破坏,所以在轴承支撑处及图1所示的主轴左端锥面皮带轮扭矩传输斜面处施加固定约束。
2.2 有限元分析结果
从图3可以看出,加载2000N时最大变形为0.001mm,发生在砂轮支撑端端面处。砂轮支撑锥面中位处变形为0.5~0.6μm。

图3 ANSYS轴刚度分析
从图4轴模态分析中可以看到,一阶模态为频率1703.5 Hz,如果考虑砂轮及砂轮夹盘与主轴的刚性连接,分析出的一阶模态为287.5 Hz,而主轴最高转速为3000 r/min,引起的振动频率为50 Hz,远远低于主轴的一阶模态频率,所以砂轮主轴是不会发生共振现象的。
图5是应力分析结果,可以看到最大应力为8 MPa,这远远小于材料许用应力。
通过以上对砂轮主轴刚度、模态、强度的分析,可以得知,该主轴在强度、振动性能方面完全满足设计要求。而在刚度方面不是很理想,最后通过增加砂轮主轴砂轮夹盘锥面处的厚度使问题得到了解决。

图4 ANSYS轴模态分析
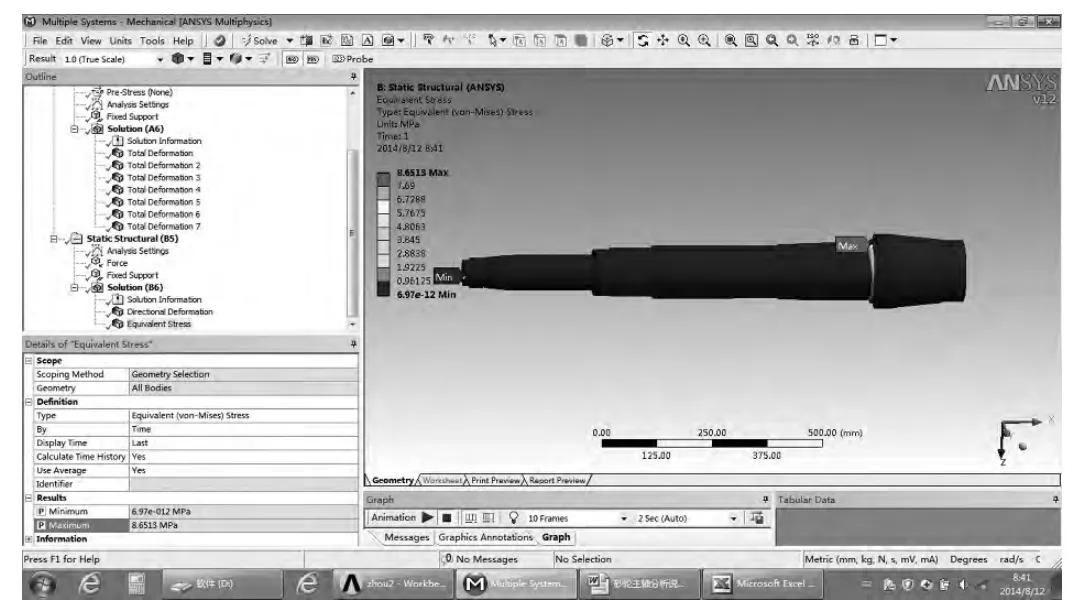
图5 ANSYS轴应力分析
3 结语
在机械设计过程中,采用有限元方法的理论与技术对零部件进行强度、刚度、模态等分析,有助于提供零部件的可靠性,并可提高设计效率,减少设计成本。本次研究以无心磨床MK1080的关键零件砂轮主轴为例,对简化后的模型有限元分析,结果与机床最后的测试参数基本吻合。但对模型的简化也可能存在不足,还需进一步研究有限元分析理论与技术,更好地为机械设计、机械制造服务。
[1] 孙妍.ANSYS在轴类零件有限元分析中的应用[J].机械工程师,2010(12):40-41.
[2] 赵荣丽,陈新,李克天,等.简化橡胶层材料的送纸机构主轴有限元分析[J].机械设计与制造,2011(8):10-12.
[3] 严明霞,肖靖凯,刘光亚,等.基于ANSYS的摩擦式提升机主轴有限元分析[J].煤矿机械,2010(10):94-96.
猜你喜欢
机械制造(2022年6期)2022-09-01
中国机械工程(2022年2期)2022-01-27
硅酸盐通报(2021年3期)2021-04-18
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
表面工程与再制造(2019年3期)2019-09-18
新商务周刊(2018年12期)2018-12-08
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
长沙大学学报(2015年5期)2015-01-04
