FAB单面埋弧焊焊接技术的应用
2015-12-12 10:03:36冯朝闻钟克焱李德堂
船舶标准化工程师 2015年4期
冯朝闻,李 鹏,钟克焱,李德堂
(1.金海重工股份有限公司,浙江舟山 316200;2.浙江海洋学院船舶与海洋工程学院,浙江舟山 316000)
0 前言
船舶焊接技术是船舶工业的主要关键技术之一[1]。中国从上世纪后期开始学习日韩造船企业,走上了造船现代化改造之路。中国船舶工业研究所也一直致力于推广高效焊接技术,各大船厂基本上全部实现了CO2气保焊替代手工电弧焊,而埋弧焊、自动角焊机、垂直气电焊、多头纵骨焊等一系列高效焊接方法也得到了广泛应用。各大船厂也几乎全部引进了平面分段流水线,大大提高了焊接效率,缩短船舶建造周期,提高船舶建造的经济效益。
中国船舶工业有一项指标,是焊接自动化、半自动化率,由于CO2气保焊的普及,这一数据在各大船厂基本都在90%以上,然而这项指标已经不适合衡量船厂的焊接机械化程度。CO2气保焊作为一种半自动手工焊,相比其它的自动焊接方法,效率明显偏低,人员操作水平要求偏高,依旧属于船厂占比最高的电焊工种。而随着近些年中国经济的发展,以及造船行情波动的影响,气保焊的焊工日益紧俏,不少船厂都面临招工难的局面。造船业作为劳动密集型产业,面临严峻考验。造船业需要二次现代化改革。
2014年,日本神钢集团统计了其造船产业的机械化、自动化程度,平均约50%,VLCC约达60%。中国造船业没有这方面的统计,但排除CO2气保焊之外,估计这一数据在30%左右,这一数据还要归功于平面分段流水线的普及和埋弧焊的应用。为继续扩大自动化焊接技术的使用范围,本文针对FAB焊接方法进行了研究,以扩大曲面分段的自动化焊接程度。
1 可行性分析
FAB法发明于日本,但我国上世纪主要学习引进了日本的平面分段流水线技术,FAB法关注不多。但韩国船厂一直致力于发展埋弧焊技术,FAB法也在韩国船厂得到广泛应用。韩国在我国的造船企业FAB法使用很广泛,我司也专门考察学习过 FAB法在船厂的使用情况。
基于我国造船水平的发展,各大船厂也在逐步推行16米至20米大分段的造船模式,大分段、大版规减少了分段数量,将极大缩短船舶建造周期。相对传统焊接方法制约了效率的提高。而FAB法的推广,极大程度上减少了这种制约。FAB法在大分段制作上有如下优点:
1)适用范围广,不局限于平直板架,曲面拼板亦能使用;
2)相比传统埋弧焊减少了翻身工作,避免了大拼板内场作业翻身高度受限的尴尬局面;
3)单道成型较传统焊接作业,效率有显著提高。
2 试验分析
为使 FAB法焊接工艺能在船舶建造中得到应用,相应的焊接工艺必须得到船级社的认可。
2.1 FAB法示意
FAB法单面焊接示意如图1所示。
FAB衬垫是一种挠性的焊剂石棉软衬垫。有以下特点:
1)重量较轻,使用方便;
2)衬垫表面有双面胶带,与钢板黏贴紧密;
3)对坡口间隙适应性较强,且能适用于带一定曲度的拼板。

图1 FAB法焊接示意图

图2 FAB法衬垫横断面
2.2 FAB法认可试验
FAB法计划在入美国船级社的320KVLCC进行推广使用。焊接试验计划书送美国船级社批准后,在验船师在场的情况下进行正式认可焊接试验,最后编制正式的焊接试验报告提交美国船级社。具体试验过程及结果如下:
1)试板
级别及厚度:EH32 T=21.5mm;AH36 T=25.5mm;
尺寸:1.5m×3m。
2)试验参数
坡口角度:45°;
根部间隙:0mm至3mm;
焊接参数见表1。
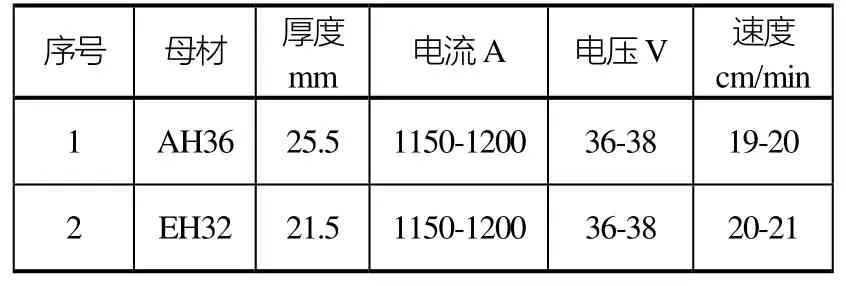
表1 焊接参数
3)试验结果
外部质量:正反面成型整齐,外表光滑,MT检查无表面缺陷;
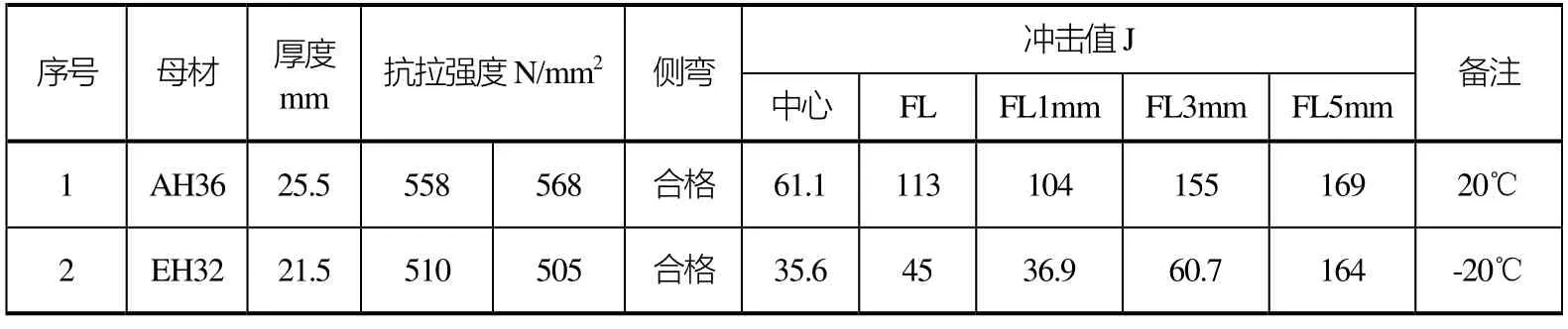
表2 机械性能试验数据
内部质量:X光检测无内部缺陷[2];
机械性能:满足美国船级社规范要求,见表2。
2.3 焊接工艺分析
FAB法由于是大线能量单道焊方法,许多因素对焊缝成型及机械性能有很大影响。主要是坡口角度、焊接电流、焊接速度、铁粉填充量。
1)坡口角度的影响
坡口角度越大,焊缝的宽度和高度变大,需要的填充金属量越大,从而需要的焊接电流电压也增大,造成焊接线能量过大。而线能量过大直接影响焊缝的冲击指标[3]。通过试验,坡口最佳角度在45°至 50°。
2)焊接电流的影响
焊接电流的增加,使反面焊道的高度和宽度增加,且加大了烧穿风险。但电流过小则对于填充铁粉的熔化有影响,易造成未焊透。一般来说焊接电流在1000A至1050A。
3)焊接速度的影响
焊接速度与焊接电流相匹配,一旦焊接电流及其它因素确定以后就需要焊接速度的调整来保证反面成型已经填充铁粉的融化率。焊接速度不宜过慢,过慢则造成线能量过大,影响焊缝冲击指标。
4)铁粉填充量
铁粉作为FAB法焊道金属的主要来源,填充不能过少,过少则导致需要焊丝补充的熔敷金属量太大,而势必的增大焊接电流,造成线能量过大。而填充过多,则使焊接电弧不能完全熔化填充铁粉,造成焊接未熔合。
3 实船使用情况
FAB法焊接试验通过以后,在320KVLCC得到应用,由于是新方法的推广应用,无损检测的范围及要求也相应进行了提高。
在320KVLCC使用FAB法的分段上,FAB法整体探伤的合格率达到了95%,基本与我司埋弧焊焊接质量水平相当。
焊接效率分析,以20m分段为例,传统埋弧焊焊接时间,以20mm厚板正反焊接5道为例,(焊接速度400mm/分钟),不计翻身及碳刨时间,需250分钟,而 FAB法按贴衬垫 1小时计(焊接速度200mm/分钟),需160分钟。每条焊缝节约90分钟以上。按每分段拼板缝6条至8条,单分段节约焊接工时10小时以上。极大提高了分段制作效率,缩短了船舶建造周期,使我司船舶建造更具有竞争力。
4 总结
FAB法在我司VLCC建造上得到了广泛使用,极大地提高了造船效率。再者,由于中基船业并未引进平面分段流水线,也解决了大分段拼板内场吊机翻身高度不足的问题,节约了分段翻身的吊运成本。FAB法将继续在其它产品推广使用。
但FAB法国内普及程度不高,相应的焊接材料依赖进口,从焊接材料成本上制约了该方法的普及,希望国内的焊材制造企业,多实现高效焊接材料的国产化,也使船厂的高效焊接推广成本更低,且不再受制于人。
[1]邹家生.造船工业级焊接技术的现状和发展[J].现代焊接, 2008(4):1-6.
[2]中华人民共和国船舶行业标准.船舶钢焊缝射线照相和超声波检查规则(CB/T 3177-1994)[S].北京:中国标准出版社,1995.
[3]中华人民共和国国家质量监督检验检疫总局.焊接接头冲击试验方法(GB/T 2650-2008)[S].北京:中国标准出版社,2008.
猜你喜欢
陶瓷学报(2021年5期)2021-11-22 06:35:34
少儿美术·书法版(2021年12期)2021-10-24 02:50:28
数学小灵通·3-4年级(2020年5期)2020-06-24 05:52:42
昆钢科技(2020年6期)2020-03-29 06:39:42
数学小灵通(1-2年级)(2017年3期)2017-04-16 04:40:30
印制电路信息(2015年6期)2015-12-30 12:57:50
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
上海理工大学学报(2012年1期)2012-03-20 13:54:17