嘉陵江草街航电枢纽船闸工程砂石料加工系统设计及质量控制
2015-12-12 11:16李得力陈轲
中国港湾建设 2015年2期
李得力,陈轲
(中交一航局第三工程有限公司,辽宁 大连 116001)
嘉陵江草街航电枢纽船闸工程砂石料加工系统和混凝土生产系统主要承担草街水电站船闸、厂房、5孔冲沙闸等部位混凝土所需骨料的生产任务,混凝土总量约为180万m3,需砂石净料量418.00万t,其中碎石296.78万t,砂121.22万t。混凝土级配以三级配为主,四级配为辅,并有少量的二级配、一级配[1]。根据混凝土高峰期月浇筑强度12万m3/月,考虑浇筑损耗,不考虑成品料仓调节能力,砂石加工系统需要成品料生产能力为648 t/h,其中小石(5~20 mm)136 t/h、中石(20~40 mm)123 t/h、大石(40~80 mm)156 t/h、特大石(80~150mm)45 t/h,砂子生产能力为 188 t/h。系统由砂石加工系统(粗碎、中碎、细碎3个破碎车间及棒磨机车间;半成品料仓、1个调节料仓及成品料仓;一级筛分、二级筛分、三级筛分车间,石粉回收车间)、供水系统、水处理系统及供电系统等组成。
1 系统设计
嘉陵江草街航电枢纽船闸工程砂石加工系统布置在马鞍山人工骨料场附近。根据场地地形、地质资料,将砂石加工系统布置在马鞍山人工骨料场西南角,主要车间布置在高程275~305 m。根据类似工程施工经验,系统总体工艺设计为:
1)系统采用湿法生产的加工工艺。
2)对于生产碎石而言,采用2段破碎工艺,即粗碎和中碎。粗碎选用2台反击式破碎机,中碎选用2台反击式破碎机。粗碎车间布置在高程297.0m的平台上,粗碎回车场布置在高程306.0 m的平台上,粗碎布置意大利生产的PRM13和法国诺德伯格生产的NP1313反击式破碎机各1台。供料通过2台振动喂料机筛分给料,大于150mm的毛料进入破碎机破碎,小于150 mm的毛料进入弃料筛进行弃料筛除,然后通过皮带将大于20 mm的毛料送到半成品料堆,在2台破碎机底部各设1台槽式给料机,通过1条胶带机出料。中碎车间布置在高程280.0 m的平台上,布置2台NP1110反击式破碎机,由一级筛分直接给料,由1条胶带机出料,并返回到半成品料仓。
4)采用联合制砂工艺,即冲击式破碎机和棒磨机联合制砂。制砂车间布置在高程277.0 m的平台上,设置2台冲击破碎机,并在高程277.0m平台上布置制砂调节料仓,由2条胶带机给料,2条胶带机出料。棒磨制砂车间布置在高程276.0m的平台上,布置2台型号为MZB2136棒磨机,1用1备,并在高程277.0 m平台上布置制砂调节料仓,由2条胶带机给料,出料进入螺旋洗砂机,通过胶带机送至成品砂堆场。
5)系统设置石粉回收工艺。石粉回收车间布置在高程276.0 m平台上,紧临棒磨制砂和三级筛分车间布置2台ZX250泥浆净化装置,反循环砂石泵送进料,回收的石粉直接落到砂胶带机上。同时建设了2座刮砂池,协助进行石粉回收。
2 质量控制要点
2.1 产品质量要求
1) 本工程骨料的粒径分为80~150 mm,40~80mm,20~40mm,5~20mm 及<5mm。
2)人工砂中的细度模数、石粉含量、泥块含量和含水率4个指标为人工砂生产加工中质量控制的要点难点[2],粗骨料中的含泥量、泥块含量、超、逊径含量及针片状颗粒含量为粗骨料生产加工中质量控制的要点难点[3]。见表1、表2。

表1 水工细骨料(砂)的质量技术要求Table 1 Quality technical requirementofhydraulic fine aggregate
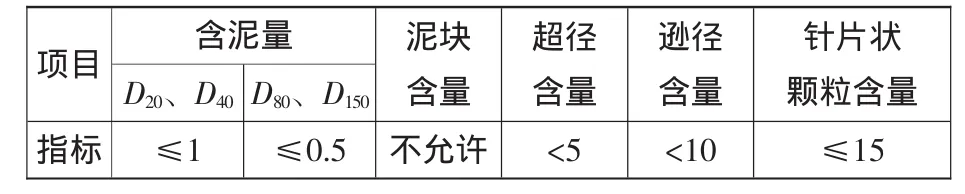
表2 水工粗骨料质量技术要求Table 2 Quality technical requirementofhydraulic coarse aggregate %
2.2 影响砂石料质量的原因分析
为确保砂石料质量始终处于受控状态,根据砂石料质量控制标准和马鞍山砂石系统生产特点,通过对开采、破碎、筛分、制砂等关键生产工艺的分析和研究,确定质量控制要点,见表3。
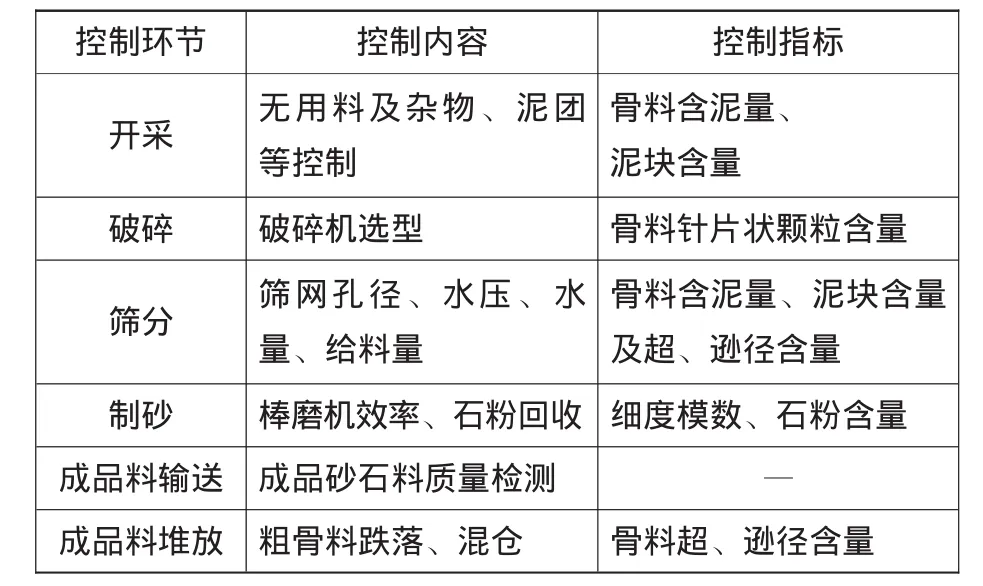
表3 影响人工砂石质量因素及质量控制要点Table 3 The factorsaffecting the quality ofartificial aggregate and the quality controlpoints
2.3 质量控制措施
2.3.1 毛料开采
在规定料区范围开采;不定期对开采的岩石进行强度鉴定,保证人工骨料的强度要求。覆盖层、杂物、无用料等按规定清除并运至指定的弃料场。严格控制钻孔爆破质量,改进爆破效果,减小毛料爆破粒径。对于边长最大尺寸大于700 mm的块石,用振动锥进行二次解小后,再运往石料筛分系统。装运过程中遇到断层,发育节理、溶沟、溶洞等部位的无用料及其填充物,及时装运至指定弃渣场,避免无用料混入。
中亚和东亚2017年的核电装机容量为101.8 GWe。该地区核电容量在2030年、2040年和2050年的高值情景预测值分别为173 GWe、258 GWe和310 GWe,低值情景预测值分别为116 GWe、131 GWe和145 GWe。
2.3.2 破碎
粗碎、中碎均采用反击破碎工艺,颗粒形状好,能有效控制粗骨料中针片状颗粒含量,并有利于筛分工艺中超逊径含量的控制。根据前仓混凝土的浇筑强度及混凝土级配的需求,及时调节反击板与转子的间隙,有效控制骨料各级配的含有率,防止骨料超逊径超标。须经常检查反击式破碎机板锤磨损情况,并根据磨损情况调整排料口的尺寸,以控制最大排料粒径不超过设计要求。
2.3.3 筛分
1) 筛分机安装角度、筛网孔径以及筛子振幅,应根据多次生产试验结果选择,并经常检查各层筛网网孔,发现筛网磨损或筛孔磨损超限,立即停机修补或更换。
2)筛分车间所有用水的水质水压均应符合人工砂石生产冲洗用水标准,筛分机严禁在无水或低于规定冲洗水压的状态下运行,并控制各筛分机的给料量,防止因给料量过大而造成骨料逊径和冲洗不干净。对小于40 mm的毛料进行洗泥,对大于40mm的骨料采用筛分中喷水冲洗工艺,能有效控制成品料的含泥量。
3)安排人员在半成品料仓,随时捡出混入半成品料中的泥团等杂物。
4)在粗碎车间,喂料振动筛(给料机)的下方安装弃料筛,将小于20 mm的弃渣提前除去,减少半成品料仓中泥土等杂物的进入。
5)成品骨料通过振动筛逐级筛分后,经胶带机进入成品料仓。洗石机排出的污水由排水沟流入沉淀池,经处理后再排入嘉陵江。为防止成品料仓遭受二次污染,除在料仓四周建设挡墙外,在成品料仓周围设置截水沟及排水沟。
2.3.4 制砂
制砂工艺中采用冲击式破碎机和棒磨机联合制砂,既能提高人工砂的产量,又能有效调节砂的细度模数。定期对立轴冲击式破碎机进行检查,发现破碎机的称板损坏或磨损严重及时更换或调整,严格控制给料量、给料粒径和给水量,提高破碎机的生产能力及成砂率。棒磨机的制砂细度模数易于调节,砂的粗细跟钢棒量、棒径级配、给水量、进料量、给料粒径有关,故在运行过程中加强巡视并及时调整。
1)人工砂细度模数控制。根据马鞍山砂石加工系统人工砂生产工艺流程,成品砂由4部分组成(立轴破碎机产砂+棒磨机产砂+预筛分筛下的砂+回收石粉),而湿法生产时人工砂的细度模数控制主要取决于棒磨机和石粉回收工艺,故人工砂的细度模数调整可以采取以下措施:通过调整立轴冲击式破碎机的生产能力及成砂率,调整成品砂的细度模数;通过调整棒磨机装棒量、棒径级配、给水量、进料量、给料粒径,调整成品砂的细度模数;通过利用泥浆净化设备及刮砂池控制人工砂中的石粉含量,并降低人工砂的细度模数。
2)人工砂含水率的控制采用机械脱水和堆存脱水相结合的方法。机械脱水采用振动筛脱水工艺。堆存脱水是设计较大容量的成品砂仓,马鞍山砂石加工系统成品砂仓能满足混凝土连续高强度生产10 d的需要,保证成品砂有足够的脱水时间,同时成品砂仓设防雨棚,料仓采用混凝土底板,并在底板上设排水盲沟和集水沟,以保证成品砂含水率稳定。
2.3.5 质量检测
在马鞍山砂石骨料加工场建设现场试验室并派驻试验人员,对每班生产的成品骨料进行抽样检验,及时将质量信息反馈给生产工区和现场调度,出现异常及时处理。确保成品骨料的各项指标满足施工规范的要求。
2.3.6 成品料堆放
布置4个粗骨料堆场和1个砂堆场。粗骨料堆场堆高15 m,采用单点堆料。砂堆场堆高18 m,长100m,采用卸料小车堆料,并对骨料的堆高进行监控,避免产生混料现象。在特大石(80~150 mm)仓、大石(40~80 mm)仓和中石(20~40 mm)仓均设有缓降器,防止碎石骨料发生再次破碎,确保成品碎石逊径含量不超标。
3 结语
砂石料是构成现代建筑主体的基本材料,砂石料质量的好坏,直接影响着混凝土质量,因此必须通过合理的生产工艺及行之有效的控制措施,才能有效控制成品骨料的质量,并为工程提供质量稳定可靠的砂石骨料。
[1]中国电建集团成都勘测设计研究院有限公司.重庆市嘉陵江航运开发草街航电枢纽船闸工程工程初步设计[R].2004.Power China Chengdu Engineering Co.,Ltd.Primary design of Chongqing Jialing River shipping development Caojie navigationpower junction lock project[R].2004.
[2]GB/T 14684—2001,建筑用砂[S].GB/T 14684—2001,Sand forbuilding[S].
[3]SL 352—2006,水工混凝土砂石骨料试验规程[S].SL 352—2006,Testcode foraggregatesofhydraulic concrete[S].
猜你喜欢
再生资源与循环经济(2022年1期)2023-01-04
四川建材(2022年10期)2022-10-28
建材发展导向(2022年10期)2022-07-28
昆钢科技(2022年2期)2022-07-08
建材世界(2022年2期)2022-04-24
昆钢科技(2022年1期)2022-04-19
建材发展导向(2021年11期)2021-07-28
数码世界(2018年2期)2018-12-21
中国资源综合利用(2017年1期)2018-01-22
大众投资指南(2017年11期)2017-12-15