一种并联金属膜片贮箱均衡排放控制措施研究
2015-12-16 07:23张荣荣
火箭推进 2015年6期
张荣荣,任 枫,张 亮
(上海宇航系统工程研究所,上海201109)
0 引言
为提高承载能力,目前国内外运载火箭三子级、上面级和航天器的输送系统多采用4个贮箱两两并联的布局构型,4个贮箱安装在同一平面上,2个氧化剂与2个燃料贮箱两两并联。如“MiTEx项目”上面级、“阿里安5”上面级、“Fregat”上面级、“第聂伯”火箭上面级、“AVUM”上面级、二代导航上面级、“阿波罗”载人登月飞船推进系统、“神舟”飞船推进系统等。飞行过程中,2个并联贮箱内同种推进剂消耗会存在差异,这个差异称为并联贮箱排放不均衡量,排放不均衡会引起航天器的质心变化,甚至会影响航天器的正常飞行。因此,并联贮箱的排放不均衡量一直是输送系统的一个重要技术指标。并联金属膜片贮箱的排放不均衡量既与并联的2个金属膜片贮箱本身的金属膜片压差性能差异有关,也与增压输送系统的管路流阻特性和增压性能偏差有关。
某型三级运载火箭是我国新一代快速发射的液体运载火箭。三子级增压输送系统为泵压式双组元系统。由增压系统、推进剂贮存和输送系统及发动机组成。推进剂贮存和输送系统由4个180 L金属膜片贮箱及液路管路等组成,采用四氧化二氮和偏二甲肼作为推进剂。本文主要研究并联金属膜片贮箱均衡排放控制措施,探讨并联金属膜片贮箱均衡排放的分析评定和试验验证方法,并通过试验验证。
1 并联金属膜片贮箱不均衡性评定方法
1.1 并联金属膜片贮箱输送不均衡性计算原理
并联贮箱推进剂输送不均衡量计算原理如下:
系统的过载为g;贮箱液面高度为Z,在两贮箱中分别表示为H1和H2;贮箱内膜片液侧压力分别为p1和p2;输送总管的入口压力为p;两贮箱出口到总管入口的管路压力损失分别为Δp1和Δp2;两输送支管内的推进剂流速分别为v1和v2;输送支管面积为A。根据伯努力方程:

得,贮箱1:

贮箱2:

其中管路压力损失

式中:λ1和λ2为沿程损失系数;l为管长;d为管内径;ξ1和ξ2为沿输送支管各种局部阻力系数总和。
沿程阻力损失和液面高度差形成的压差与其他项相比非常小,在计算中可进行忽略,根据此原则,式(5)和(6)可变为以下形式:

将式(7)和(8)代入式(4),可得:

根据发动机工作原理,发动机运行过程中,氧化剂和燃料流量保持恒定,因而2根输送支管中推进剂流量和为恒定值,即

联立式(9)和(10)即可求解出输送支管的流速v1和v2。
再按下式对每一时刻的流量进行积分,即可得总输送不均衡量ΔM

由式(9),(10)和(11)可知,对于直径恒定的并联贮箱输送管路,计算输送不均衡量需要知道的参数有:①两并联贮箱液面压力差p2-p1,在贮箱增压压力相同时,p2-p1为贮箱膜片翻转压力偏差;②管路阻力系数ξ1和ξ2;③时间t。
地面试验中用水代替真实推进剂,试验得到的不均衡量是水的质量,增压输送系统的技术指标是推进剂的不均衡量,因此推进剂的不均衡量需转换成水的质量才能评价并联贮箱均衡排放试验是否满足要求。
将水作为试验工质后,式(7)中的密度ρ发生变化,为保证膜片翻转压力偏差p2-p1仍与实际推进剂工作状态一致,需改变两输送支管的流速v1和v2,即管路总流量v需发生变化,变化时需令:

按式(10)对试验水流量模化计算,结果见表1。
表1 水试验模化流量换算结果Tab.1 Modeling flow conversion result for water test
推进剂输送不均衡量则按下式计算

1.2 并联金属膜片贮箱输送不均衡性排放控制措施
针对并联贮箱推进剂输送不均衡量的计算分析结果,影响推进剂输送不均衡性的主要因素及控制措施为:
1)增压压力偏差
增压压力偏差采用同组元贮箱气枕连通的方法控制,增压压力偏差很小,可忽略不计。
2)膜片的翻转压力偏差
膜片的翻转压力为膜片本身特性,主要受膜片材料的机械性能和加工工艺影响。膜片材料的机械性能主要受材料的晶粒度、硬度及抗拉强度、伸长率等影响。对于同批次的材料,如果忽略材料机械性能方面的差异,那么膜片的翻转压力偏差受膜片加工工艺控制。由于膜片的压降值无法预先测量,一般通过膜片的加工工艺过程控制厚度、硬度等重要参数,通过一定的子样数来获取膜片压降的分布规律。评价一个批次中膜片厚度分布的一致性高低,主要考虑两个方面:
一是各高度带上膜片平均厚度偏差,以一批次膜片的平均厚度作为基准,计算每一片膜片相对于本批次膜片平均厚度的差值,差值越大,表明该膜片厚度偏离本批次膜片平均水平越大,即该膜片厚度相对于本批次膜片平均水平的一致性越低。
二是同一高度带上膜片厚度分布的不均匀性,即计算膜片在同一高度带上周向厚度的标准差,标准差越大,表明该膜片在同一高度带上周向厚度分布越不均匀,即该膜片自身厚度分布的一致性越低。
膜片厚度相对均值偏差越小、相对标准差越小,则该膜片相对于本批次膜片平均水平的一致性越高。选配的原则是选择同一批次中膜片厚度分布一致性高、膜片硬度无较大超差的膜片。
3)管路流阻
管路的流阻可以通过理论计算和地面试验获取,并通过节流圈来降低同种组元推进剂排放不均衡量。在总装管路布局时,对液路输送管路设计时采用同种规格的导管,对同组元贮箱输送管采用全对称设计原则,减小管路流阻差异。
2 某典型金属膜片贮箱不均衡量计算
某型运载火箭三子级增压输送系统采用常温氦定压力增压,4个180 L金属膜片贮箱贮存推进剂。设计时,在满足指标的前提下尽可能使系统简化且系统参数优化,在通过试验获取并控制膜片翻转压力范围后,增压输送系统采用压力调节器增压、液路导管对称布局、输送管路增加节流圈3项措施有效控制同种组元推进剂排放不均衡量。增压输送系统整个工作过程中,假设贮箱膜片翻转压力≤0.1 MPa,膜片翻转压力偏差平均值≤0.015 MPa,进行算例分析,当其中1个贮箱推进剂耗尽,停止计算,通过2个贮箱的推进剂差值计算不均衡量。
管路阻力损失包含有输送支管(含节流圈和电爆阀)阻力损失、液路过滤器阻力损失、输送总管阻力和动压损失,氧燃输送支路额定条件下(15℃,氧流量1.425 kg/s,燃流量0.7 345 kg/s)的阻力设计范围分别为0.055±0.002 MPa和0.05±0.002 MPa,据此对输送支路阻力系数进行计算,结果列于表2。

表2 输送支路阻力系数计算结果Tab.2 Calculation result of resistance coefficient for feeding line
下面对不同翻转压力偏差下的不均衡量进行计算分析,计算时同种推进剂两侧输送支路分别选取管路阻力系数上下限值。
额定流量 (氧 1.425 kg/s,燃 0.7 345 kg/s)和额定温度(15℃)下,不同翻转压力偏差引起的推进剂输送不均衡量变化情况见图1。
图1 某典型金属膜片贮箱不均衡量计算结果Fig.1 Inequality calculation result for a certain type of metal diaphragm tank
可以看出,随着翻转压力偏差的增大,推进剂输送不均衡量增大。其中,在0.015 MPa的最大翻转压力偏差下氧燃输送不均衡量分别为35.3 kg和21.6 kg。同种组元推进剂排放不均衡量控制满足氧化剂不大于36 kg,燃料不大于22 kg,符合预期要求。
3 某典型金属膜片贮箱均衡排放试验方案
并联金属膜片贮箱的均衡排放性能需要通过地面试验来验证。试验系统模拟整个三级氧箱和燃料箱的增压输送工况,贮箱外形和尺寸与真实贮箱原则保持一致,考虑膜片安装的方便性,试验贮箱为2个半球法兰结构。增压系统模拟箭上真实状态,贮箱初始气枕容积和初始增压压力与真实状态尽量一致;输送系统由输送管、电磁阀、节流圈和手动蝶阀组成。在进行均衡输送性能试验时,由于贮箱内金属膜片的翻转压力时刻变化,将无法保证推进剂挤压压力的稳定。为保证推进剂输送流量的稳定,试验采用了定流量的推进剂输送系统。定流量输送系统主要控制部件为螺杆泵,通过转速的设定可确定管路出口流量,泵的转速由变频电机进行调节。试验系统原理图如图2所示。
为了保证在额定流量下氧燃输送支路阻力达到设计要求 (氧 0.055±0.002 MPa,燃 0.05±0.002 MPa),须在输送支管上选配一定孔径的节流圈。因此,在均衡排放试验前,对配备不同孔径节流圈状态下的氧燃输送支管阻力系数进行了测试,最后通过节流圈将氧燃输送支管流阻配平至设计要求值。
图2 某典型金属膜片贮箱均衡排放试验系统原理图Fig.2 Principle diagram of equal expulsion test system for a certain type of metal diaphragm tank
3.1 金属膜片翻转压力偏差理论计算
根据金属膜片的选配原则,实测同一批次14片膜片的厚度、表面硬度数据,进行有限元分析计算,得到膜片的翻转压力偏差,如表3所示。
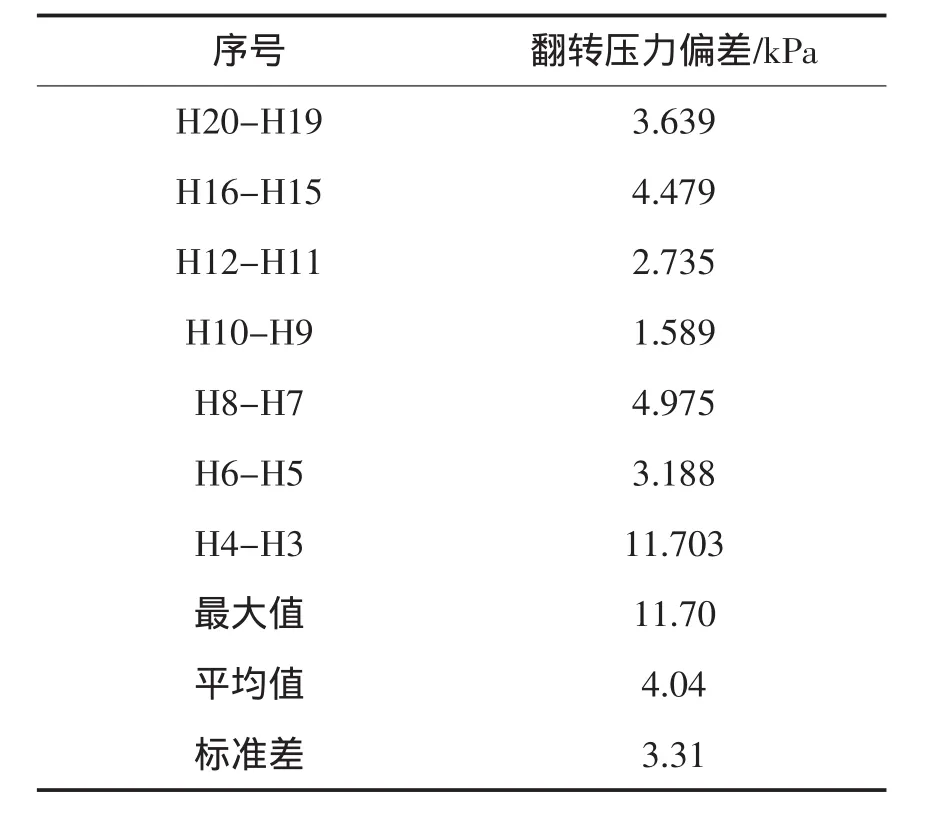
表3 膜片翻转压力偏差Tab.3 Reverse pressure deviation of metal diaphragms
由表3可得:
1)膜片翻转压力偏差的平均值为4.04 kPa;
2)根据正态分布理论,则膜片翻转压力偏差有99.73%的概率落在区间(0,13.99)。
根据金属膜片相关试验统筹安排,某型号金属膜片贮箱均衡排放试验选取H19和H20进行试验,根据4节不均衡量计算方法,对翻转压力偏差为0.003 64 MPa的2片金属膜片在额定流量和额定温度下,不均衡量为3.76 kg。
3.2 某典型金属膜片贮箱均衡排放试验结果
根据计算结果,可以发现在同样增压压力偏差下,氧化剂输送不均衡量要大于燃料输送不均衡量。因此,金属膜片均衡排放试验仅按照氧化剂状态的模化流量,对氧化剂带膜片并联贮箱输送不均衡量进行测量。
实际试验流量约在1.20 L/s,与1.18 L/s的额定值较为接近,因而试验数据可以反映实际状态输送管路阻力变化情况。从图3中输送管路阻力变化情况来看,工作过程中贮箱液腔至汇总口两侧平均压差在0.058 MPa,去除动压影响后,两侧输送支路平均流阻应在0.054 MPa,在要求的0.055±0.002 MPa范围内。
从图4和表4所得膜片特性来看,该组2片膜片翻转趋势接近一致,平均翻转压力不高于0.05 MPa,2个膜片的平均翻转压力偏差在0.003 5 MPa,与金属膜片翻转压力偏差理论计算值一致,试验测得推进剂不均衡量为2.87 kg,与理论计算3.76 kg接近。
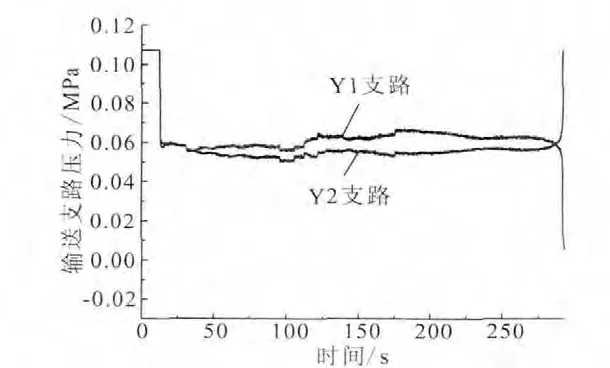
图3 均衡排放试验输送管路压力变化情况Fig.3 Pressure change in feeding pipeline in equal expulsion test

图4 均衡排放试验膜片翻转压力变化情况Fig.4 Pressure changes of metal diaphragm in equal expulsion test

表4 均衡排放试验膜片翻转特性Tab.4 Reversal features of metal diaphragm in equal expulsion test
4 结论
对某典型并联金属膜片贮箱的均衡排放控制方法展开研究,指导并建立了并联贮箱均衡排放试验的评定方法,设计了能够准确测量并联贮箱排放不均衡量的试验方案,并进行了均衡排放试验。试验结果与理论计算基本一致,说明分析方法正确。试验过程采取控制措施把金属膜片贮箱的并联排放不均衡量控制到了指标要求范围内。
研究得出的并联金属膜片贮箱均衡排放控制措施如下:
1)从系统原理设计及管路选择和布局来降低同种推进剂增压偏差;
2)同种推进剂贮箱采用同规格输送管路并采用全对称布局,同时采用节流圈调节的方法把管路系统的流阻差异调至最小;
3)提高金属膜片加工精度,控制膜片的加工工艺过程,控制厚度、硬度,降低金属膜片的翻转压力偏差。
[1]GORLAND S.Development of a hemispherical metal diaphragm for single-cycle liquid systems,NASA TN D-2884[R].Washington:NASA,1965.
[2]KAMMERER H,HUGHES J,GRIBBEN E.Analytical&material advances in contoured metal diaphragms for positive expulsion tanks,AIAA 95-2354[R].Reston:AIAA,1995.
[3]朱智春,赵和明,罗斌.金属膜片贮箱的膜片变形分析[J].推进技术,1999,20(5):77-79.
[4]钱海涵.并联贮箱不平衡输出及其解决途径[J].上海航天,2000(1):8-11.
[5]刘锋,周进.金属膜片贮箱推进剂消耗不平衡分析[J].火箭推进,2006,32(5):28-31.LIU Feng,ZHOU Jin.Analysis of the unbalanced depletion of the propellant for the metal diaphragm tank[J].Journal of Rocket Propulsion,2006,32(5):28-31.
[6]朱宁昌.液体火箭发动机设计(上)[M].北京:中国宇航出版社,2005.
[7]朱宁昌.液体火箭发动机设计(下)[M].北京:中国宇航出版社,2005.
[8]郭宵峰,李耀华,陈鸿彦.液体火箭发动机试验 [M].北京:中国宇航出版社,1989.
[9]何永森,舒适,蒋光彪,等.管路内流体数值计算与仿真[M].湖南:湘潭大学出版社,2011.
[10]李亚裕.液体推进剂[M].北京:中国宇航出版社,2011.
[11]朱志华,胡小平,陈香林.钛制金属贮箱膜片的有限元分析[J].火箭推进,2007,33(4):32-36.ZHU Zhihua.HU Xiaoping.CHEN Xianglin.Finite element analysis of the overturning process of titanium diaphragm for propellant tank[J].Journal of Rocket Propulsion,2007,33(4):32-36.
[12]张增亭.金属膜片贮箱膜片的数值仿真与试验验证[J].火箭推进,2009,35(3):26-29.ZHANG Zengting.Numericalsimulation and test verification of diaphragm for metal diaphragm tank[J].Journal of Rocket Propulsion,2009,35(3):26-29.
猜你喜欢
浙江临床医学(2022年8期)2022-09-14
含能材料(2022年8期)2022-08-13
军民两用技术与产品(2022年7期)2022-08-06
导弹与航天运载技术(2022年2期)2022-05-09
煤气与热力(2021年10期)2021-12-02
口腔医学(2021年10期)2021-12-02
兵器装备工程学报(2020年11期)2020-12-16
卫星与网络(2019年5期)2019-12-24
北京航空航天大学学报(2019年9期)2019-10-26
火炸药学报(2019年2期)2019-05-05