
包装企业一种边料排废系统的降噪减尘技术
2015-12-17 07:45时孝国徐州创源材料包装公司
上海包装 2015年2期
■ 文/时孝国 徐州创源材料包装公司
包装企业一种边料排废系统的降噪减尘技术
■ 文/时孝国 徐州创源材料包装公司

从2001年11月我国加入WTO世界贸易组织以来,工业化进程加速,社会财富的积累使我国迅速成为了世界第二大经济体。可是工业化进程伴随着的环境问题,却日益严峻,在一些污染高峰城市,严重雾霾导致PM2.5检测表频繁报警,全球每年约210万人死于PM2.5等颗粒物浓度上升。我们生活在各种各样的工业废弃颗粒漂浮着的大气中,作为向大气排放污染物的广大工矿企业应该本着对社会负责的态度,积极的思考“三废”排放最小化的途径,政府也应该积极引导企业“三废”向再循环利用转型。
随着电子商务技术的日益完善,网上交易已经走进了我们千家万户,网购成为了一种时尚。在促进经济发展的同时,也是对包装行业形成了一次蓬勃发展的机遇,大量中小型包装企业应运而生,在包装行业的工业化进程中,如造纸、涂布、镀铝、印刷、覆面等产品在制造过程中无不产生强烈的震动噪声,无不向环境排放大量粉尘,对一线工人来讲极易可能造成永久性的噪声聋、振动病、各类粉尘尘肺。面对环境和作业条件恶化,高新环保型生产机械由于研发周期长、成本高,推广缓慢,许多中小型包装企业依然使用十几年前的设备技术,设备更新慢可是环境问题已经迫在眉睫,在就要求广大生产一线的科技工作者们立足于企业的实际情况,积极探索敢于实践的进行,低成本的降噪减尘技术的研究和推广。
包装行业尤其是纸业加工的公司,大量使用分切机械、包装机械、复卷机械、修膜机械等等,这些被广泛使用的包装机械,体型大、重量大、产量大,伴随着的是振动大、噪声大、粉尘大。目前我国专用大型包装机械,为了保证产品质量,需要将物料两侧边缘切除,切除的边料经过回收进行无害化处理,回收过程中通常使用三类技术,1、将边料打断成一定长度的条形物料,再经过离心风机产生负压,输送打断后的物料至集料箱,进行回收处理;2、依靠强大的负压,将物料整条输送至集料箱;3、将边料切断成长度较小的物料,利用离心风机产生的负压,输送物料至除尘器内。三类技术虽然都考虑了职业健康和环境污染问题,可是都不甚理想。
徐州创源材料包装公司目前有5套独立的分切机组,转移银卡生产线上有两套剥离机组和两套修膜机组,目前使用的边料排废系统,主要由纸边旋转切断装置、离心风机、负压管道和集料箱体构成。其原理为由安装在排废系统末端的离心风机为动力源,通过排气产生负压,将纸边吸入专用管道,沿管道进入纸边旋转切断装置,切断成20cm至30cm长短料,通过负压管道进入集料箱进行纸气分离,纸条留下,空气通过离心风机排入大气,集料箱在生产区域附近。生产中出现的问题是:
(1)纸边旋转切断装置为模仿国外设备自制,受加工条件限制,加工精度及材料强度不高,经常出现磨损、卡刀、缠纸边等故障,维修频繁,维修成本较高;
(2)切断后的边料产生大量粉尘,在管道负压输送至集料箱后,被排入大气,污染环境;
(3)一定浓度的粉尘从管道负压中逃逸,在生产区域内弥漫,不利于员工的身体健康;
(4)现有的纸边旋转切断装置和排废离心风机虽然有隔音装置,但是设备布局在作业区域,振动和噪声依然很大;
(5)现在采用的负压吸取方式因进风量等因素影响离心风机额定压力,压降明显,制约了传输距离,集料箱的位置及管路影响生产现场整洁,污染现场的同时会有安全隐患。
我们根据国家标准《作业场所粉尘测定方法》GB538-86,按照设备南北轴线,连续的选取采样点来检测粉尘浓度。采样点空气中总粉尘浓度计算公式:

式中:M2-采样后滤膜质量(mg)
M1-采样前滤膜质量(mg)
Q-采样流量(L/min)
T—采样时间 (min)
使用总粉尘采样器收集数据并计算一个8小时工作日内的粉尘浓度值(mg/m3)分布。

表1 一个8小时工作日内的粉尘浓度值调查
我们使用THX-8928噪声测定仪,按照GB12349-90《工业企业厂界噪声测量方法》,,检测作业区域一个8小时工作日内的噪音值(分贝)分布。

表2 一个8小时工作日内的噪音值调查
怎样才能高效的解决降噪减尘呢?我们根据GB/T24001-2004《环境管理体系要求及使用指南》的要求,在消除环境风险时可以采取消除、替代、工程控制、行政控制、个人防护等方法。综合考虑比较适合本公司良性和长期发展的方法,是采取工程控制法。
降噪减尘主要从设备入手,噪音大来源于大功率设备的应用,粉尘大来源于边料处理的工艺。当然降低噪音最简单的方法就是采用小功率机械,减少作业过程中设备运行的振动,如何实现呢?我们研究决定,更改管道负压的产生方式,以减少离心风机的功率。
纸边旋转切断装置切断边料是造成粉尘浓度大的主要原因,如果将该设备去除,既减弱了粉尘的产生,又降低了噪音。实现一种方法,不切断或打断边料,物料成条的在离心风机作用下被输送至集料箱。为此我们经多次验证决定引入文丘里管,文丘里管是利用物理原理产生负压,离心风机不再为管道产生负压服务,而改为利用其正压吹除边料至集料箱。我们将集料箱安装于生产区域50米外的废纸房内,边料和正压空气在集料箱处分离,空气将不再直排入大气,而是在废纸房内进行无害化回收处理。
设计思路的优点为不切断边料明显降低粉尘,使用文丘里管物理产生负压,降低能耗和振动;其缺点为离心风机的作用由利用其负压转变为利用其正压,设备选型验算繁琐,技改方案没有可供借鉴的经验,摸索前行会造成能源消耗和成本增加。根据我们初步的技术设计,降噪减尘机械的运行原理为在包装设备边料排废区增设高压离心风机和负压发生器,利用文丘里管入口负压吸进整条边料,而后边料从文丘里管出口进入到离心风机产生的正压管道,被正压风送至50米外的集料箱。
2014年10月份我们设计了技改方案:
(1)在包装机械侧面安装负压产生器(即文丘里管),用于负压的产生,在负压发生器下方安装高压离心风机,用于正压的产生;
(2)在离心风机出口至车间西侧废纸房安装pvc管道(直径200mm),用于正压风送边料,为不影响消防通道及运输通道,管道将垂直升高5.5米到辅料房屋顶,从屋顶直接铺设到废纸房顶;
(3)管道进入废纸房内的集料箱,进行收集边料打包处理,并对正压空气内的粉尘进入除尘布袋收集,排入大气的即为干净的空气;
(4)为安装在包装机械侧面的离心风机,加装消音器及隔音箱以进一步降低噪音;
(5)设计方案预留粉尘进入口,以备于降低包装机械其他部件产生的粉尘浓度,并可以作后期持续改进使用。
这是我们设计的技改蓝图:
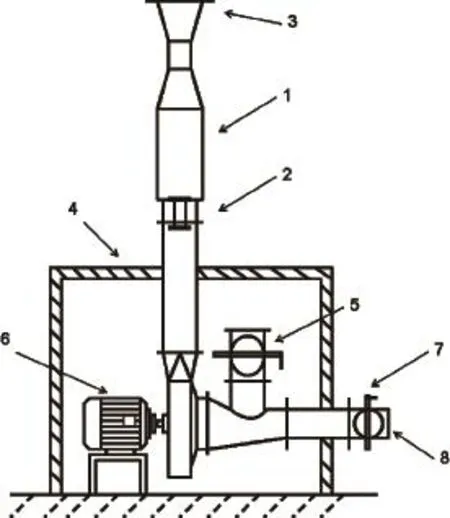
图1 机械设计主视图
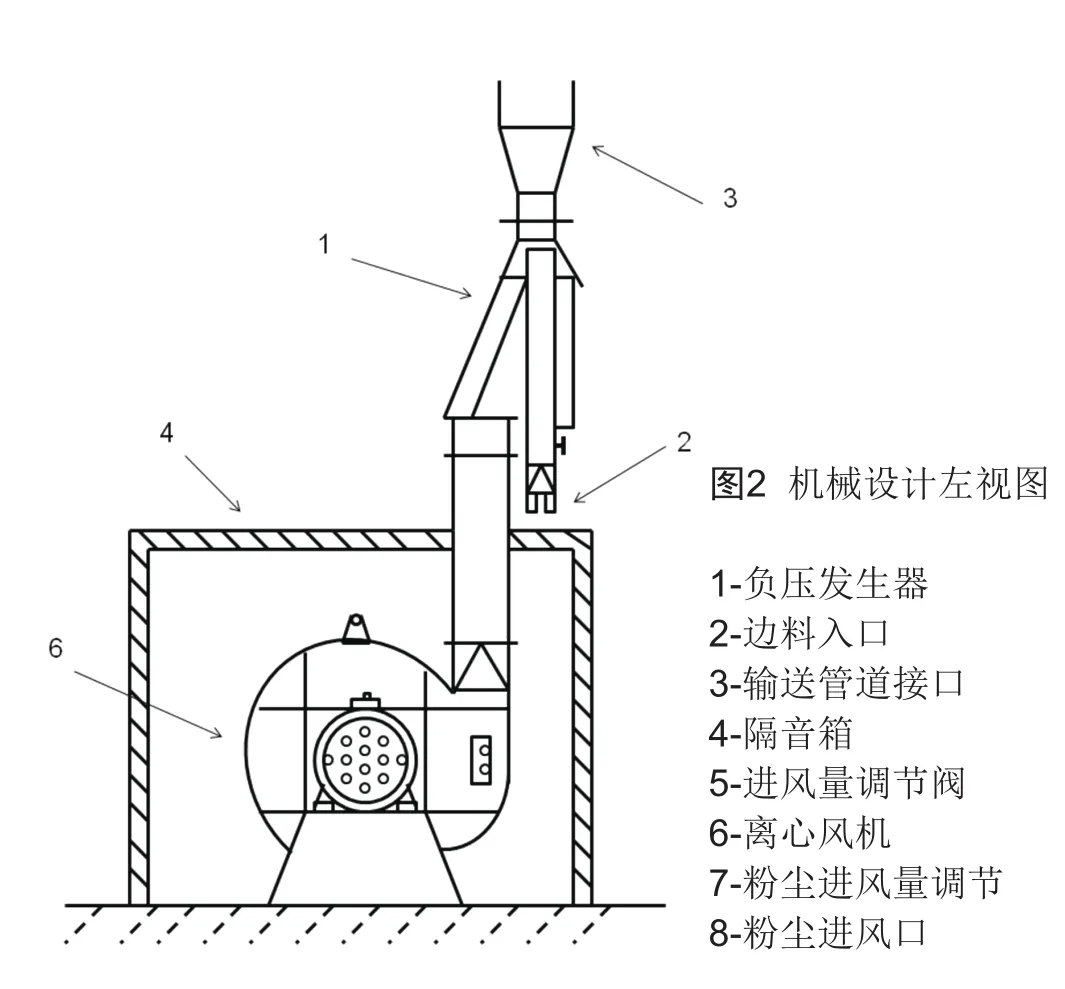
图2 机械设计左视图
原集料箱根据厂房的布局和工艺的要求,设置在生产区域附近,既是一个污染源,又是一个危险源。现在我们将其安装在远离生产区域的废纸房内。由于包装区和废纸房距离较远,如果管道布置方案考虑不足,存在造成二次污染的可能。因此我们决定将管道布线安排在厂房5.5 m以上空间。
技改设备的选型参照机械的运行参数,包装机械线速为100 m/min,边料克重为232 g/m2±03%,含水率6%~8%,边料宽度为2~5 mm,按照所有需要修边的设备均作业(最大产能),综合考虑并现场验证,我们选择管径为200mm的PVC管材。
由于正压输送距离约为50米,需较高风流量及风速,设定管径为D=200 mm,风速为20 m/s,选用风机理论计算如下:
管道截面积:s=πr2=3.14*(0.1)2=0.0314 m2
流量:Q=vs=20*0.0314=0628 m3/s=2260.8 m3/h
管道长度:L=36.7+11+5=52.7m
阻力系数:£1=0.02L/D=0.02*52.7/0.2=5.27
因需要转90°弯3个,阻力系数修正值:£2=0.75*3=2.25
总阻力系数£=£1+£2=5.27+2.25=7.52
静压PS= £PV2 /2=7.52*1.2*202/2=4087.2 Pa
动压Pd=PV2/2=1.2*202=240 Pa
全压P=PS+Pd=4087.2+240=4327.2 Pa
因此,所需流量为2260.8 m3/h,压力为4327.2 Pa,对照风机流量参数1610-2260.8 m3/h档,风机全压参数5697-5517Pa档,我们选择了9-19-5A、7.5KW风机,(此结果为理论计算,以现场试机效果为准)。
负压发生器入口与包装机械排废口相连,管径取D=25.4 mm;出口与正压管道相连,管径取D=200 mm;负压发生器与离心风机出口连接点,管径取D=200mm。
本次针对包装机械边料排废技术的改造,由本单位自主设计、自主实施,总费用约为2.4万元,成本较低。直接淘汰了导致噪声和振动指标居高不下的设备,能耗明显降低,能效也显著增加,设备总功率由改造前11.75KW降低到7.5KW,设备维修和维护费用也大大减少。本次技改使作业区域的粉尘浓度明显降低,向大气排放的粉尘浓度基本可以忽略。
改造后我们再次使用总粉尘采样器收集数据并计算一个8小时工作日内的粉尘浓度值(mg/m3)分布。

表3 改造后的粉尘浓度值调查
改造后我们使用噪音计,再次检测作业区域一个8小时工作日内的噪音值(分贝)分布。

表4 改造后的噪音值调查
我们利用工程控制技术,完成了包装机械排废系统的降噪和减尘任务,以较低的成本实现了环境改善的目的,然而针对整个包装行业各种型号和功能的机械来说,降噪减尘依然是一个面临的难题,巨额的技改成本成为了制约环境改善的瓶颈。为了降低技改成本,我们利用文丘里管的原理物理产生负压,本设备除了管道内阻外,几乎不消耗能源,将离心风机独辟蹊径的由利用负压改为利用正压,降低了噪音,将打断边料工艺直接取消,也断绝了粉尘产生的途径。

猜你喜欢
建材发展导向(2022年10期)2022-07-28
房地产导刊(2022年5期)2022-06-01
防爆电机(2021年6期)2022-01-17
黑龙江交通科技(2020年8期)2020-09-08
作文成功之路·小学版(2019年9期)2019-10-17
上海公路(2019年2期)2019-10-08
资源节约与环保(2018年1期)2018-02-08
临床医药文献杂志(电子版)(2017年11期)2017-05-17
湖南农业(2017年1期)2017-03-20
中国医学装备(2016年6期)2016-12-01
