
C3/MRC液化工艺中丙烷压缩机控制方式优选
2015-12-11 01:19潘红宇李顺丽李玉星朱建鲁
海洋工程装备与技术 2015年3期
潘红宇, 李顺丽, 李玉星, 朱建鲁
(中国石油大学(华东)储运与建设工程学院,山东 青岛 266580)
C3/MRC液化工艺中丙烷压缩机控制方式优选
潘红宇, 李顺丽, 李玉星, 朱建鲁
(中国石油大学(华东)储运与建设工程学院,山东 青岛 266580)
通过动态仿真技术分别模拟了大回流、逐级回流和末级回流三种回流方式应用在C3/MRC液化工艺中丙烷压缩机的适应性。在此基础上分别添加高压处控制和低压处控制,比较了当改变控制器的设定值时丙烷系统所受到的影响以及控制器的响应速度。结果表明:丙烷压缩机采用逐级回流高压处控制的方式可以满足液化工艺所要求的良好的稳定性与较快的响应速度。
液化工艺;C3/MRC;压缩机;控制方式;动态仿真
0 引 言
液化天然气(LNG)的主要成分是甲烷,其体积约为同质量气态天然气体积的1/625,燃烧后对空气污染非常小,而且放出的热量大,所以液化天然气是一种比较先进的能源[1-2]。天然气液化流程按照制冷方式可分为三大类,分别为级联式液化流程、混合制冷剂液化流程和带膨胀机的液化流程[3]。实际生产中最常用的是丙烷预冷混合制冷剂液化工艺[4],该工艺在世界各地的天然气液化厂都得到了广泛的使用。
丙烷预冷混合制冷剂液化工艺中丙烷制冷剂系统用于对混合制冷剂和天然气预冷,而混合制冷剂系统用于对天然气深冷、液化和过冷,丙烷制冷剂系统所能提供的冷量占整个系统所提供的总冷量的1/3左右,混合制冷剂压缩机的负荷大大减轻,增加了单条生产线的生产能力[5],所以丙烷预冷系统对降低整个工艺系统的比功耗有着重大影响。其中丙烷压缩机的回流方式和控制方式的选择尤为重要。目前压缩机的主要控制方式可分为三类,分别为大回流、逐级回流和末级回流,且每种回流方式均可以在高压处或者低压处添加控制。将上述回流方式及控制方式直接应用于C3/MRC液化工艺,可能无法获得很好的适应性。为此,本文针对丙烷压缩机的回流方式及控制方式进行动态仿真分析,以找出最适合丙烷预冷混合制冷剂液化工艺丙烷压缩机的回流方式及控制方式,进而为实际生产提供一定的指导。
1 丙烷压缩机大回流控制
大回流是指压缩机的回流管线从第三级压缩机的出口连接至第一级压缩机的入口的回流方式。这种回流方式可以分别在高压处和低压处添加控制。图1所示为压缩机大回流控制的工艺流程,其中一级入口、二级入口、三级入口为丙烷三级节流换热后回流压缩机的入口,大回流中的阀门是回流控制阀,4个储罐为压缩机进出口缓冲罐。
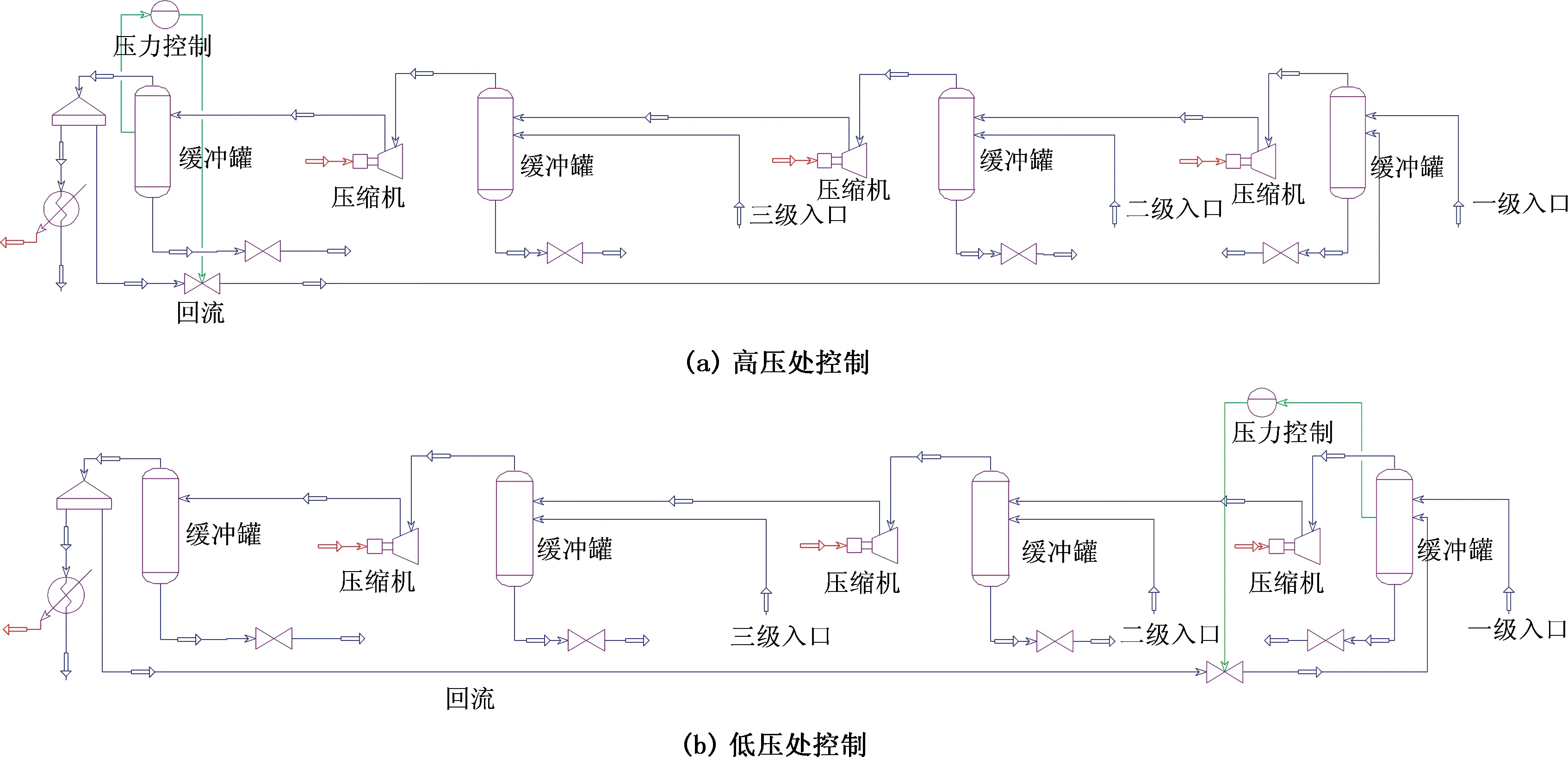
图1 丙烷压缩机大回流控制流程图Fig.1 Flow chart of the overall reflux mode for propane compressor
添加高压处控制时,通过控制阀门开度(op)来控制第三级压缩机出口缓冲罐的压力。这种控制方式的优点是可以较稳定地控制第三级压缩机的出口压力;缺点是它并不能控制一、二级压缩机的进出口压力,同时由于有外部流的加入,会影响控制系统的稳定性。添加低压处控制时,通过控制阀门开度来控制第一级压缩机入口缓冲罐的压力,这种控制方式的优点是可以较稳定地控制第一级压缩机的入口压力;缺点是无法控制第二、三级压缩机的进出口压力,同时由于有外部流的加入,会影响控制系统的稳定性。
图2显示了丙烷压缩机大回流控制在设定值(sp)改变后的响应。
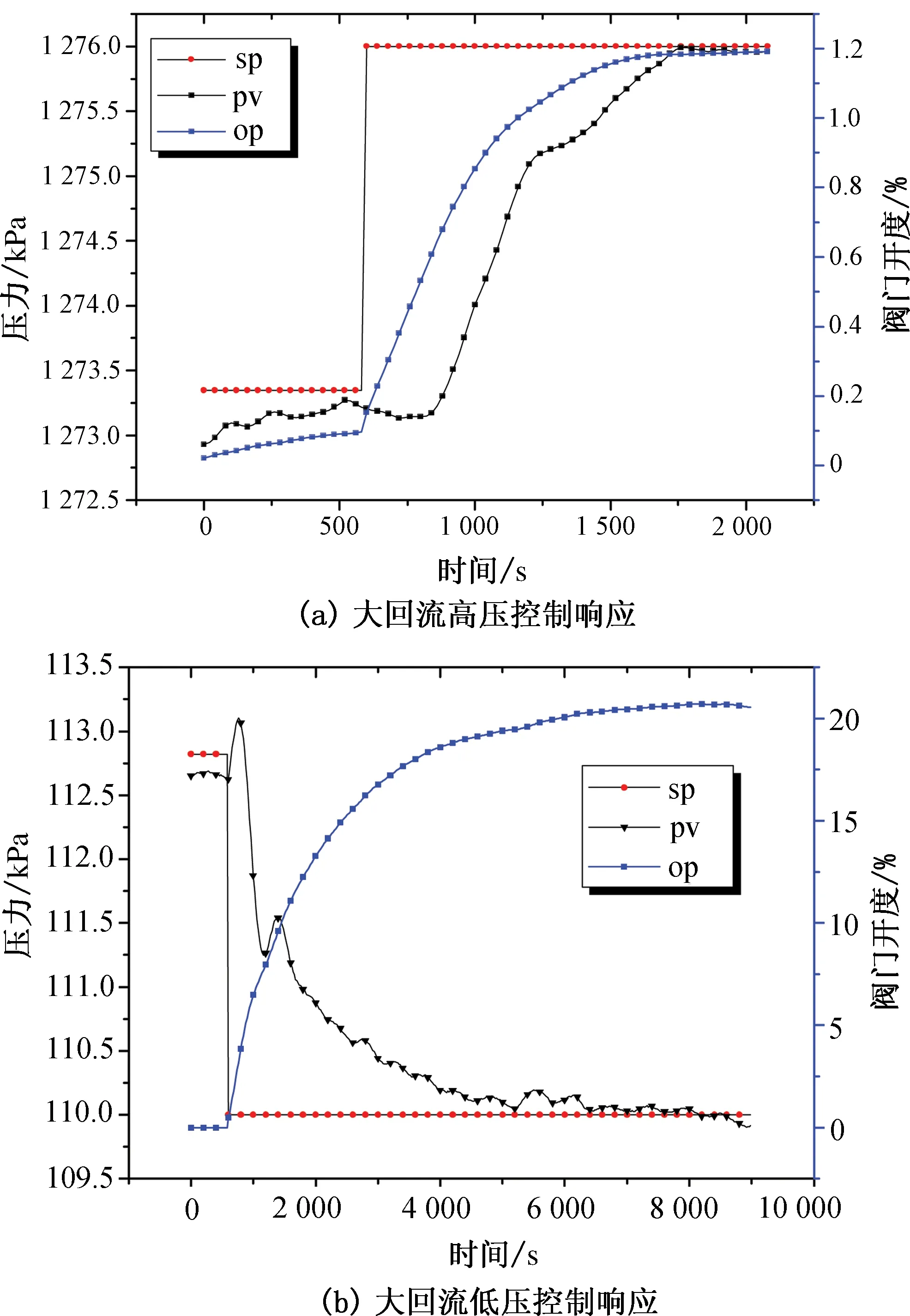
图2 大回流控制响应Fig.2 Response for overall reflux
从图2(a)可以看出在10 min时,压力控制的sp由1 273 kPa调至1 276 kPa,第三级压缩机出口缓冲罐的压力实测值(pv)经过一段时间波动后,在29.17 min时才稳定至1 276 kPa,阀门开度稳定在1.19%。这是由于sp增大后,压力控制调节回流阀门开度增大,使得回流管线流量增大,理论上第三级压缩机出口缓冲罐的压力应该减小,但由于存在外部流加入的扰动(三级入口、二级入口),其压力反而增大,最终稳定下来。可以看出虽然这种控制方式可以控制丙烷压缩机系统的出口压力,但无法有效控制丙烷压缩机系统的入口压力和级间压力,所以不是一种合适的控制方式。
从图2(b)可以看出在10 min时,压力控制的sp由112.82 kPa降低至110 kPa,第一级压缩机入口缓冲罐的压力经过较长时间波动后,在133.33 min时才稳定至110 kPa。这是由于sp减小后,压力控制调节大回流回流阀门开度增大,回流流量增加,所以导致第一级压缩机入口缓冲罐的压力持续下降直至稳定。可以看出虽然这种控制方式可以控制丙烷压缩机系统,但所需时间较长,同样不是一种合适的控制方式。
通过模拟结果可以看出,压缩机的大回流控制并不适合丙烷预冷混合制冷剂液化工艺。
2 丙烷压缩机逐级回流控制
逐级回流是指压缩机的回流管线从第三级压缩机的出口连接至第三级压缩机的入口、第二级压缩机的出口连接至第二级压缩机的入口、第一级压缩机的出口连接至第一级压缩机的入口的回流方式。这种回流方式可以分别在高压处和低压处添加控制。图3为压缩机逐级回流控制的工艺流程图,其中一级入口、二级入口、三级入口为丙烷三级节流换热后回流压缩机的入口,三级回流中3个阀门分别为一级回流控制阀、二级回流控制阀、三级回流控制阀,4个储罐为压缩机进出口缓冲罐。
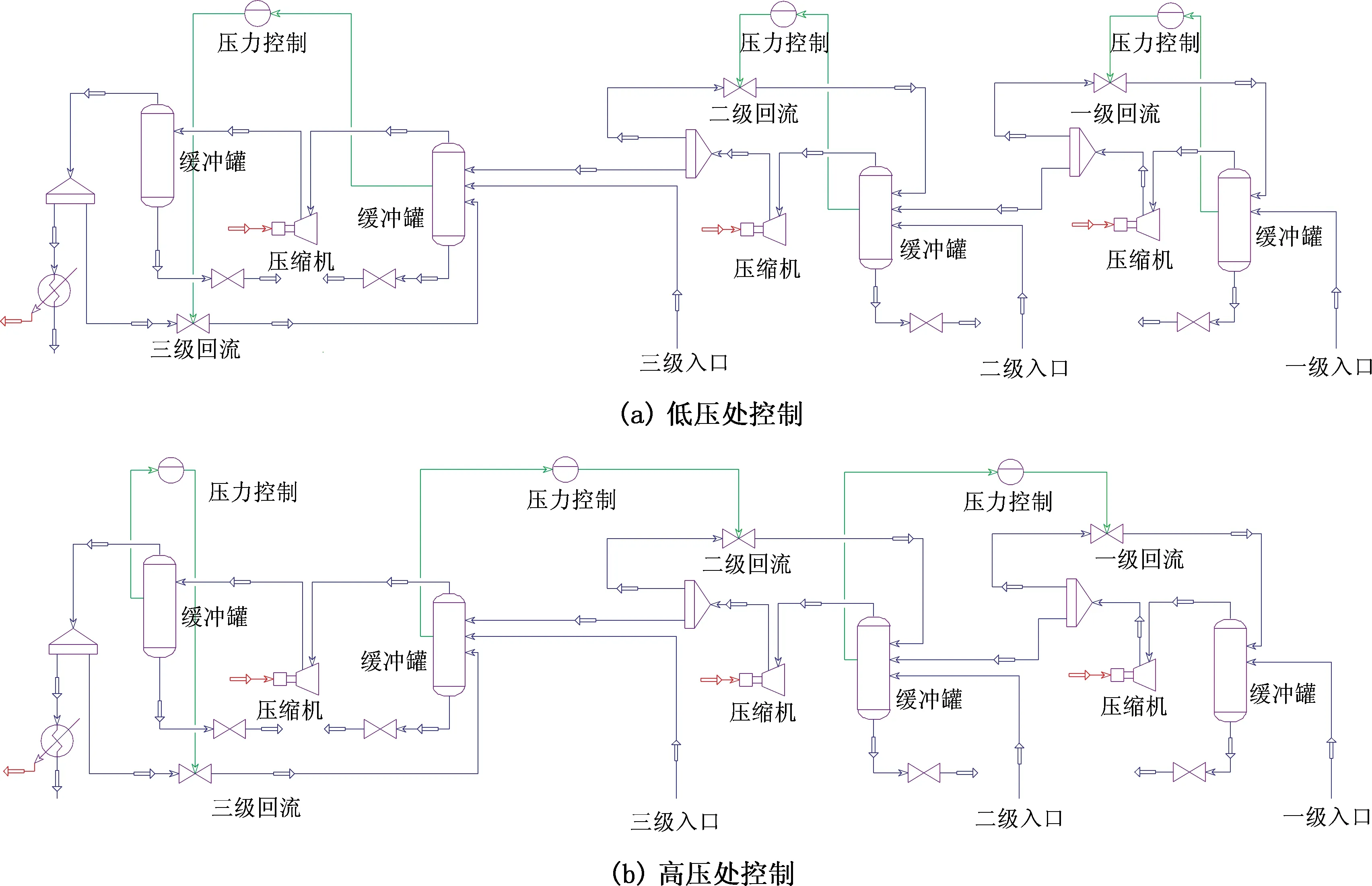
图3 丙烷压缩机逐级回流控制流程图Fig.3 Flow chart of the gradual reflux mode for propane compressor
添加低压处控制时,分别通过控制阀门开度来控制三个压缩机入口的缓冲罐压力。这种控制方式的优点是可以很好地控制压缩机入口的压力并使其基本保持稳定,保证各级压缩比在设计范围之内;缺点是可能造成丙烷系统出现紊乱。添加高压处控制时,则是分别通过控制阀门开度来控制三个压缩机出口的缓冲罐压力。这种控制方式的优点是可以很好地控制压缩机出口的压力并使其基本保持稳定,保证丙烷系统不超压,对丙烷预冷和混合制冷剂制冷的部分影响较小;缺点是所需的控制时间相对较长,且当丙烷流量减小时,压缩机入口压力会降低,增加压缩比。
图4显示了丙烷压缩机逐级回流低压控制在改变第三级压力控制的sp时出现控制失效的情况。
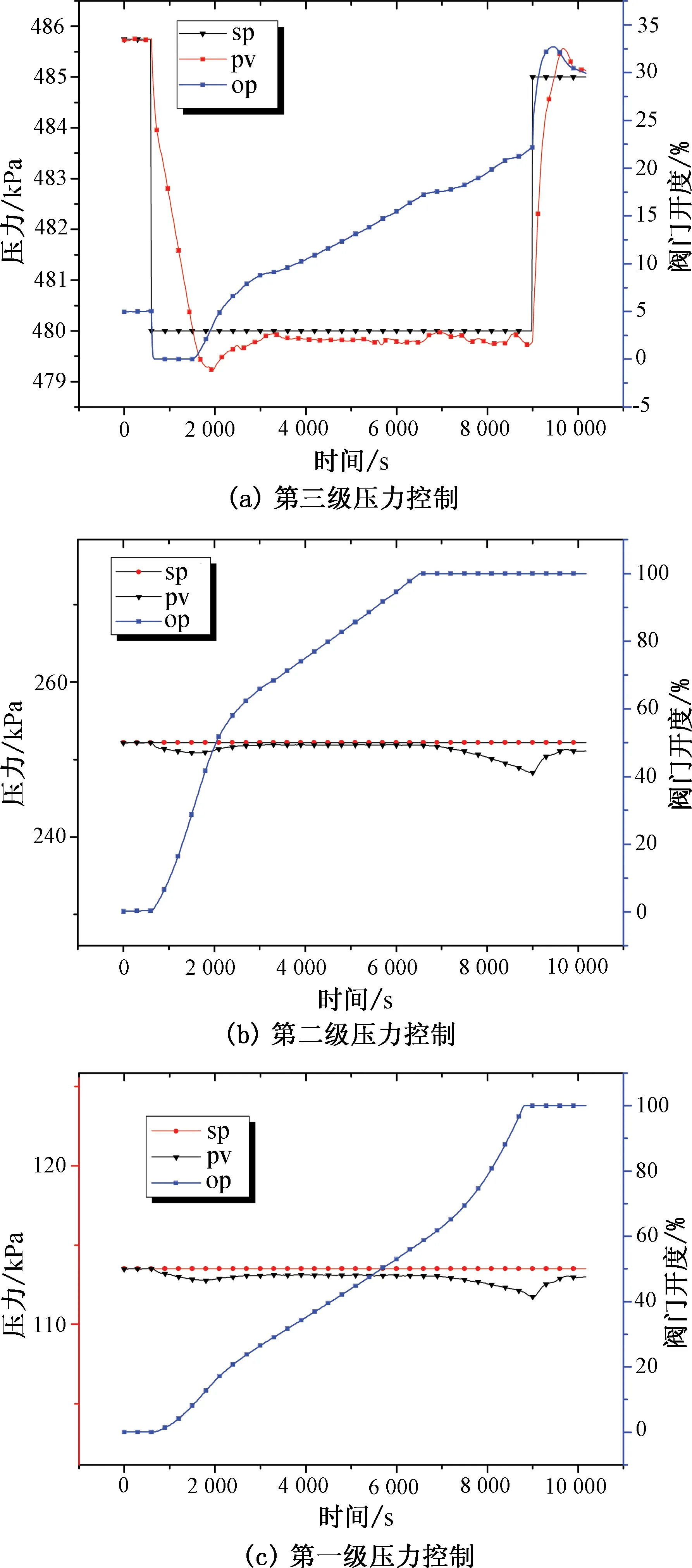
图4 丙烷压缩机低压处控制失效图Fig.4 Failure of low pressure control for propane compressor
从图4可以看出在10 min时,将第三级压力控制的sp由485 kPa调低到480 kPa,第二级的控制阀门开度会在104.17 min时达到100%并保持稳定,第一级的控制阀门开度会在140 min时达到100%并保持稳定,但此时第一、二级压力控制的pv并未达到sp设置的480 kPa,并且将第三级压力控制的sp调回485 kPa时,第一、二级压力控制仍处于失效状态。这种情况是由于控制方案选择不合理造成的。
图5显示了丙烷压缩机逐级回流高压控制在各级sp改变后的响应。
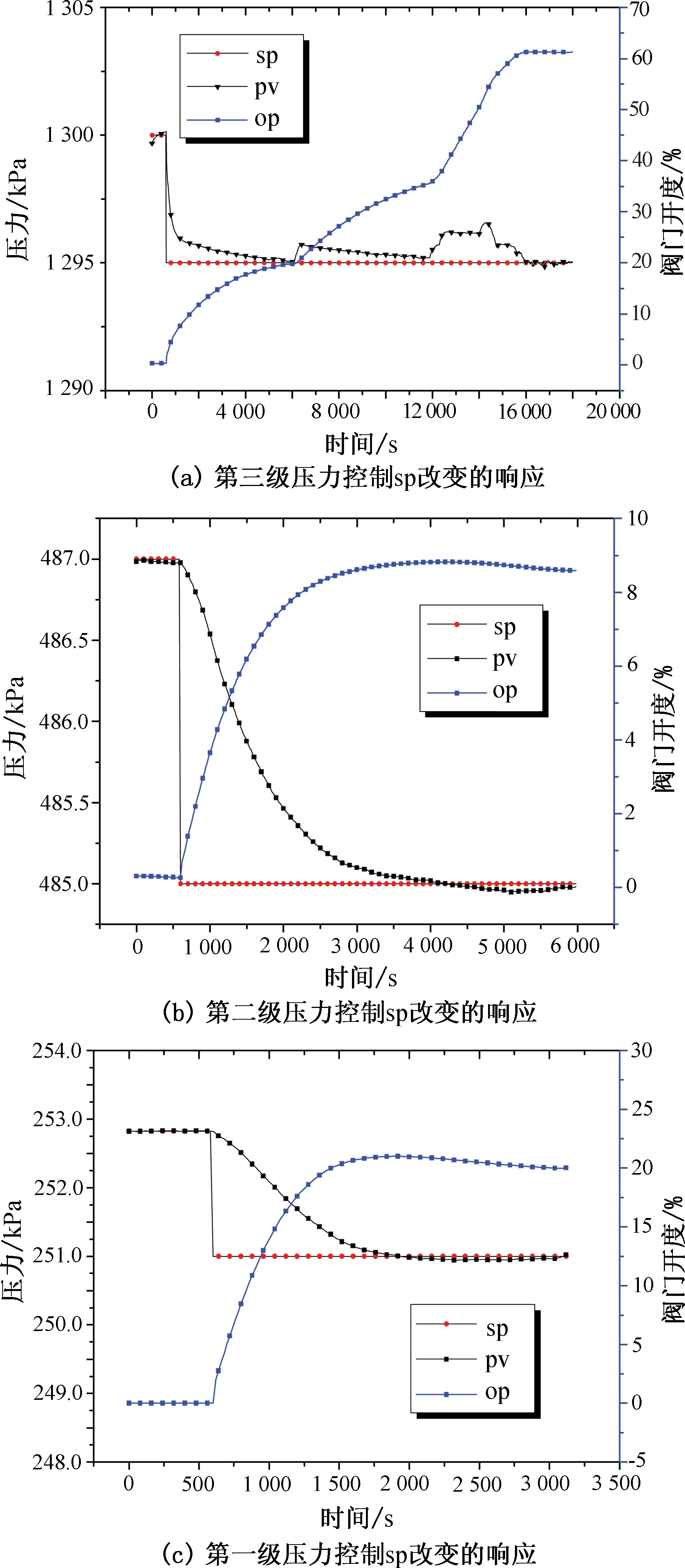
图5 逐级回流压力控制sp改变的响应Fig.5 Response for the change of sp in gradual reflux pressure control
由图5(a)可以看出在10 min时,将第三级压力控制的sp由1 300 kPa调至1 295 kPa,第三级压缩机入口缓冲罐压力经过一段时间的波动后,在266.67 min时稳定在1 295 kPa,阀门开度稳定在61.3%。这是因为第三级压力控制的sp增大后,压力控制调节第三级回流阀门开度增大,回流流量增加,第三级压缩机出口缓冲罐压力持续增大直至稳定。
由图5(b)可以看出在10 min时,将第二级压力控制的sp由487 kPa调至485 kPa,第二级压缩机入口缓冲罐压力经过一段时间的波动后,在70 min时稳定在485 kPa,阀门开度稳定在8.77%。这是因为第二级压力控制的sp增大后,压力控制调节第三级回流阀门开度增大,回流流量增加,第二级压缩机出口缓冲罐压力持续增大直至稳定。
由图5(c)可以看出在10 min时,将第一级压力控制的sp由252.8 kPa调至251 kPa,第一级压缩机入口缓冲罐压力经过一段时间的波动后,在33.3 min时稳定在251kPa,阀门开度稳定在20%。这是因为第一级压力控制的sp增大后,压力控制调节第一级回流阀门开度增大,回流流量增加,第一级压缩机出口缓冲罐压力持续增大直至稳定。
通过模拟结果可以看出,在选用逐级回流时,采用高压处控制效果要优于低压处控制。
3 丙烷压缩机末级回流控制
末级回流是指压缩机的回流管线从第三级压缩机的出口分别连接至第三级压缩机的入口、第二级压缩机的入口、第一级压缩机的入口的回流方式。这种回流方式可以分别在高压处和低压处添加控制。图6所示为压缩机从三级出口分别回流到一级、二级、三级压缩机入口的控制方式,其中一级入口、二级入口、三级入口为丙烷三级节流换热后回流压缩机的入口,三级回流中3个阀门分别为一级回流控制阀、二级回流控制阀、三级回流控制阀,4个储罐为丙烷压缩机进出口缓冲罐。
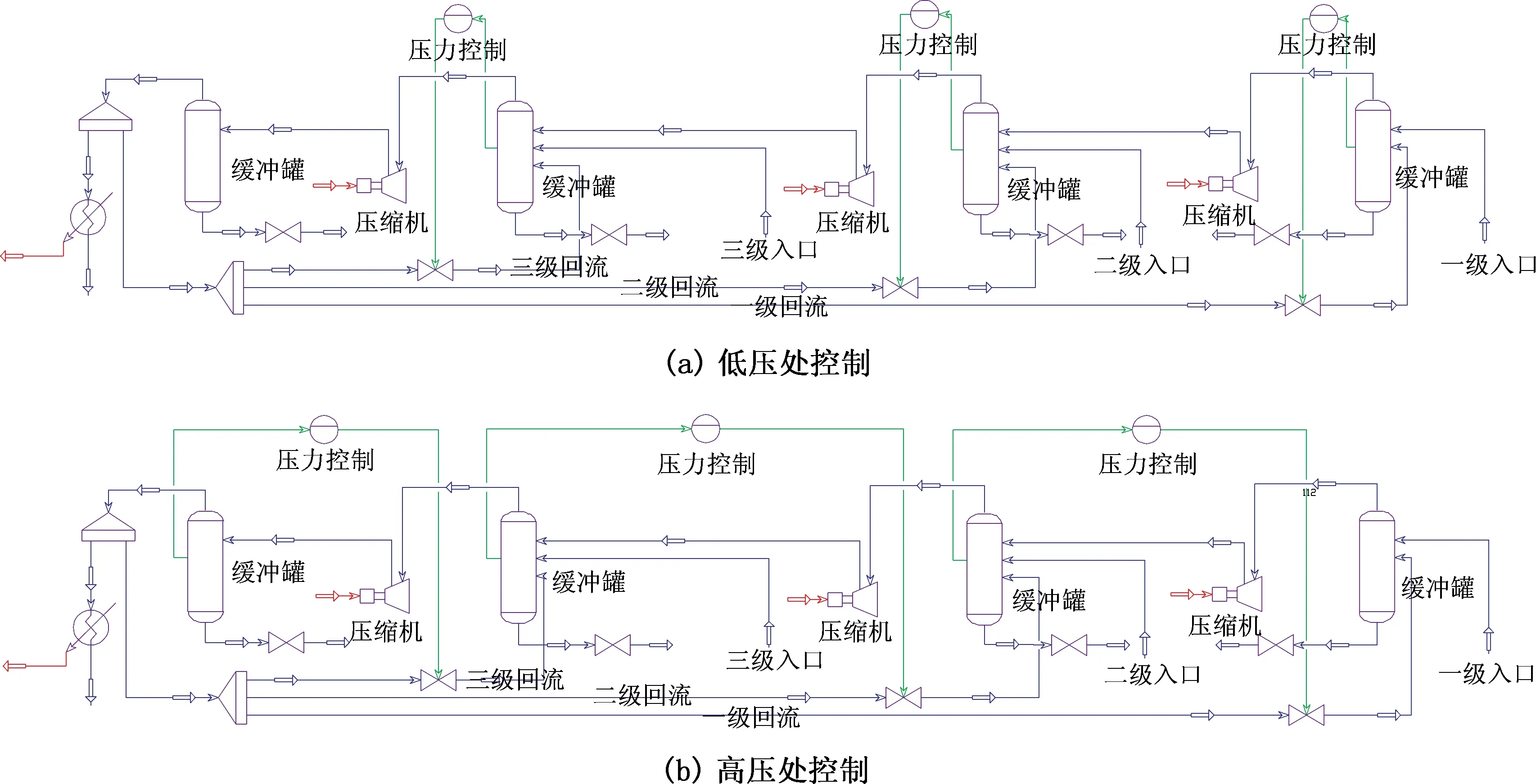
图6 丙烷压缩机第三级出口回流控制流程图Fig.6 Flow chart of the 3rd stage reflux mode for propane compressor
添加低压处控制时,分别通过控制阀门开度来控制三个压缩机入口的缓冲罐压力;添加高压处控制时,分别通过控制阀门开度来控制三个压缩机出口的缓冲罐压力。其中高压处的控制方式是不合理的,因为第三级压力控制(即控制第三级压缩机出口缓冲罐的压力)是通过控制回流至第二级压缩机出口缓冲罐的流量来调节的,但是这样会导致第二级压力控制的变化,同理会影响第一级压力控制。
图7显示了丙烷压缩机第三级出口回流低压处控制在各级sp改变后的响应。
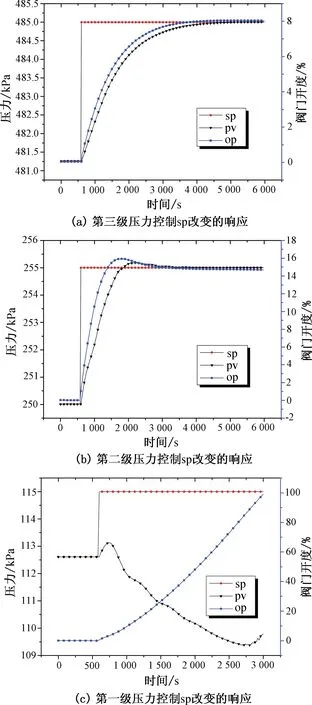
图7 第三级出口回流压力控制sp改变的响应Fig.7 Response for the change of sp in the 3rd stage reflux pressure control
由图7(a)可以看出在10 min时,将第三级压力控制的sp由481.26 kPa升至485 kPa,第三级压缩机入口缓冲罐压力经过一段时间的波动后,在76.67 min时稳定在485 kPa,阀门开度稳定在8%。这是因为第三级压力控制的sp增大后,压力控制调节第三级回流阀门开度增大,回流流量增加,第三级压缩机入口缓冲罐压力持续增大直至稳定。
由图7(b)可以看出在10 min时,将第二级压力控制的sp由250 kPa升至255 kPa,第二级压缩机入口缓冲罐压力经过一段时间的波动后,在58.33 min时稳定在485 kPa,阀门开度稳定在14.7%。这是因为第二级压力控制的sp增大后,压力控制调节第二级回流阀门开度增大,回流流量增加,第二级压缩机入口缓冲罐压力持续增大直至稳定。
由图7(c)可以看出在10 min时,将第一级压力控制的sp由112.61 kPa升至115 kPa,第一级压力控制会出现回流阀阀门开度持续增大、第一级压缩机入口缓冲罐的压力持续下降的现象,此时控制失效。控制失效的原因在于在回流回路中有外部流进入,影响了压力控制的调节。
通过模拟结果可以看出,压缩机的末级出口回流压力控制并不适合丙烷预冷混合制冷剂液化工艺。
4 回流方式与控制方式比较
综合上述动态仿真结果,得到各种回流方式与控制方式的比较,如表1所示。由表1可知,丙烷压缩机采用逐级回流高压处控制的方式是最优方案。
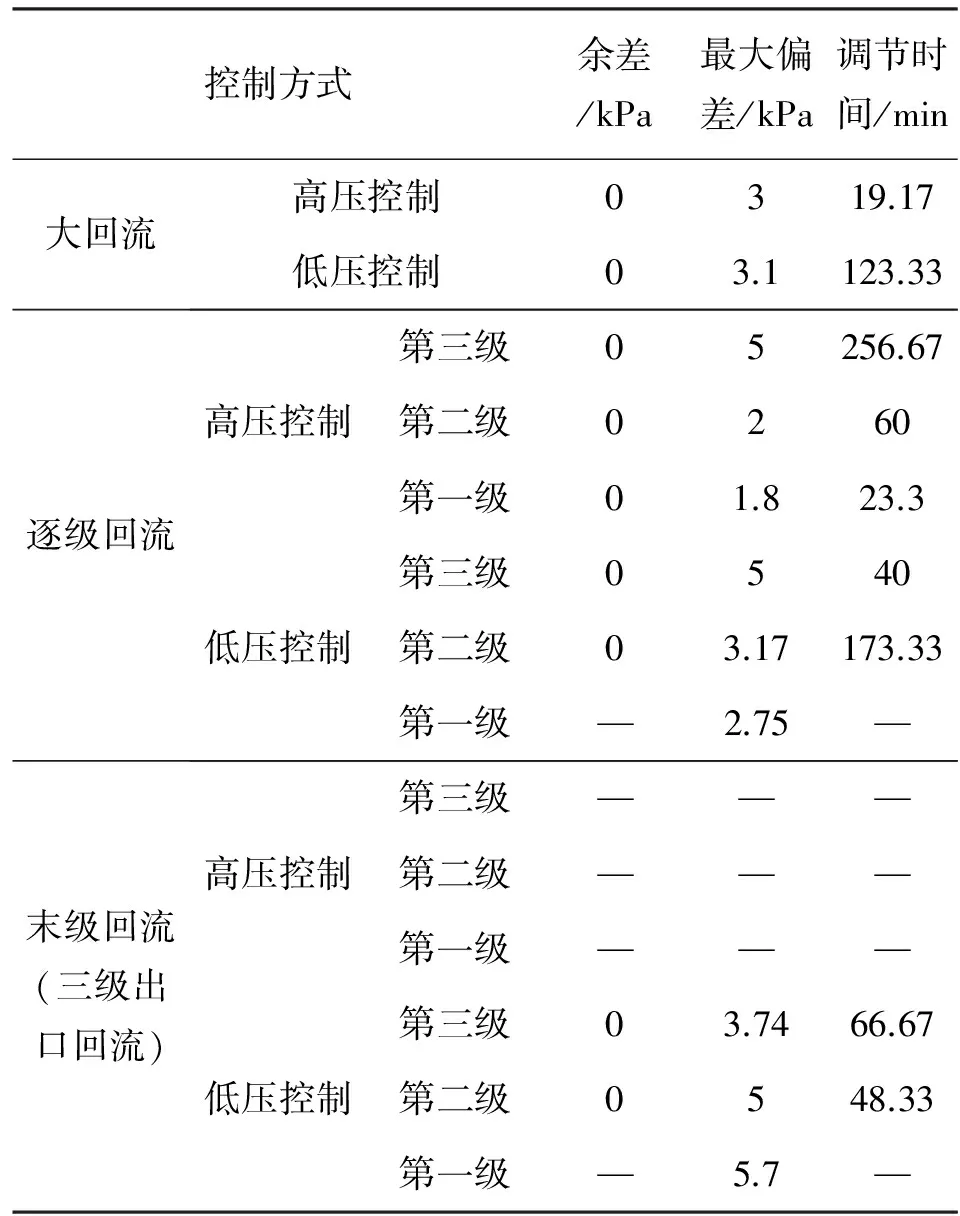
表1 丙烷压缩机回流方式及控制方式比较Table 1 Comparison of reflux modes and control modes for propane compressor
5 结 语
对丙烷预冷混合制冷剂液化工艺进行动态仿真,比较了压缩机大回流、逐级回流和末级回流三种回流方式用于丙烷压缩机系统时的适应性,并比较了在高压处控制和低压处控制分别应用于上述三种回流方式时丙烷系统的响应。通过改变控制器设定值的方式,监测上述回流方式和控制方式应用于各个系统时的稳定性和响应速度,得出丙烷预冷混合制冷剂液化工艺中丙烷压缩机的最优控制方式和回流方式。通过比较可知,丙烷压缩机采用逐级回流高压处控制的方式可以满足液化工艺所要求的良好的稳定性与较快的响应速度。
[1] 顾安忠.天然气液化技术[M].北京:机械工业出版社,2003.54-63.
[2] van de Graaf J M, Pek B. The shell PMR process for large capacity LNG trains [C]. AICHE Spring Meeting, 2005.
[3] Martin P Y, Pigourier J, Fischer B. LNG process selection no easy task [J], Hydrocarbon Engineering, 2004, 9(5): 75.
[4] 徐文渊.小型液化天然气生产装置[J]. 石油与天然气化工, 2005, 34(3): 161.
[5] Brendeng E, Hetland J. State of the art in liquefaction technologies for natural gas. In: Security of Natural Gas Supply Through Transit Countries. NATO Science Series Ⅱ: Mathematics, Physics and Chemistry. Vol. 149 [M]. Berlin: Springer, 2004. 75-102.
OptimizationintheControlModesforPropaneCompressorinC3/MRCLiquefactionProcess
PAN Hong-yu, LI Shun-li, LI Yu-xing, ZHU Jian-lu
(CollegeofPipelineandCivilEngineering,ChinaUniversityofPetroleum,Qingdao,Shandong266580,China)
The flexibility of three reflux modes including overall reflux, gradual reflux and last stage reflux for propane compressor in C3/MRC liquefaction process is simulated respectively by dynamic simulation, on which basis high pressure control and low pressure control are added, respectively. In this way, the influence on liquefaction process and the response speed of the controller by changing the settings of controller can be analyzed. It is indicated that the high pressure control of gradual reflux can meet the demand of better stability and faster response in liquefaction process.
liquefaction process; C3/MRC; compressor; control mode; dynamic simulation
2015-05-05
国家科技重大专项(2011ZX05026-006-07)
潘红宇(1991—),男,硕士研究生,主要从事液化天然气方面的研究。
TB657.8
A
2095-7297(2015)03-0157-06
猜你喜欢
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
能源工程(2021年1期)2021-04-13
发电技术(2020年3期)2020-06-29
水电站机电技术(2019年5期)2019-05-31
中国设备工程(2019年6期)2019-01-17
石油石化绿色低碳(2019年6期)2019-01-14
灾害医学与救援(电子版)(2018年1期)2018-06-05
制冷技术(2016年2期)2016-12-01
通信电源技术(2016年4期)2016-04-04
