
浅谈色纺梳理、牵伸及差异化产品开发
2015-12-19 06:38桂亚夫
纺织器材 2015年2期
桂亚夫
(浙江纺织服装职业技术学院,浙江 宁波 315211)
面对周边南亚等国家低成本带来的竞争压力,中国纺织企业要生存发展,立足产品差异化是一条可选之路,相较普通的本色纺纱,色纺是依托差异化取胜的典范。
色纺优势:① 产品色彩独特,纤维混色有立体感、朦胧感的艺术效果;② 低碳环保,只含部分有色纤维,即只是部分纤维染色,其中原液着色彩纤制造过程无污染;③ 化解了异性纤维性能差异的染色难题;④ 有色彩、艺术元素,产品开发空间更广阔。
色纺虽然有优势,但采用普通本色纺纱的工艺方法和器材选配原则是很难保证产品质量、获取利润的。研究色纺技术对于中国纺纱企业有现实意义,笔者针对色纺梳理、牵伸及差异化产品开发,作粗浅探讨。
1 色纺原料选配和色纺产品的特征
色纺原料选配和色纺产品涉及梳理、牵伸的主要特点。
1.1 色纤维
色纺原料中的色纤维与本色纤维的性能是有差异的,如最常用、使用量最大的染色棉纤维染色过程中,需经受酸、碱、高温等作用,在获得色彩的同时纤维被腐蚀破坏,蜡质、脂、胶、蛋白质、糖分等物质被去除或减少,而以化学或物理的方式介入了色元素、助剂类物质,从而使一般染色后的棉纤维短绒增加、强力下降、马克隆值增大(纤维变粗);再如化学纤维染色之后,可纺性通常会下降;原液着色的化学纤维与本色纤维的性能也会有差异(如材质密度、表面摩擦性能等)。
1.2 棉网原料
色纺原料中含有撕碎的梳棉条或精梳条(染色或不染色),俗称棉网。对于中高档色纺产品,生产原料中的染色棉大都是精梳棉网。
1.3 棉与化纤混合投料
通常,本色纺是将棉与化纤分别梳理后,再经并条并合进入后道处理。色纺则不同,要充分利用清梳混和作用,特别是梳棉工序的单纤维混和功能,来保证各组份混色均匀、特别是解决小比例混色均匀问题。
1.4 产品质量要求等特征
相比本色纱线,色纺纱线有更多衡量品质优劣的质量指标,如色牢度、色偏、色差、色点等。对于中高档彩色纱,多品种、小批量往往是市场需求特点。
2 色纺梳理技术
针对上述色纺原料选配特征,色纺梳理是不能简单套用本色纺棉或化纤的工艺方法和器材选配规则的。
为了便于探讨,我们针对梳棉器材工艺选配,以常见的三类典型色纺产品为例进行分析:① 纯棉或纯棉为主的产品;② 涤棉混纺产品;③ 粘胶或粘棉混纺产品。
2.1 纯棉或纯棉为主的产品
对于纯棉或纯棉为主的产品,主要讨论原料中含色纤维比重较大的产品类型。此类产品生产过程中的主体原料是棉纤维,是要经过两次梳理的。第一次的梳理对象主要是未经染色的原棉,梳理后一般称为棉网(即撕碎的棉条);棉网经染色之后作为原料再经第二次梳理。
两次梳理的目的,一是为了清除一次梳理无法清除的细小棉结形成的有害色结、色点;二是减少混色过程的清梳落棉,棉网作为混色原料(落棉率低)可避免因各组份原料的落棉比无法控制而导致的色比失控[1]。
第一次梳理器材工艺选配举例见表1。
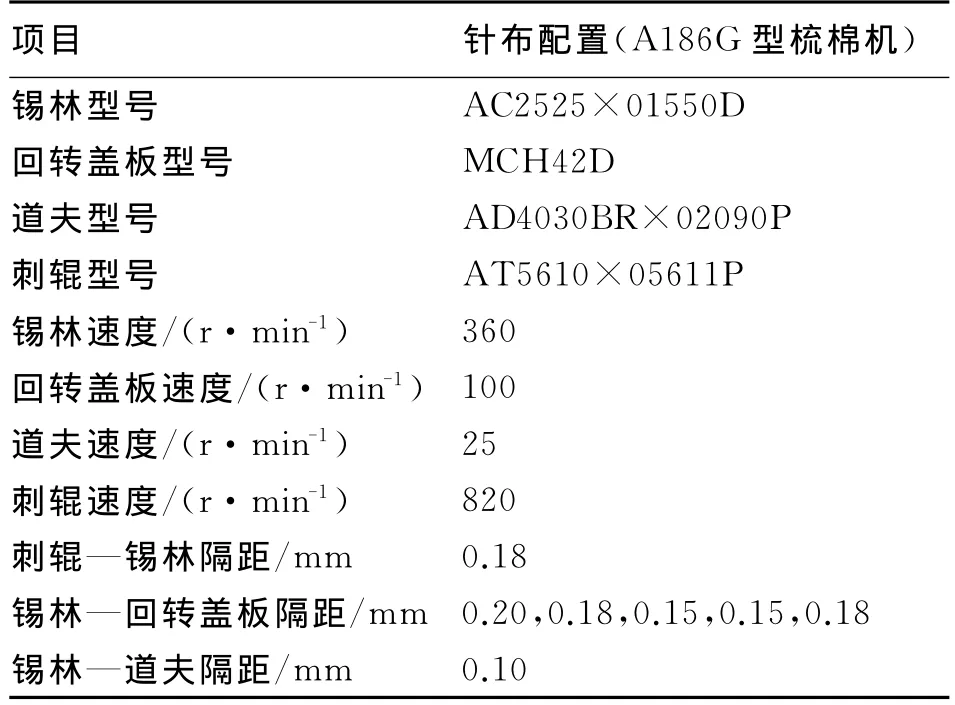
表1 纯棉产品第一次梳理器材工艺选配
说明:第一次梳理的棉纤维原料虽与本色纺无差异,但随后还会再经第二次梳理,因此第一次梳理以“轻柔梳理、有效除杂”为工艺原则,梳棉机不必配用附加分梳元件、不必强分梳;刺辊针布采取小工作角,有利于减少纤维损伤和纤维释放。
第二次梳理器材工艺选配举例见表2。
说明:“轻柔梳理、排除细杂短绒、重点清除棉结、有效混和”是第二次梳理的工艺原则;针密要增大,并采用紧隔距的工艺;另外,应该尽可能慢车速、多梳混。
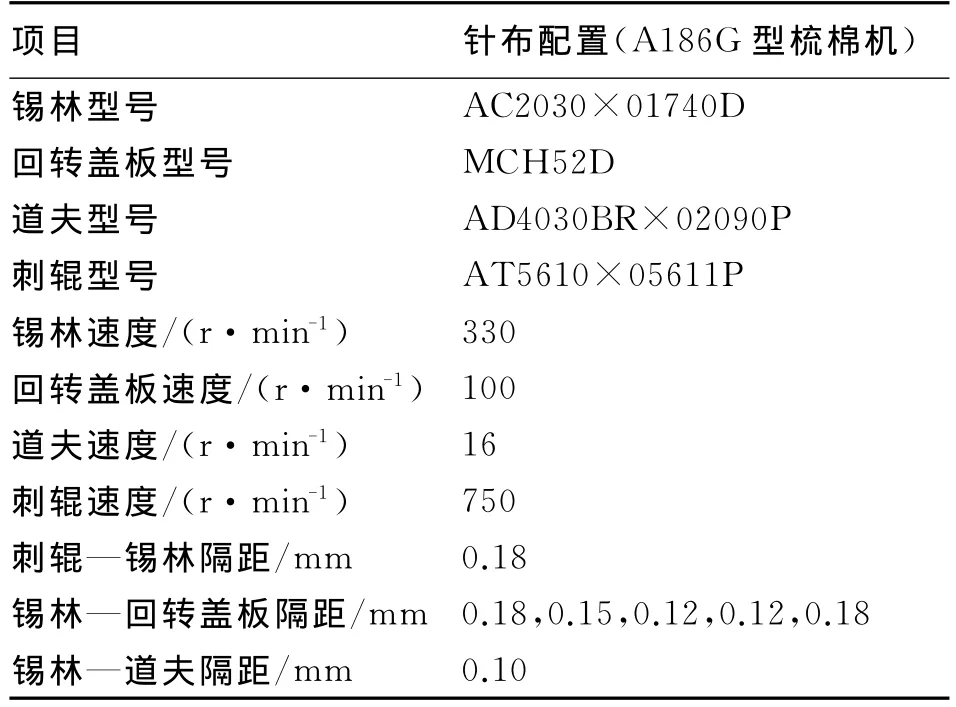
表2 纯棉产品第二次梳理器材工艺选配
以上只是讨论了含色纤维比重较大的产品,而对于含色纤维比重较小的产品,可采用混色梳与本色梳先分后合的工艺路线(A、B条工艺),即先将色纤维与部分本色纤维混色梳理成混色棉条(A条),同时将其余的本色棉做成本色棉条(B条),然后再将混色棉条与本色棉条经并条工序合并处理(A条+B条)。采用这种先分后合的工艺路线时,其中的混色棉条梳理工艺类同于`已讨论的色纤维比重较大的产品梳理工艺,另一本色棉条梳理工艺则等同于本色纺。
2.2 涤棉混纺产品
涤棉混纺类产品涤与棉的混比大都比较接近,如 T/C 65/35,C/T 50/50等。梳理对象主体为异性混合纤维,有色涤、染色棉、本色涤和本色棉的混合物,其中的棉纤维大都采用棉网。
涤棉混纺产品梳理器材工艺选配举例见表3。
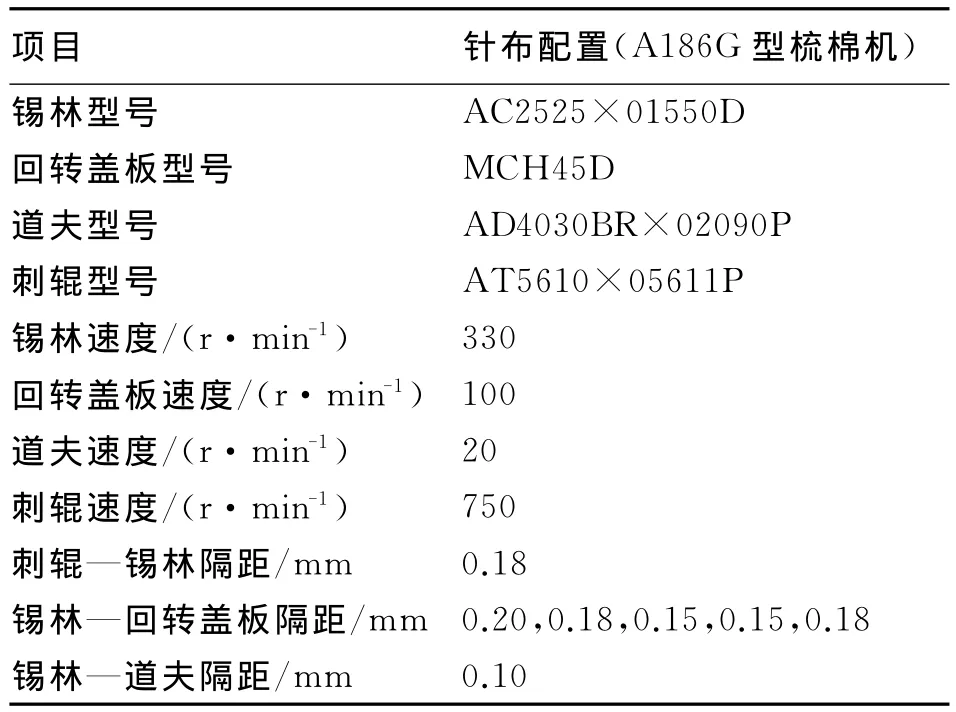
表3 涤棉混纺产品梳理器材工艺选配
说明:梳棉机的主要功能是梳理纤维、实现纤维混色、清除少量细小结杂短绒,排除涤纶粉末、染料残留碎屑等。因此,盖板针布选用棉型或兼容型,盖板针密以中等为宜,过小会梳理不足,过大则会导致盖板花量大,纤维损伤也大。
2.3 粘胶或粘棉混纺产品
粘胶或粘棉混纺类产品梳理的主体原料为异性混合纤维,如有色粘胶、染色棉、本色粘胶和本色棉的混合物,其中的棉纤维大都采用棉网。
粘胶或粘棉混纺产品梳理器材工艺选配举例见表4。
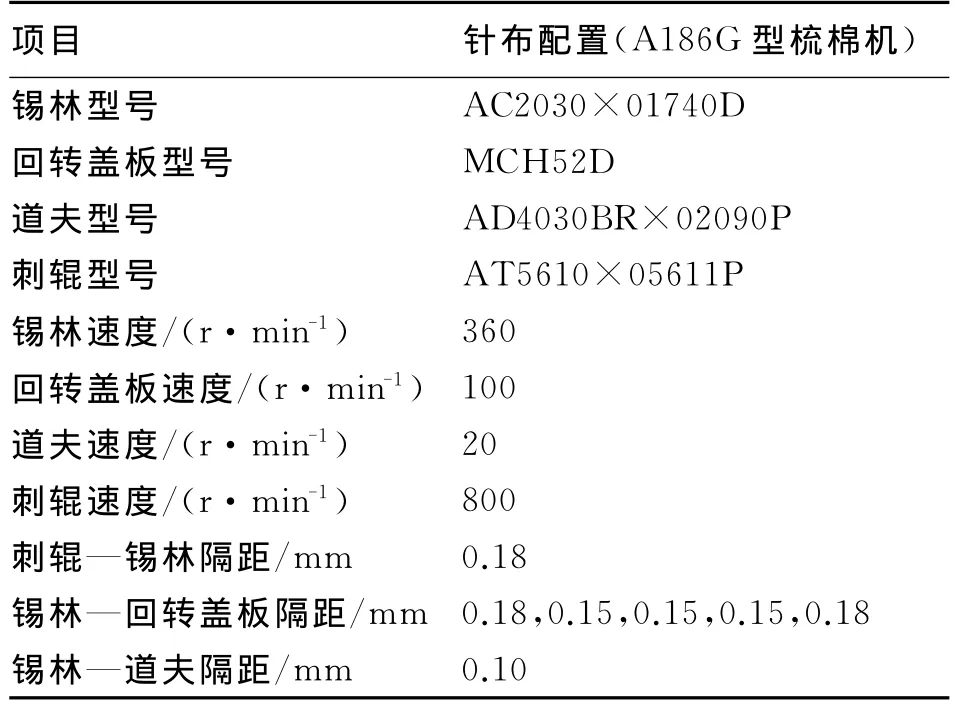
表4 粘胶或粘棉混纺产品梳理器材工艺选配
说明:梳棉机的主要功能是梳理纤维、实现纤维混色、清除少量细小结杂短绒;由于粘胶纤维的特性与棉相近,所以纺粘胶或粘棉混纺用针布选型以棉型为主。
3 色纺牵伸胶辊技术
3.1 存在问题
因为色纺原料选配的特殊性,如果不采取个性化的技术措施,则在纺纱过程中胶辊很容易出现缠绕花、部分纤维脱离胶辊控制、胶辊表面很快老化变硬等现象。
静电绕是染色棉纤维胶辊绕花的常见现象(不同于本色棉纤维的粘绕)。因为经过染色的棉纤维中含有的可导电成分减少,虽有修复性的助剂类物质介入,然而纤维的性能仍不能完全恢复使其抗静电性能下降。纺纱过程容易因纤维与纤维、纤维与胶辊之间摩擦挤压而产生静电,静电产生的干扰力诱发纤维运动状态改变,这是造成胶辊绕花的主要原因。
染色纤维中染料等成分的化学性能是复杂的,不同颜色的染料化学性能不同,这对纺纱胶辊应用会产生许多负面影响。这些成分在胶辊对纤维的挤压摩擦作用下会从纤维中部分释放出来,一是有些物质因摩擦升温产生粘连性,导致胶辊表面产生纤维粘绕;二是有些物质对胶辊表面产生化学破坏作用,使胶辊表面快速老化变硬;三是色纺品种改变时,先前滞留在胶辊表面的异色染料成分还会对后来的品种产生异色污染。
染色纤维间的抱合力小,有些色纤维容易随风飘逸,这也使胶辊对纤维控制带来困难,不仅容易产生胶辊绕花,还会出现纤维飘逸脱离须条主体的情况,这将导致须条截面中的色比发生变化,最终成纱产生色差、布面色起横,严重时还会对成纱的号数、重不匀产生不利影响。
3.2 技术措施
3.2.1 胶辊选型
3.2.1.1 胶辊品牌选择
对于色纺而言,不是最贵的胶辊就一定最适合色纺。染色纤维可纺性差,纺纱首先要解决的问题是生活好做、胶辊不绕花、须条纤维受控不脱散;成纱条干并不是首要指标,色纺纱号也不会太细。因此,一般不必选用进口高档胶辊,以国产品牌为宜。我们曾经做过对比,相比一些进口胶辊,无锡二橡胶的WRC-965型胶辊价廉物美。
3.2.1.2 胶辊硬度选择
相比本色纯棉纺,纯棉色纺用胶辊硬度可以略硬:一是因为色纺胶辊可纺性和寿命更重要;二是因为色纺要面对多品种、小批量、常翻改的市场需求,工艺力求简单统一,品种翻改前后要尽可能不改变工艺或少调整工艺,以减少翻改带来的产量损失。为了保证同一工艺能适应多种性状的纤维,胶辊加压量要偏重掌握,选用硬度偏高的胶辊也是配合加压工艺的需要。
3.2.2 胶辊制作处理
由于染色纤维可纺性差,染料等化学成分对胶辊表面破坏作用较强,因此,胶辊表面的涂料处理方法至关重要。
相比纺本色纯棉纺,胶辊涂料要偏浓掌握,采用二次涂料法[2]:第一次用A、B组份比例较大的稀涂料封底,第二次再使用A、B组份比例较小的浓涂料形成保护层,以起到抗静电、耐磨、防老化的作用。
即使是免处理胶辊,一般也要进行表面涂料处理。免处理胶辊上车运行后能逐渐形成再生膜,但这一自动生成的保护层不足以解决色棉纺纱时的静电等问题,染料等化学成分对胶辊表面的危害作用在再生膜产生的过程中已经发生了;因此,免处理胶辊色纺前应根据实际情况,采用稀涂料一次处理或两次处理。
3.2.3 胶辊使用管理
因为染色纤维对胶辊表面的侵蚀作用,胶辊的制作更换周期要适当缩短。
异色品种翻改时,若有异色污染风险,既使未到周期的胶辊也需调换;但可以只做简单保养,待有适合品种时再返用。
因并条胶辊回转速度高,适纺性问题比较突出,更需采用个性化管理方式:一是对于特殊品种,胶辊可按需适时调换,不可固定胶辊更换周期;二是对于个别易发热胶辊,并条操作工可结合巡回清洁工作,采取牵伸前后胶辊对换的方法来冷却、缓冲胶辊发热引起的绕花问题;三是要制作多种备用胶辊,以便不同品种选用。
3.2.4 相关配套
3.2.4.1 品种安排
要尽可能将色彩相近的品种在同一台机器上接做,避免因防范异色污染而频繁调换胶辊,以减少翻改工作量。
3.2.4.2 纺纱工艺
除胶辊压力偏大掌握以加强对纤维的控制外,适当降低车速是必要的:一为减少摩擦升温引发的静电现象;二为缓解升温导致色纤维中染料助剂类物质粘化侵蚀等负面影响;三为避免并条高速时牵伸区纺纱通道产生的气流、紊流,减少色纤维因气流影响产生飘逸脱离棉条主体的机会。降速不是人们希望的,但色纺时常会适度降速,因为高速引发的各种问题带来的产、质量风险,比适度降速的损失大。
3.2.4.3 环境配合
因为棉纤维中的蜡、脂、胶、蛋白质、糖分类物质在染色过程中被去除或减少,胶辊因湿度引起粘绕的机会下降,所以,可适当加大车间相对湿度[3],如细纱车间的相对湿度可比本色纺高5~10个百分点。这样的相对湿度环境带来的好处是:① 减少静电产生的胶辊绕花;② 色纤维间的抱合力增加,纤维飘逸情况减少,有助于胶辊对纤维的控制。
3.2.4.4 吸风系统
粗、细纱牵伸吸风系统的力度可适当加强,以减少零散纤维在胶辊表面的飘落积存而诱发缠绕花;并条吸风系统的吸点配置和风速控制要合理[4],对于牵伸胶辊上方采用吸风式清洁方式的并条机,尤其要防范吸风配置不当问题,如果风压风速偏高,是有可能吸走部分色纤维而引发色偏或色差、甚至产生号偏或重不匀。
4 色纺差异化产品开发与器材
4.1 段彩纱
段彩纱是色纺新产品开发的成功案例,用段彩纱做成的时尚服饰深受人们青睐,其生产技术核心在细纱工序[5-6],主要是后区变牵伸和双粗纱条喂入。其特征是:粗纱条一主一辅;主条连续运动、辅条间断运动;主条由胶圈牵伸控制、辅条为简单牵伸控制,前区定牵伸、后区变牵伸。
段彩纱技术在不断发展延伸,如在2014年上海国际纺机展上,日本丰田公司展出的新型段彩纺纱机有了新变化:粗纱条双喂不分主辅;三罗拉配两个半宽胶圈,中铁辊为左右台阶式,前中和前后罗拉分别组成两个胶圈牵伸区,分别控制两根粗纱条;双牵伸区均可变牵伸;集聚纺技术介入,双负压吸风槽准确控制左右须条。这是通过器材、专件的变化,带来段彩纱技术发展延伸的案例。
4.2 丝雨纱、丝彩纱
将彩色纱与棉条一并喂入并条机,在并条牵伸区中,彩色纱被牵切成断续状分布在棉网中,与棉网复合,之后经粗纱、细纱进一步复合,最终形成的纱线织物布面有“彩色丝雨”般的花纹。
这一产品的技术关键是对棉条牵伸的同时实现对彩纱的牵切[7-8];但对胶辊选型制作、牵伸加压工艺配置有特殊要求。
以上两个色纺差异化产品开发案例,说明色纺产品开发离不开器材配套,没有适配的纺纱器材,将无法开发差异化产品;换而言之,色纺差异化产品开发需要更多更好的器材和相对应的技术方案。
5 结语
色纺作为纺织业的新兴分支具有诸多优势,但色纺不能简单套用普通本色纺纱的工艺方法和器材选配原则,研究色纺技术对于中国纺纱企业而言具有现实意义。对于色纺以有色纤维、棉网为原料及棉与化纤混合投料的原料选配方法和多品种小批量等特征要求,梳理纤维应遵循相适应的梳理工艺原则;牵伸纤维要从胶辊选型、制作等多方位采取措施,以避免或减轻胶辊适纺性差、易老化等问题。色纺差异化产品开发离不开器材、专件的技术配套。
[1]桂亚夫.色纺梳理工艺探讨[J].棉纺织技术,2012,40(11):61-63.
[2]桂亚夫,张太顺,朱兴学.纯棉色纺纱用胶辊技术探讨[J].纺织器材,2014,41(4):36-38.
[3]桂亚夫.色纺异色纱疵危害成因及防范[J].上海纺织科技,2013(11):43-44.
[4]桂亚夫.色纺并条技术研究[J].棉纺织技术,2012,40(2):19-21.
[5]孟进,马建辉,项玲.梦菱纱(Moly)生产实践[C]//“金昇杯”第一届全国棉纺织行业中青年科技工作者论坛论文集,2005.
[6]桂亚夫,徐亚军,吴洪华.后区竹节纱的纺制体会[J].棉纺织技术,2011,39(2):44-46.
[7]何卫民,刘真真,桂亚夫.一种丝雨纱及其生产方法和生产丝雨纱的装置:中国,201110049702[P].
[8]桂亚夫.断续复合色纺技术的应用[J].棉纺织技术,2013,41(9):40-42.
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织科学研究(2021年6期)2021-07-15
山东纺织经济(2019年5期)2019-02-19
东西南北(2019年24期)2019-02-10
中国生殖健康(2018年8期)2018-10-22
消费者报道(2018年2期)2018-04-10
纺织导报(2015年6期)2015-12-31
化纤与纺织技术(2015年1期)2015-12-26
护理研究(2015年18期)2015-05-14
