
前悬上横臂支架冲孔模设计
2015-12-16 07:17尤华胜
锻压装备与制造技术 2015年5期
刘 超,尤华胜
(1.湖南衡阳技师学院 汽车工程系,湖南 衡阳 421101;2.衡阳风顺车桥有限公司,湖南 衡阳 421099)
0 引言
如图1所示为某前悬上横臂工件图,材料SAPH370,厚度3mm。该工件的特点是尺寸精度要求较高,由于要安装球销总成,因此球销孔位置精度要求高,故孔位公差要求在0.50mm公差范围内。改进前采用的是利用钻模进行钻孔,然后对钻孔处进行倒角,因钻孔效率偏低,造成质量不能保证,成本过高,也影响了装配质量。
1 工艺方案
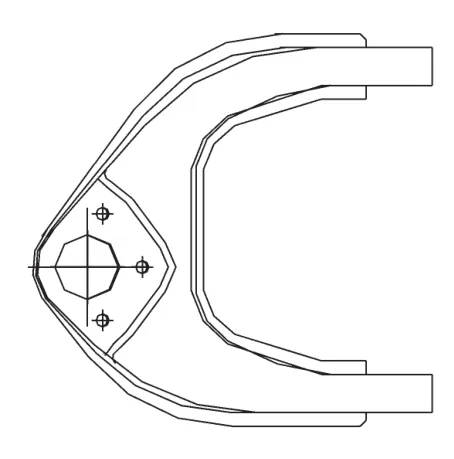
图1 工件示意图
由于零件上四个孔的位置尺寸精度较高,冲孔时分两次进行,先冲中间大孔,再由大孔定位,冲旁边三个小孔。据此设计冲孔模具,既确保产品质量,又大大提高生产率。
2 冲裁设备选择
通过计算,整套模具包括卸料装置在内,冲孔总冲裁力为130t。由于此模具外形尺寸较大,考虑安全性,选择160t冲床较适合。
3 凸、凹模刃口尺寸设计和压力中心
如图2所示为零件四孔位置局部示意图。经分析,确定模具的成形凸、凹模采用配合加工,冲孔尺寸以凸模为准,考虑尺寸稳定性,凸、凹模尺寸单边间隙控制在0.25~0.3之间。
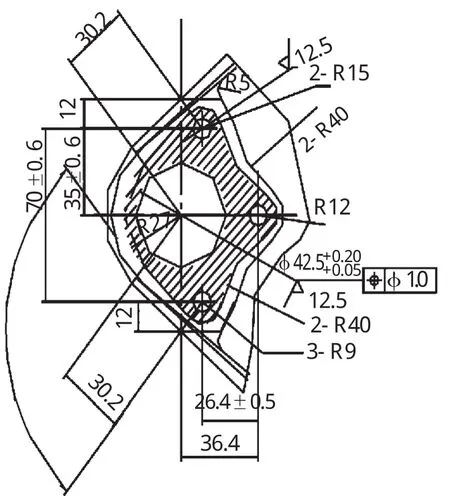
图2 零件四孔位置局部示意图
通过理论计算,本模具的压力中心在球销孔中心上。
4 结构及工作原理
模具采用双导柱模架,上下模座采用调质材料45#钢。左、右两边均配有导套、导柱,用来对正上、下模中心。导套、导柱材料均采用20#,淬火硬度控制在40~45HRC,上模中配有模柄,以便与机床对正连接,模柄材料采用45#。为便于取件和操作,上模中设有卸料块杆、卸料螺钉、凸模固定板,材料均选用45#,调质处理,上模中还设有橡胶,橡胶选用聚胺脂材料,下模中设有冲孔凹模、凹模固定块、定位座、定位块、定位销及垫块,材料选用45#,调质处理,冲孔凸模安装在上模中的凸模固定板中,冲孔凹模安装在下模中间的凹模固定块中,冲孔凸、凹模材料选用Cr12MoV,淬火硬度控制在56~60HRC。为定位可靠,在左边设有定位装置,定位装置中设有定位座、定位块和定位销,为了便于上模中的落料零件出模,上模中设有卸料机构,在凸模固定板上设有一台阶孔,卸料螺钉安装在凸模固定板上的台阶孔中,导套一端紧配安装在上模座左、右两边,另一端安装在上模座的下方,导柱一端紧配安装在下模座左、右两边,另一端安装在下模座的上方,导柱的另一端与导套内孔采用滑配,便于上、下模可靠定位,模柄小头安装在上模座上方,模柄另一头安装在上模座的中间,与上模座紧配连接,结构示意图如图3所示。
该模具工作原理为:首先把工件安装在下模座上的定位块中,用来定位、导向,启动机器。当上、下模合模后,上模座的凹模对下模座上的工件接触,冲床的下死点到位时,上模中的冲孔凸模与下模中的冲孔凹模接触,切断后,机床回位,弹簧也回位、利用上模的卸料机构,将上部的落料零件打出来。
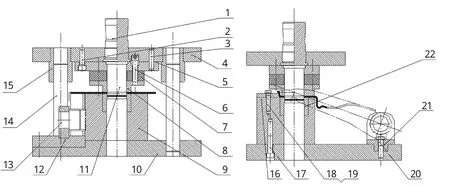
图3 模具结构示意图
5 结论
依此工艺方案设计冲孔落料模,实践证明效果良好,不仅确保了产品质量,而且大大提高了生产效率。
[1] 王再生.冲模设计手册[M].北京:机械工业出版社,1988.
[2] 郑家贤.冲压技术与模具设计实用技术[M].北京:机械工业出版社,2005.
猜你喜欢
模具制造(2022年2期)2022-03-25
机电元件(2020年4期)2020-08-31
安徽工业大学学报(自然科学版)(2019年3期)2020-01-15
兵器知识(2019年10期)2019-11-04
锻压装备与制造技术(2019年4期)2019-08-28
制造技术与机床(2018年11期)2018-11-23
橡塑技术与装备(2018年21期)2018-11-13
金属加工(冷加工)(2018年2期)2018-03-22
橡塑技术与装备(2018年4期)2018-03-01
橡塑技术与装备(2018年2期)2018-01-16
