
EtherCAT实时以太网在GD121卷接机组电控系统中的应用
2015-12-15 10:46蒲凤康李华文赵宇陈冬
电气自动化 2015年3期
蒲凤康,李华文,赵宇,陈冬
(1.昆明海阔科技有限公司,云南 昆明 650118;2.红云红河烟草集团昆明卷烟厂,云南 昆明 650118;3.德国倍福自动化有限公司,四川 成都 610041)
0 引言
GD专用控制系统不是控制技术的发展方向。无论早期的FZ电路板系统还是后期的MICROⅡ控制系统,都由GD公司产品专用,从技术而言存在巨大封闭性,这决定了其零备件采购、售后服务及功能升级或扩展受到局限。相对于目前工业控制技术的发展,这些控制系统结构和功能已显落后,事实上现阶段在进口的新型卷烟机都在使用IPC系统。
IPC系统避免了MICROⅡ系统的落后性和伺服系统被淘汰,同时系统维护方便,扩展性强,设备数据采集、统计、分析功能完备,这是该领域的优势发展方向,也是烟草行业的运用发展方向。
1 卷接机组控制系统现状分析
GD121卷接机组由意大利GD公司设计制造,确定生产能力12 000支/分。GD121卷烟机设计简洁,功能完善,操作控制较为简易方便,便于保养维修,该机型具有先进的卷烟纸分切机构,其卷烟纸、水松纸拼接机构也合理实用,尤其是后车身喂料系统来料稳定,有效保证了烟支的质量。优越的除尘系统,对设备的清洁及正常运作起到较大的作用。GD121高速卷烟机采用机械同步调整,具有设备运行稳定、故障率低,维修使用方便的特点[1]。在国内卷烟生产企业广泛使用。
该卷接机组采用GD公司自己订制开发的MICROⅡ系统。运行接近20年,电气元件已进入故障高发期。给设备维护及运行带来极大的不便,由于GD公司MICROⅡ系统开放性较差,也增加了设备的故障率和电气故障停机次数,给生产带来了很大的影响。MICROⅡ系统具有较为突出的特点。
1.1 MICROⅡ控制系统的特点
MICROⅡ控制系统是GD公司针对卷接机、卷烟包装机的设备特点及控制的需求自行设计、开发的一套专用电控系统,用于该公司生产的各类型卷烟、卷烟包装设备、连接系统。
MICROⅡ系统有以下几个比较明显的特点:
(1)MICROⅡ系统是GD公司针对GD公司生产卷接机、卷烟包装机的设备特点及控制的需求而开发,具有极强的针对性和专用性。在GD生产的设备以外设备从未应用。这样也可以说它的封闭性较高,其它工控厂商无任何硬件支持。
(2)MICROⅡ系统的编程技术,引进了现代操作系统的设计模式。系统软件采用实时多任务操作系统RTOS(Real Time Operating System)模式设计。实现任务的切换、网络通讯、输入输出的处理、系统的资源管理、用户程序管理、用户程序的下载等。用户程序的设计上采用GD订制的编程语言GDL(GDEPLUS)面向对象的高级语言完成诸如机器的逻辑控制、数据处理、运动控制、与用户交互等功能。
(3)MICROⅡ系统采用完全集成化的系统结构。在硬件上MICROⅡ系统中所有IO板卡、驱动板卡、特殊功能板卡完全安装在同一机笼中。在开发环境中集成所有的控制和服务过程,控制系统可以对系统的输入、输出、电机驱动实现监视与控制,提高了编程和维修的方便性。
(4)MICROⅡ系统采用了高性能硬件系结构。采用了当时的80386DX技术、多处理器结构、网络结构从而降低对主CPU处理能力的要求。控制板卡采用DSP(Digital Signal Processor)、FPGA(Field Programmable Gate Array)、大规模集成电路等技术,元器件选用贴片元件,从而实现系统的高性能,提高系统稳定性。
(5)MICROⅡ系统编程环境中集成了人机界面的编程功能。可以实现人机界面和操作接口。
(6)MICROⅡ系统的自诊断功能。通过硬件和软件的结合,系统对外围设备实现自诊断功能。降低了运行维护人员的工作强度。
1.2 MICROⅡ网络结构分析
GD公司为MICROⅡ系统开发了GD网络(GDLAN),通过GDLAN可以实现控制器与控制器之间的信息交换、人机界面的通信及与其它相连设备的连接和通信。
GDLAN的底层为ARCNET,采用令牌总线(token-bus)控制方式的总线型网络协议。应用层软件实现GD公司CNT-OPC请求-应答式协议。GDLAN采用同轴电缆为传输介质。
Arcnet是Datapoint公司于1977开发的一种安装广泛的局域网(LAN)技术,它采用令牌总线(token-bus)方案来管理LAN上工作站和其他设备之间的共享线路,其中,LAN服务器总是在一条总线上连续循环的发送一个空信息帧。当有设备要发送报文时,它就在空帧中插入一个“令牌”以及相应的报文。当目标设备或LAN服务器接收到该报文后,就将“令牌”重新设置为0,以便该帧可被其他设备重复使用。这种方案十分有效,特别是在网络负荷大的时候,为网络中的各个设备提供平等使用网络资源的机会[2]。
2 适合卷烟机的发展前途的技术分析
随着现代化工业生产的迅速发展,计算机技术的普及和发展以及现代控制技术的飞速发展,传统PLC控制系统已无法满足现代自动化工业的要求。相比之下原机控制系统已显现出相当多的不足和局限。如原机控制系统的响应无法满足系统的高速需求;无法提供多种编程语言已满足不同层次设计开发人员需求;专有网络已无法满足工厂管理对信息互联要求。工业计算机(IPC)、计算机集散控制系统(DCS)和PLC的相互融合。基于PC(PC-Based)的自动化控制系统以其开放的体系结构、通用工业以太网、大规模的存储、以及专家分析系统越来越受到人们的重视。它代表了自动化领域未来和创新发展的方向。
EtherCAT(以太网控制自动化技术)是一个以以太网为基础的开放架构的现场总线系统[3],EtherCAT名称中的CAT为Control Automation Technology(控制自动化技术)首字母的缩写。最初由德国倍福自动化有限公司(Beckhoff Automation GmbH)研发。EtherCAT为系统的实时性能和拓扑的灵活性树立了新的标准,同时,降低了现场总线的使用成本。EtherCAT的特点还包括高精度设备同步,可选线缆冗余,和功能性安全协议(SIL3)。
XFC(eXtreme Fast Control)[4]极速控制技术代表着德国倍福公司(Beckhoff)一种速度极快且时间确定性极高的控制技术。它是控制领域所涉及到的硬件技术和软件技术的综合体,具体包括高性能工业PC、极快速的输入输出模块,超高速EtherCat通讯网络及整合所有硬件的TwinCAT自动化系统软件。采用XFC技术,可以实现外部信号输入经过程序运算再将结果输出到外部的总响应时间≤100 μs。该技术为受技术限制而无法满足性能要求的用户提供了一种全方位提升控制性能的新理念。过去,控制周期一般都在10~20 ms左右,且通信接口无约束地运行,其周期抖动会影响与之相关联的过程信号响应。随着高性能工业PC控制器的实用性技术迅猛发展,控制周期可降至1~2 ms,几乎缩减了10倍。因此,很多特殊的控制回路被转移到中央设备控制器中处理,既节省了成本,同时也极大地提高了智能化算法应用的灵活性。
XFC技术则可以使响应时间再缩减10倍,即控制周期时间低至100 μs以内,而不会对中央智能化和相关的高性能算法产生任何影响。此外,XFC技术不仅可以缩短控制周期,而且还为纳米级时间同步控制提供了可靠解决方案。
如图1所示,TwinCAT 3[5]为工程技术开辟了一条新的道路,并通过添加很多功能对实时内核进行扩展。工程环境完全集成在微软的Visual Studio框架中,除了系统配置、运动控制、I/O和IEC61131 PLC编程语言之外,还可以进行编程和调试。使用这些编程语言能够创建可以在TwinCAT 3实时内核中执行的模块。能够执行的模块数量几乎无限。TwinCAT 3中的任务数量也得到了显著提升。TwinCAT 3实时内核环境使得模块能够装载到一个多核处理器的不同核上。

图1 TwinCAT 3简介图
3 GD121电气控制系统的控制方案
在GD121电气控制系统的控制方案中我们选用倍福自动化有限公司CX系列的2040为主控制器(如图2所示)。CX2000系列控制器采用坚固耐用的金属外壳,直接DIN导轨安装方式,采用多核处理器、模块化PC和I/O接口,具有很高的处理能力、系统构建灵活性及良好的EMC。其处理器有三种基本类型:Intel Celeron 1.4 GHz 单核(CX2020)、Intel Core®i7 1.5 GHz 双核(CX2030)或 Intel Core®i7 2.1 GHz 4 核(CX2040)。因此,该嵌入式控制器和强大的工业PC一样,可以实现包括 PLC、运动控制、CNC、机器人等多功能融合。

图2 控制器外形图
由于采用了高性能CPU、XFC以及TWinCat 3等新技术,使得GD121原机许多难以突破的重、难点技术得以轻松实现,极大的降低了控制系统的实现风险,降低了维护成本。
采用多核心的CPU和TWinCat 3可以将原机的以前只能分散在多个系统才能实现的各个功能如机器逻辑控制功能、平均重量控制、烟支质量检测系统等融合到一个控制器中,充分利用CPU的多核特性,将这些功能以任务的形式合理地分配到CPU的不同运行核中,这样解决了原机各个系统相互之间网络、通信的复杂度。同时同一CPU、同一进程、同一控制程序的控制方式使得各个功能之间的信息交换变得极为可靠、高效和方便(如图3所示)。
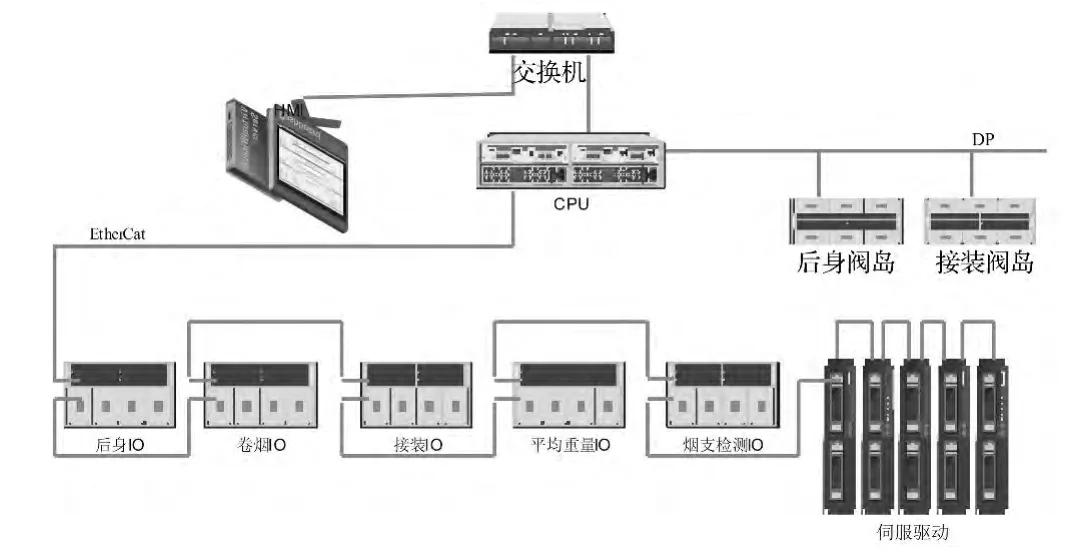
图3 系统网络拓扑图
4 系统主要功能
系统主要功能模块(如图4所示)。
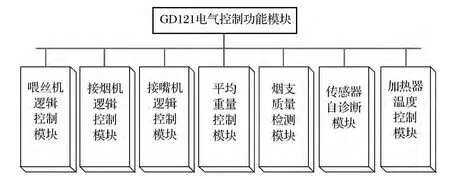
图4 系统功能块图
4.1 自检测功能的传感器的信号处理
传感器正常且没有检测到物体时输出波形如图5所示。
传感器正常,且检测到物体时输出波形如图6所示。
如果传感器损坏(PNP)时,无脉冲输出,有两种可能状态+24 V或0 V
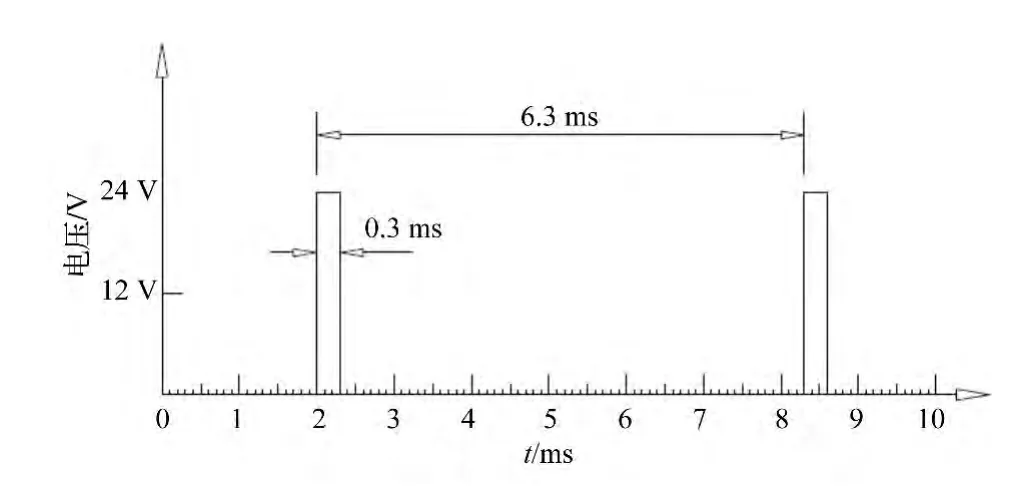
图5 自诊断传感器输入波形图1
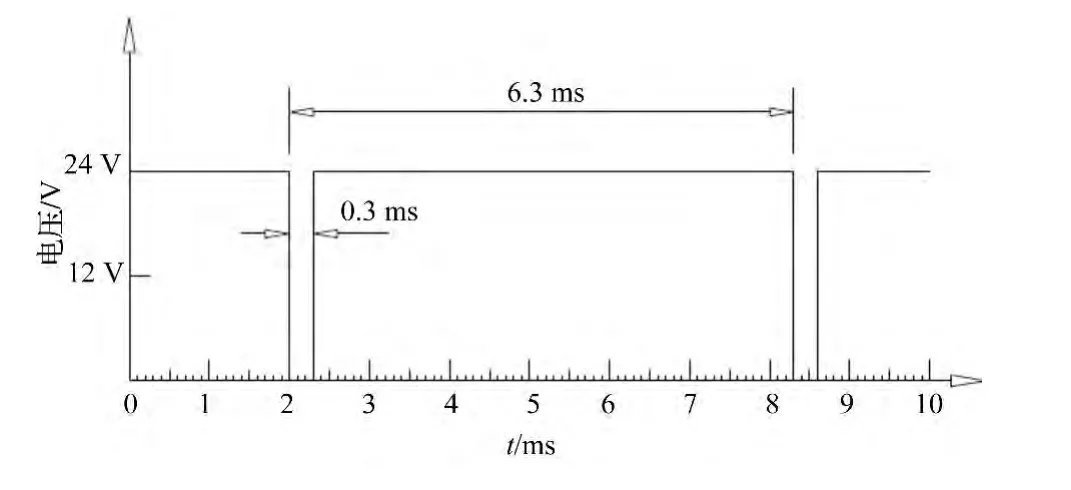
图6 自诊断传感器输入波形图2
通过高速输入模块+软件滤波方式[6],用软件判断脉冲是否存在从而判断传感器的好坏。
4.2 平均重量控制模块
在实际生产过程中,卷烟机G.D121的额定速度为12 000 c/min,实际生产速度达10 000 c/min左右,单支烟的处理时间约为10 ms.系统对烟支的密度值的采样值越多越来表针烟支的重量实际情况,当采样次数大于100次/每支烟时就能非常准确表现烟支的重量、密度的变化情况,同时也要求系统能够在极短的时间内完成计算分析。重量控制的系统的运行处理能力和实时性要求较高。传统PLC控制系统的实时性、响应用时间、处理能力无法满足。必须采用单独的系统、应用大量的专业板卡才能实现。XFC技术的应用使该问题得以轻松实现,而且控制更为精确、快速。采用EL1252记录开关量上升沿时间,可以精确到纳秒。EL3702用来进行模拟量高速采样,可以做到100 kHz采样频率。EL5101用来记录带时间戳的编码器位置。以上数据可以通过EtherCAT分布式时钟进行同步处理。系统根据前N支烟的实际密度与重量值,计算出移动平均值与目标重量设定值比较得到相应的差值,PID计算出削减圆盘的位置增量调整值,控制削减圆盘的位置上下移动。减少或增加供给烟丝的数量,确保烟支重量在较小范围之内波动。从而避免烟支大量的避免吸丝带阻塞导致烟支空松、空段等现象出现。并根据刀口的位置和烟条烟丝密度的对应关系,判断计算出烟支的紧头位置,判断出相对于刀口的位置是否正确,并控制调整紧头位置。
4.3 烟支质量检测控制模块
烟支质量检测控制模块包括漏气检测和空松头、缺嘴检测。在Beckhoff公司XFC技术和CPU的处理能力的支持下,系统的采样速度比原机采样速度提高,采样精度更高,程序的运算、处理所需的时间更短、废烟剔除更为准确。压力传感器、空头传感器信号先经过放大处理,然后送入EL3702用来进行模拟量高速采样模块。采样值经过软件平滑处理后,与系统设定值进行比较判断分析烟支是否为漏气或空头、缺嘴烟支,并在相应的鼓轮坏烟剔除。在质量检测系统采用了“采用的气源装置”,在算法设计上应用了平滑滤波技术和门限控制设计[7],提高了系统对烟支的检测精度降低误剔率。在参数的设置上的用户可以根据经验快速设定,系统也可以根据对正在生产的烟支的采样值进行分析数据统计分析,系统自行确定相应的控制参数。
4.4 盘纸和水松纸加速模块
将原机器的加速电机更换为Beckhoff的AM5000系列的交流伺服电动机。驱动器做为一个子站接入控制系统。在Twin-CAT组态中增加一个相应的NC并在Codesys中建立相应的变量即可对伺服轴进行相应的控制。相比PLC系统对伺服的操作的难度大幅度的降低,而对于伺服的位置、速度控制的精度且有极大的提高。当前的工作盘纸的直径等于或小于设定直径时,启动盘纸加速程序。根据机器当前的工作速度V1计算出烟条的线速度,再计算出所需的盘纸加速度设定值启动盘纸加速电机。盘纸加速电机运转后,监测盘纸回速电机的速度值V2,当V1=V2时启接纸程序。经改造后使用了新的交流伺服系统和EtherCAT总线[8],使加速精度得到了很大的提高,从而极大地提高了动态接纸的可靠性,减少了因断纸造成的损耗。
5 系统特点
(1)采用性能可靠的倍福IPC,将烟支平均重量控制、烟支质量检测、机器逻辑控制及人机界面在同一个IPC中运行,数据交换、处理能力强;
(2)采用分布式I/O设计,改变了以往机组的多PLC形式,体现了“集中处理,分散控制”的思想,系统可靠性增强;
(3)采用EtherCAT工业以太网技术,使机组控制系统电气结构更简单、明晰,数据传输快速可靠.
(4)充分利用了IPC的 XFC高速IO响应速度快、精度高、抗干扰能力和计算能力强系统,使得系统能对每个烟支可进行上百次的数据采样,IPC系统快速实时对烟支进行质量判断分析。并在程序中进行优化设计,从而提高了系统检测的精度和控制准确性。
(5)采用具有智能化的自诊断、自适应功能系统中使用的IO端子模块,TwinCAT软件可以方便地读取出这些状态位的状态,再配合数据分析系统的故障分析能力,可以方便、快速、准确地诊断出系统自身的故障,并在人机界面显示报警。
6 结束语
基于IPC的GD121卷接机组电控系统采用工业以太网现场总线结构。控制层和信息层的均采用工业以态网并严格分开。在一个IPC中实现了机器的逻辑控制功能并完了烟支的质量检测和重量控制功能,使系统结构简单,稳定性更高、可靠性更好。
[1]GD121卷烟机操作手册[K].意大利GD公司:1995.
[2]ARCNET_互动百科[EB/OL]http://hudong.com/wiki/arcnet.
[3]阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,1999.
[4]论坛列表——中国工控网[EB/OL]http://www.gongkong.com/static/stofourm/1231.htm.
[5]Beckhoff Automation GmbH.EtherCAT Communication Theory[EB/OL].2007.http://www.ethercat.org/.
[6]王新华,周峰,李剑锋,等.软PLC运行系统的硬件结构设计与实现[J].北京工业大学学报,2006,33(8):745-749.
[7]宋伯生.PLC编程理论·算法及技巧[M].北京:机械工业出版社,2005.
[8]郇极.工业以太网现场总线 EtherCAT驱动程序设计及应用[M].北京:北京航空航天大学出版社,2010.
猜你喜欢
中华诗词(2022年6期)2022-12-31
中国特种设备安全(2022年6期)2022-09-20
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
电子制作(2018年22期)2018-12-21
电子制作(2018年11期)2018-08-04
商品与质量(2018年41期)2018-04-15
中国科技论坛(2017年7期)2017-07-25
工业设计(2016年12期)2016-04-16
中国中医药现代远程教育(2014年22期)2014-03-01
