
硫酸氢钠催化合成三苯乙烯苯酚聚氧乙烯醚油酸酯
2015-12-24 03:31:14万庆梅王胜利刘志湘
应用化工 2015年6期
万庆梅,王胜利,刘志湘
(1.浙江皇马科技股份有限公司,浙江 上虞 312363;2.浙江绿科安化学有限公司,浙江 上虞 312369)
三苯乙烯苯酚聚氧乙烯醚油酸酯有优良的使用性能,可与阴离子及非离子表面活性剂混合使用,主要用作印染助剂,各类涤纶纤维在高温高压染色中的分散匀染剂和乳化剂,也可用于金属加工用油剂,在一般工业上,用作洗涤剂的组分。由于油脂类表面活性剂的性能独特,用途广泛,加上油脂产品本身低毒、低刺激及易生物降解,属环境友好型产品,因此开发研究油脂类表面活性剂越来越受到人们的重视[1]。
酯化反应关键是催化剂的选择,传统酯化催化剂有浓硫酸、对甲苯磺酸等。浓硫酸的缺点是有强氧化性,易使产品的颜色变深,存在着副反应多、产品精制和产物后处理工艺复杂、且腐蚀设备、增加成本。对甲苯磺酸较浓硫酸的活性低,无氧化性,但缺点是反应完后催化剂分离较困难,需要中和、水洗等工序,含对甲苯磺酸的废水,对环境造成污染。文献报到的催化剂有固体超强酸[2-5]、杂多酸[6-7]、离子交换树脂[8-9]、硫酸氢钠[10-12]等。硫酸氢钠是一种酸式硫酸盐,它价廉易得,作为酯化反应的催化剂时,具有用量少、催化效果好、不溶于反应体系、易分离、可重复使用等显著特点[13-14]。本文采用硫酸氢钠为催化剂合成三苯乙烯苯酚聚氧乙烯醚油酸酯,并对其反应条件进行研究。
1 实验部分
1.1 材料与仪器
三苯乙烯苯酚聚氧乙烯醚(简称醚),自制;油酸,工业级;硫酸氢钠,试剂级。
S-212 型恒速搅拌器;JJ1000 型电子天平;Tensor 27 型中红外光谱仪。
1.2 合成原理

式中n=20
R 为

1.3 实验方法
在1 000 mL 四口烧瓶中按一定计量比加入三苯乙烯苯酚聚氧乙烯醚、油酸及一定量的催化剂,装上温度计、分水器和回流冷凝管。物料混合均匀后测定其酸值为初始酸值,在氮气保护下升至一定温度后,回流状态下进行酯化反应,至无水分出时反应结束,即得到粘稠液体产品。测酸值计算酯化率,并对产品进行红外光谱测定。
酯化率=(1-测得酸值/初始酸值)×100%
酸值的测定按GB/T 6365—2006 进行测试。
2 结果与讨论
2.1 酸醚摩尔比对酯化反应的影响
在反应温度150 ℃,反应时间5 h,催化剂硫酸氢钠加入量为反应物总质量0.50%的条件下,考察不同酸醚摩尔比对酯化反应的影响,结果见表1。

表1 酸醚摩尔比对酯化反应的影响Table 1 Effect of molar ratio of oleic acid to polyether on esterifying conversion
由表1 可知,酯比率随酸醚摩尔比的增加而增大。当n(油酸)∶n(醚)=0.99∶1 时,酯化率达到98.1%,再增加配比至1.00∶1,酯化率为98.3%,酯化率提高不明显。综合考虑原料的使用量,选择n(油酸)∶n(醚)=0.99∶1较为适宜。
2.2 催化剂用量对酯化反应的影响
催化剂用量是考察催化剂效果的重要指标。在n(油酸)∶n(醚)=0.99∶1,反应温度150 ℃,反应时间5 h 的条件下,考察不同的催化剂用量对酯化反应的影响,结果见表2。
由表2 可知,酯化率随催化剂用量的增加而增大。当催化剂的用量为0. 20% 时,酯化率仅为77.2%。这主要是因为催化剂用量少,可提供的活性中心数有限,反应速率慢。增加催化剂用量到0.50%时,酯化率达到98.1%,再增加催化剂用量到0.60%,酯化率为98.5%,酯化率提高不明显。因此,催化剂用量应控制为总反应物质量的0.50%为宜。
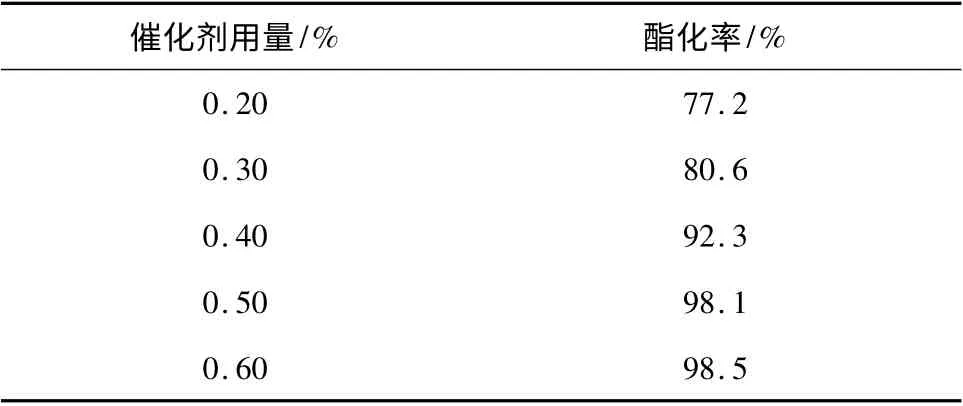
表2 催化剂用量对酯化反应的影响Table 2 Effect of catalyst dosage on esterifying conversion
2.3 反应温度对酯化反应的影响
在n(油酸)∶n(醚)= 0. 99 ∶1,催化剂用量0.50%,反应时间5 h 条件下,考察反应温度对酯化反应的影响,结果见表3。

表3 反应温度对酯化反应的影响Table 3 Effect of reaction temperature on esterifying conversion
由表3 可知,随着反应温度的升高,反应速率加快,酯化率增大。当反应温度为150 ℃,酯化率为98.1%,再提高温度至160 ℃,酯化率仅提高至98.8%,提高不明显。故反应温度应控制在150 ℃。
2.4 反应时间对酯化率的影响
在n(油酸)∶n(醚)= 0. 99 ∶1,催化剂用量0.50%,反应温度150 ℃的条件下,考察反应时间对酯化率的影响,结果见表4。
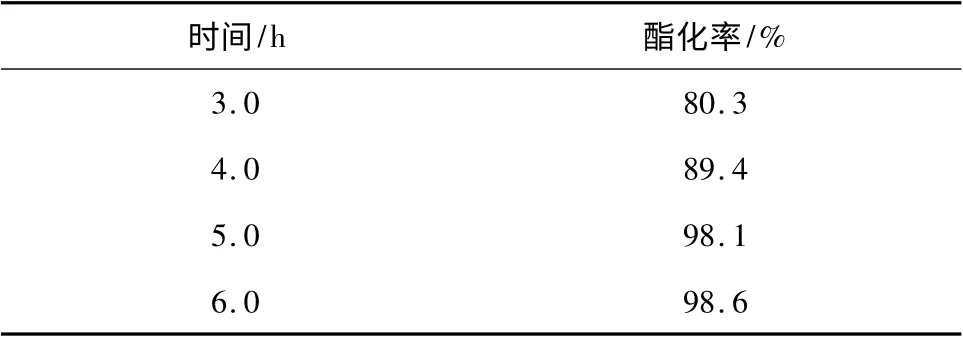
表4 反应时间对酯化反应的影响Table 4 Effect of reaction time on esterifying conversion
由表4 可知,随着反应时间的延长,反应越充分,酯化率增大。当反应时间达到5.0 h 时,酯化率为98.1%,再延长时间到6.0 h 时,酯化率变化不大,酯化反应趋向于平衡,故选择反应时间为5.0 h。
2.5 催化剂重复使用效果
在酯化反应过程中,硫酸氢钠始终呈固体不溶于反应体系,反应结束经冷却后,将酯化产物过滤,收集过滤出的催化剂,选择上述优化条件进行实验,考察催化剂的重复使用效果,结果见表5。

表5 催化剂重复使用次数对酯化率的影响Table 5 Effect of times of reuse of catalyst on esterifying conversion
由表5 可知,催化剂重复使用3 次,酯化率基本保持稳定,仍具有较高的催化活性。催化剂重复使用5 次,酯化率仍可达到94.2%,说明硫酸氢钠作为酯化反应的催化剂可以被重复利用。
2.6 产物表征
按照优化条件合成出的三苯乙烯基苯酚聚氧乙烯醚油酸酯进行红外光谱测试,结果见图1。
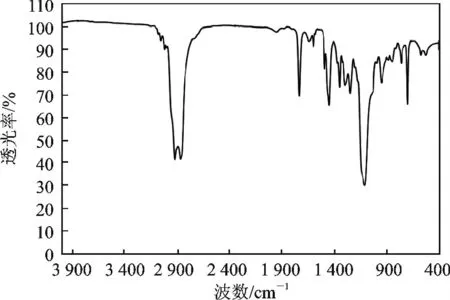
图1 产品的红外光谱图Fig.1 IR spectrum of reaction product
由图1 可知,下列主要吸收峰(σ/cm-1):2 927,2 875(烃基C—H);1 739(酯羰基 C O );1 118(酯C—O—C);1 466,1 378(甲基CH3);3 500 cm-1附近的羟基—OH 的特征吸收峰变得很小,与结构相符,说明三苯乙烯基苯酚和油酸确实发生酯化反应,生成了三苯乙烯基苯酚聚氧乙烯醚油酸酯。
3 结论
(1)采用回流分水法,以硫酸氢钠为催化剂,三苯乙烯苯酚聚氧乙烯醚和油酸为原料合成了三苯乙烯苯酚聚氧乙烯醚油酸酯。较佳工艺条件为:n(油酸)∶n(醚)=0.99∶1,催化剂用量为总反应物质量的0.50%,150 ℃回流反应5 h。在此条件下,三苯乙烯苯酚聚氧乙烯醚油酸酯的酯化率达98%以上。
(2)硫酸氢钠是价格低廉和稳定的白色晶体,具有催化酯化反应性能好,难溶于有机反应体系,产品易提纯和可以重复使用等优点,酯化工艺简单,反应温和,是一种良好的酯化催化剂。
[1] 刘志湘,金一丰,王胜利,等. 一种三苯乙烯苯酚聚氧乙烯醚油酸酯的制备方法:CN,101298417A[P].2008-11-05.
[2] Yang H,Lu R,Zhao J Z,et al.Sulfuted binary oxide solid superacids[J]. Materials Chemistry and Physics,2003,80:68-72.
[3] 赫文正,于少明,陆亚玲.合成酯用固体超强酸催化剂研究进展[J].天然气化工,2004,29(5):50-54.
[4] 张琦,常杰,王铁军,等. 固体酸催化剂SO42-/SiO2-TiO2的制备及其催化酯化性能[J].催化学报,2006,27(11):1033-1038.
[5] 靳福全,李晓红,李冰. 固体超强酸SO42-/TiO2-CuOSiO2催化制备蓖麻酸正丁酯[J].石油与天然气化工,2009,38(2):100-104.
[6] 尚会建,康丽娜,赵叶,等. 杂多酸催化合成氰乙酸乙酯的研究[J].精细石油化工,2012,29(3):48-51.
[7] 赖君玲,王婧,罗根祥,等. 磷钼杂多酸催化油酸与醇酯化反应合成脂肪酸酯的研究[J].石油炼制与化工,2012,43(12):13-18.
[8] 孔维宝,张娟,景洋,等. 强酸性阳离子交换树脂催化合成棕榈酸甲酯[J].中国油脂,2013,38(10):52-55.
[9] 塔娜.离子交换树脂催化酯化研究进展[J]. 广州化工,2009,37(6):38-41.
[10]方美琴,杜伟超,邵园艳,等. 硫酸氢钠催化合成十六烷二酸二乙酯的研究[J]. 化学世界,2012(8):484-493.
[11]李丹娜,赵开楼. 硫酸氢钠催化合成邻苯二甲酸二异辛酯[J].广州化工,2013,41(9):105-106.
[12]纪献兵,赵改青,王晓波.硫酸氢钠催化合成季戊四醇油酸酯[J].工业催化,2009,17(6):50-51.
[13]邓斌,黄海英. 一水合硫酸氢钠催化合成水杨酸异戊酯[J].工业催化,2005,13(2):33-35.
[14]张荣莉. 邻苯二甲酸二异辛酯的固体催化合成研究[J].西部皮革,2008,30(6):14-16.
猜你喜欢
新农业(2020年18期)2021-01-07 02:17:28
中国民族医药杂志(2016年4期)2016-05-09 07:41:11
分析测试学报(2015年5期)2016-01-13 06:18:45
精细石油化工(2015年3期)2015-12-14 09:07:40
化工进展(2015年6期)2015-11-13 00:29:40
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:52
中国洗涤用品工业(2015年9期)2015-02-28 19:03:04
现代纺织技术(2015年2期)2015-02-28 14:03:17
世界热带农业信息(2014年11期)2015-01-05 17:19:22
中成药(2014年11期)2014-02-28 22:29:49
