
接线板端盖的复合模设计
2015-12-16 07:17张丽
锻压装备与制造技术 2015年6期
张 丽
(湘潭技师学院,湖南 湘潭 411000)
1 冲压工艺分析
如图1所示为接线板端盖零件示意图。材料08F,厚度1mm,大批量生产。
08F为优质碳素结构钢,是用于制造重要机械结构零件的非合金结构钢,具有一定的强度和韧性,具有良好的拉深工艺性能。可用来制成薄板,制造深冲制品、油桶、高级搪瓷制品,也可制成管子、垫片及心部强度要求不高的渗碳和碳氮共渗零件、电焊条等。
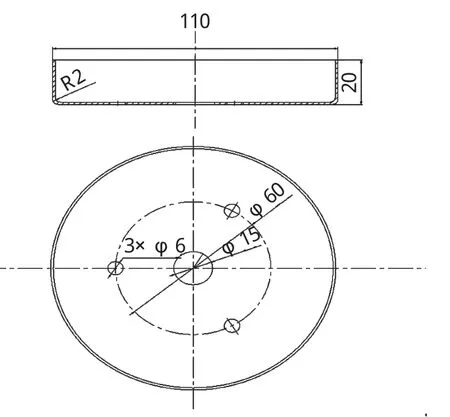
图1 接线板端盖
根据零件形状(对称)特点,确定零件排样为直排方式,采用条料形式,横截,留有废料来作搭边。用导料销进行导料。
此零件结构比较简单,孔结构对称,适合冲裁。零件图上所有未注公差尺寸属于自由尺寸,可按IT14级确定工件尺寸公差。零件尺寸精度要求不高,形状不复杂,圆角处半径为2,拉深深度只有20,可以一次成形拉深。主要难点是拉深可能会使制件变形、断裂或起皱,所以采用压边圈防止出现问题。还有零件产量较大,根据材料较薄(1mm)的特点,应保证孔位精度。此模具采用导料销进行导料,弹性卸料装置,采用自然漏废料方式的冲裁结构。
在排样设计上,根据该冲压件的形状特征,采用单排排样。此排样为废料排样,模具沿工件全部外形进行冲裁,工件周边均留有搭边,保证冲裁件质量,冲模寿命较长。但若选择搭边值不合理,就会造成材料浪费或缩短冲头寿命。查相关表格,设计的排样图如图2所示。
2 确定工艺方案
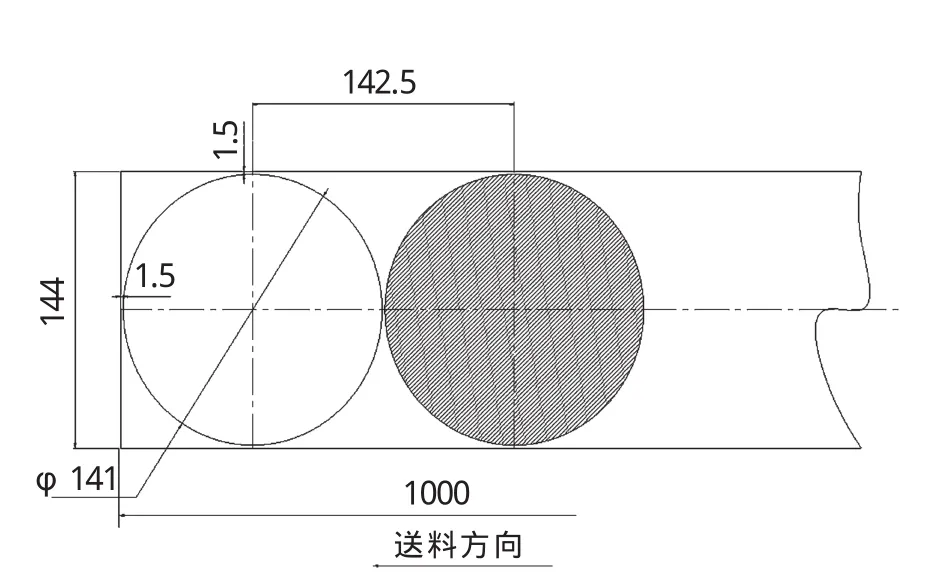
图2 排样图
该零件包括落料-拉深-冲孔三个基本工序,根据零件形状和尺寸要求,可以采用单工序模生产、复合模生产和级进模生产三种模具方案。三种方案对比如表1所示。

表1 三种模具方案对比表
本零件产品批量较大,所以工序分散单一的单一工序生产不能满足生产需要,应考虑集中的工艺方法。经综合分析,采用落料拉深和冲孔复合模,既能满足生产量的要求,又能保证产品质量和模具的合理性。
3 模具装配图设计
如图3所示为模具装配示意图。模具闭合高度245mm。
图3为制造接线板端盖的顺装复合模结构图。冲裁时制件部分材料及外部余料均处于压紧状态下进行分离,其特点是冲孔废料是从拉深冲孔凸凹模中自然漏料,使型孔内不积聚废料,使凸凹模胀裂力小,冲压件平直度高,尺寸精度也高,适合于薄料冲裁。但制件和废料都是从分模面排除的,需要及时进行清除,并需二次清理,所以操作不如倒装复合模方便,且不太安全。正装复合模需在底座下增设弹顶装置,方可将制件从凹模中顶出。
4 模具装配与调试
模具安装和调试正确与否,直接影响冲件质量和模具使用寿命。
4.1 安装、调试前的准备
熟悉所要调试的零件冲压工艺规程和各工序要求;熟悉冲模结构特点和动作原理;了解冲模安装方法和使用要求、注意事项。
(1)检查模具的安装条件。①检查压力机的公称压力是否满足冲压力的要求;②检查模具的闭合高度是否与压力机的相符;③检查压力机的行程是否满足模具工作要求;④检查压力机的漏料孔、工作台面顶杆及孔径是否与模具匹配;⑤模具打料杆的长度与直径是否与压力机的打料机构相适应。
(2)检查压力机的技术状态。①检查压力机的离合器、制动器及操作机构、安全保护控制装置是否正常工作;②检查压力机上的打料螺钉是否有效,并调整到适当位置;③检查压力机上的压缩空气垫的压力、操作是否灵活、可靠。
(3)模具装配合理性检查。①冲裁模具。模具凸凹模间隙相应于产品要求和冲压材料是否合理,沿刃口周边间隙是否均匀;②上出料用顶出机构,顶出作用是否一致有效,特别是冲件面积大的更要求其一致性;③下出料洞口不应有倒锥度(反梢),尤其是窄槽、小孔应有正锥度10′~15′,废料排出应通畅。④刃口是否锋利,刃口表面粗糙度小于Ra1.6um。
4.2 装配

图3 落料、拉深、冲孔复合模装配图
复合模一般以凸凹模作为装配基准件。其装配工序为:①装配模架;②装配凸凹模组件(凸凹模及固定板)和凸模组件(凸模及其固定板);③将凸凹模组件用螺钉和销钉安装固定在指定上模座的相应位置上;④以凸凹模为基准,将凸模组件及凹模初步固定在下模座上调整凸模组件及凹模的位置,使凸模刃口和凹模刃口分别与凸凹模的内、外刃口配合并保证配合间隙均匀后固紧凸模组件与凹模;⑤装上弹顶卸压器;⑥试冲检查合格后,将凸模组件、凹模和相应模座一起钻绞销孔;⑦卸开上下模,安装相应的定位、卸料、推件或顶出零件,再重新组装上、下模,并用螺钉和定位销紧固。
4.3 调试的技术要求
(1)模具装配后,应经外观和空载试验合格后才能进行试模。应按冲模技术要求和图样要求进行外观检验。
(2)试模材料必须经过检验,并符合技术要求。试冲时所用设备必须符合工艺规程要求,设备应完好,运转正常,以防损坏模具。①冲件质量按产品零件图、工艺规程和有关验收技术要求检验。②试冲合格,模具交付使用前,应带有检验合格手续和相关的工艺验证记录。
[1] 沈言锦.AZ60镁合金汽车垫片冲压工艺与模具设计[J].特种铸造及有色合金,2013,33( 9):855-857.
[2] 李春友,等.一种轿车横梁加强板冲压工艺分析与设计[J].热加工工艺,2013,42( 1) :132-135.
[3] 周美蓉,等.JBSAN盖板冲压工艺与模具设计 [J].模具工业,2011,37( 6) :35-38.
[4] 沈言锦.接线座支架多工位级进模设计 [J].模具工业,2008,34( 2) :16-18.
[5] 沈言锦,张志鹏.冲孔弯曲件多工位级进模设计[J].模具制造,2011,( 5) :37-42.
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具制造(2021年7期)2021-09-14
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
诗林(2016年5期)2016-10-25
锻压装备与制造技术(2016年3期)2016-06-05
中原工学院学报(2014年3期)2014-04-01
