
铜丝键合塑封器件开封方法的改进研究
2015-12-10 02:00:40何胜宗武慧薇王有亮
电子产品可靠性与环境试验 2015年2期
何胜宗,武慧薇,王有亮
(工业和信息化部电子第五研究所,广东 广州 510610)
0 引言
对塑料封装器件进行开封,去除覆盖在芯片表面的塑封料,暴露出内部键合结构和芯片,是判断塑封封装工艺质量好坏[1],进行器件失效分析[2]的必要环节。传统的化学开封方法[3]是利用浓硫酸或发烟硝酸的强氧化性,在加热的条件下,手工滴酸或自动开封机腐蚀掉塑封料,达到暴露内部键合结构和芯片的目的。传统的开封方法对金丝或铝丝键合的塑封器件有效,是由于金元素比较稳定,即使在浓酸加热的条件下也不会参与反应;而铝丝则是由于在浓酸的作用下,首先会在表面形成一层致密的三氧化二铝 (Al2O3)层,从而阻止进一步的反应而被保留下来[4]。对于采用铜丝键合的塑封器件而言,不能直接采用上述开封方法,因为铜丝在接触到浓酸后会产生剧烈的化学反应而被腐蚀掉,不能保留其键合结构。铜丝器件采用传统开封方法的效果如图1所示。

图1 传统开封方法的效果
为了保留开封前的键合结构,必须研究出一种有效的开封方法,在尽量不破坏铜丝的情况下,将塑封料去除,完整地暴露出其内部结构。文献 [4]给出了一种在浓酸中添加CuSO4·5H2O晶体后手工开封铜丝键合器件的方法,并与自动开封机进行了对比,取得了一定的开封效果,但是整体操作时间相对较长。文献 [5]对比了3种不同的开封方法:1)化学电解浸泡法;2)化学低温喷射刻蚀法;3)激光开封方法。其中,第1种方法需要专门的装置,较复杂;第2种方法的开封时间比较长,需要1000 s以上;第3种方法容易出现激光烧蚀损伤到芯片的现象。这些方法均不适用于开封任务量较大的情况。
本文通过分析传统化学开封过程的制约因素,对传统化学开封方法进行了改进,设计了一种将激光烧蚀和化学自动喷射刻蚀相结合的铜丝键合塑封器件开封方法,并在不同的条件下进行了对比试验,取得了不错的效果。
1 制约因素分析
塑封器件传统的开封过程是:首先,通过XRAY定位芯片明确开封部位;然后,利用掩模或垫圈等保护不需要开封的部位,将一定量的浓酸加热到预设温度后 (硝酸加热到70℃以上,硫酸加热到200℃以上),手工滴定或自动喷射腐蚀塑封料,通过实时观察或经验掌握开封时间;最后,将内部结构暴露出来[6]。
在这个过程中,影响开封效果的关键因素有:1)需要开封的芯片位置;2)浓酸的比例和流量;3)酸加热的温度;4)开封的时间。
对于铜丝键合器件而言,浓酸不能只选择发烟硝酸或硫酸,加热温度不宜过高,铜丝与酸接触的时间不宜过长。
结合对浓酸化学性质的认识,以及传统开封过程的分析,对影响开封铜丝键合的制约因素有如下改进措施:1)减少酸接触铜丝的时间——可以通过激光烧蚀或机械研磨减薄器件塑封料;2)减弱酸对铜的腐蚀性——调节开封浓酸的配比,采用混酸进行开封,同时降低开封的温度;3)开封过程中防止铜的氧化——开封过程中尽量缩小需要开封的面积,同时将开封的空间采用干燥的氮气与空气隔离,防止铜丝氧化。
2 试验方案
2.1 试验过程
根据上述分析结果,结合传统的开封方法,研究一种用于铜丝键合器件开封的方法,如图2所示。

图2 铜丝器件开封试验流程
2.2 设备和试剂
1)激光开封机或研磨机,用于减薄塑封料;
2)塑封开封机,用于喷射腐蚀塑封料;
3) 发烟硝酸、 浓硫酸 (质量分数 98.3%),用于腐蚀塑封料;
4)丙酮、酒精和去离子水,用于清洗样品。
2.3 关键要素
a)塑封料的厚度
当覆盖在芯片表面的塑封料厚度超过1 mm时,需要用激光烧蚀或者机械研磨的方法将芯片上方的塑封料减薄,从而使酸反应的时间尽量地减小。需要特别注意的是,利用激光烧蚀塑封料需要严格控制激光的功率和单次烧蚀的时间,避免激光损伤到芯片。
b)酸的选择
单纯利用发烟硝酸或者发烟硫酸开封铜丝键合塑封器件会导致铜丝被酸腐蚀,因此,需要采用混合酸进行开封。根据开封的实际效果,混合酸的比例一般控制在:发烟硝酸与浓硫酸的配比 (体积)为 1:1, 2:1, 3:1, 4:1, 5:1, 6:1 等。
c)开封的温度和时间
由于铜丝在加热的环境中更易与浓酸发生反应,因此开封的温度要尽量地降低;但另一方面,过低的温度会降低浓酸与塑封料的反应速度,从而导致开封的时间过长,反而有可能导致铜丝由于长时间与浓酸接触而被腐蚀。
在实际的开封过程中,需要根据样品开孔的大小、厚度等调整开封的温度和时间。
d)清洗样品
在开封过程中,清洗样品时应采用丙酮清洗,尽量地减少重复开封清洗的次数。开封完成后,同样需要先用丙酮超声清洗样品,再用去离子水清洗,最后用酒精清洗并烘干。
2.4 样品选择
为了对比开封效果,选取了3种典型的铜丝键合塑封器件进行开封试验,样品的详细信息如表1所示。

表1 铜丝器件开封试验样品信息
3 开封效果对比
3.1 判断依据
铜丝键合器件开封效果的好坏主要从表2中列出的项目进行判断。
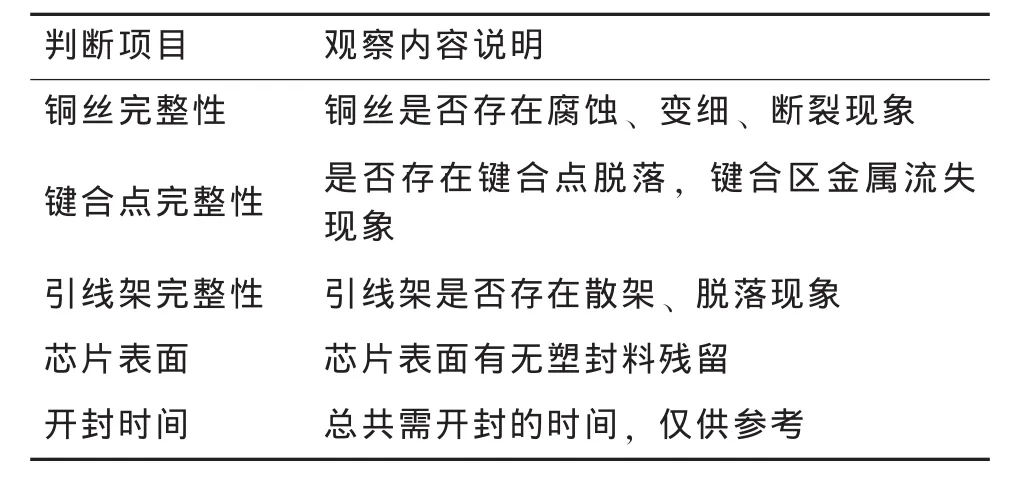
表2 铜丝键合器件开封效果的判断依据
3.2 对比试验
为了研究不同条件下的开封效果,根据不同的浓酸配比、开封温度,设计了两组对比试验。
a)不同浓酸配比对比
在相同的开封温度下 (40℃),配置不同比例的浓酸进行开封,开封效果的对比如表3所示。其中,A、B组样品表面塑封料的厚度均经过激光减薄至2 mm以内。
结果显示,在相同开封温度的条件下,浓酸配比影响开封效果和总体时间。对于3组样品而言,浓酸配比 (N:S)为3:1的效果相对较好,其铜丝基本无腐蚀,键合点比较完整地保留下来。开封典型形貌对比如图3所示。
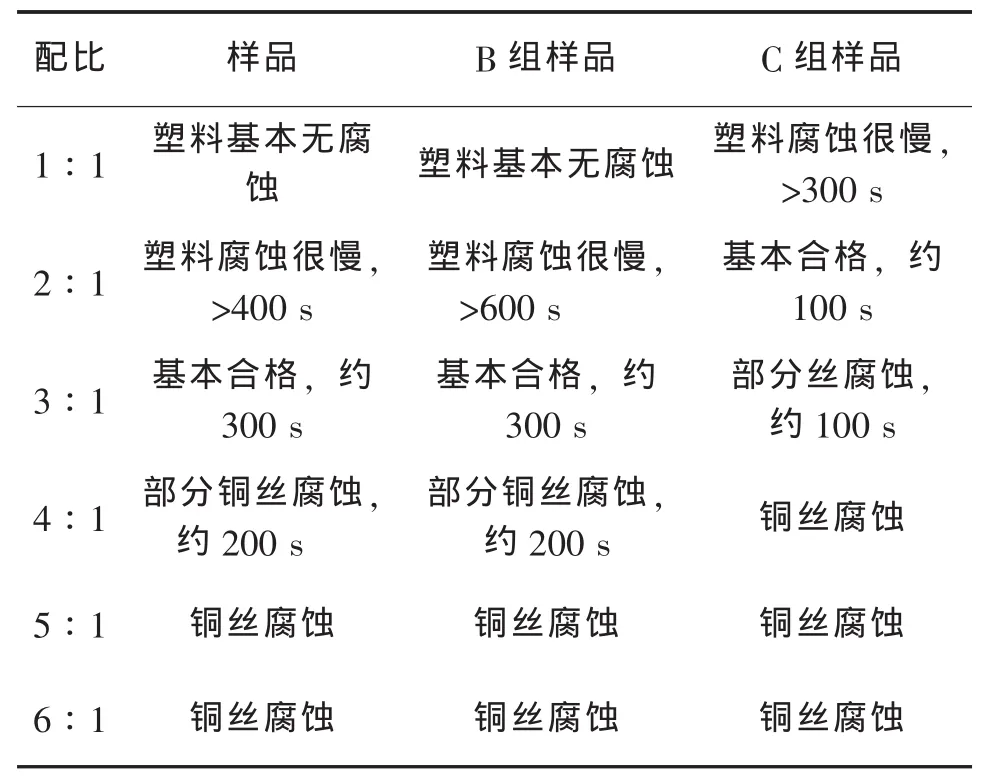
表3 不同的浓酸配比开封效果
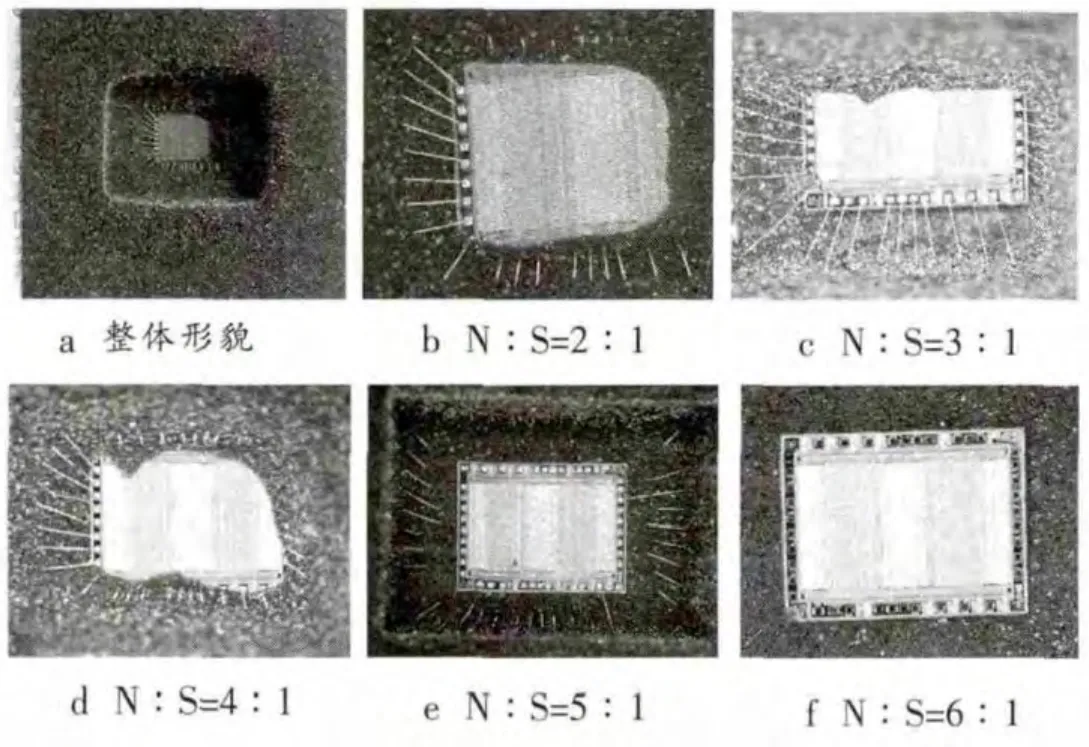
图3 不同的浓酸配比条件下B组样品的开封效果
b)不同的温度对比
在相同的浓酸配比条件 (浓酸配比,N:S=3:1)下,改变开封的温度,开封效果的对比结果如表4所示。
结果显示,在相同的配比条件下,开封的温度影响开封效果和总体时间。其中,开封效果较好的有:在温度40℃时的A组、B组样品,与温度35℃中的C组样品,这样可以保证开封的铜丝基本无腐蚀,键合点比较完整。开封的典型形貌对比如图4所示。
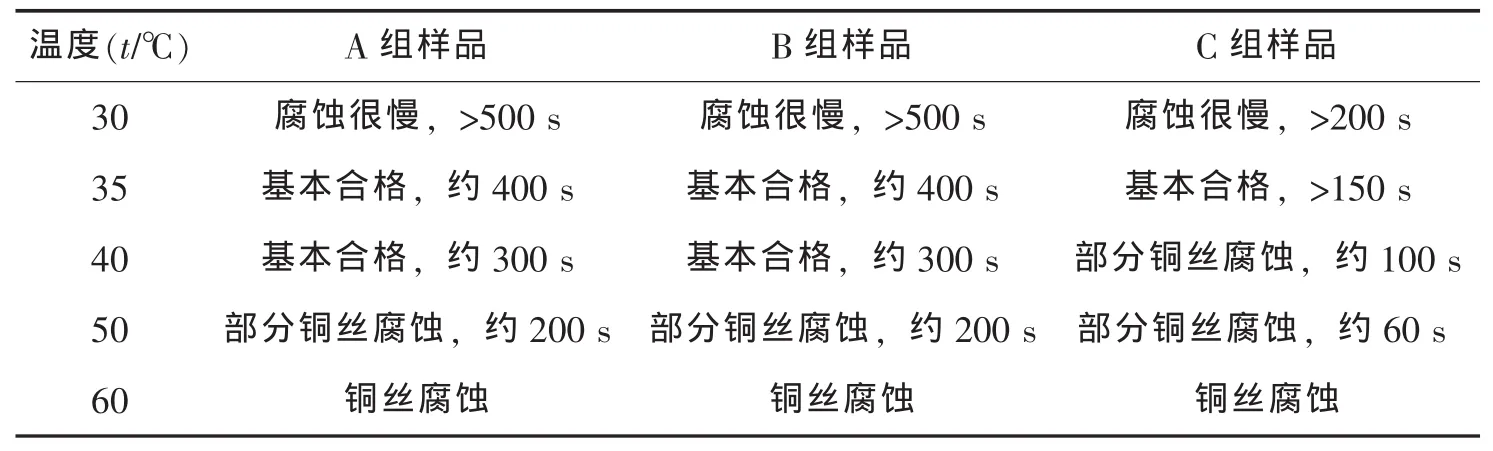
表4 不同温度开封效果
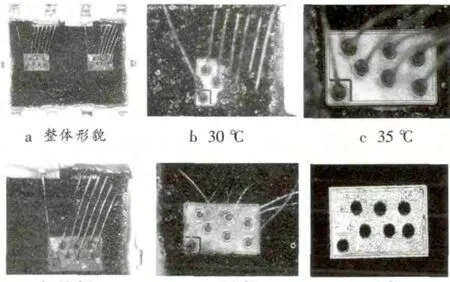
图4 不同的温度条件下C组样品的开封效果对比
4 结束语
通过不同条件下对铜丝器件的开封实验,总结出如下条件能使钢丝缝合达到较好的开封效果:1)尽量地减小塑封料的厚度,减少开封的时间;2)选择合适的浓酸配比,减少反应过程中铜丝的腐蚀;3)选择合适的开封温度。
利用上述方法开封铜丝键合塑封器件时,推荐的参数为:1)利用X-RAY透视芯片的大小和位置,对于塑封料厚度超过2 mm的样品,利用激光烧蚀来减薄厚度;2)将浓酸配比设置为N:S=3:1,开封的温度可设置在30~40℃,每次开封的时间不宜过长,应该关注塑封料和铜丝的腐蚀情况,逐步地调整开封的温度和时间。
[1]张素娟,李海岸.新型塑封器件开封方法以及封装缺陷[J].封装测试技术,2006, 31 (7) :509-511, 519.
[2]张新军.铜线键合技术及设备的研究与应用 [D].成都:电子科技大学,2010.
[3]侯小利.塑封器件化学开封方法优化设计研究[D].北京:北京化工大学, 2010.
[4]杭春进,王春青,田艳红,等.塑料封装铜丝内连电子元器件开封新工艺研究 [J].电子工艺技术,2008, 29 (1) :5-7, 11.
[5]Em Julius N.De La Cruz, Andrew C, et al.Comparative study of different copper wire decapsulation techniques for failure analysis[C]//201320th IEEE International Symposium on the Physical and Failure Analysis of Integrated Circuits (IPFA) .2013: 463-467.
[6]Nisene Technology Group.JetEtch Series Basic Decapsulation Process Guide for JetEtch II[Z] .2008.
猜你喜欢
发明与创新(2016年23期)2016-10-13 02:16:14
辽宁省博物馆馆刊(2016年0期)2016-05-17 10:00:50
湖北工业大学学报(2016年5期)2016-02-27 13:14:51
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:54
初中生学习·低(2015年8期)2015-05-30 10:48:04
电子工业专用设备(2015年4期)2015-05-26 09:10:31
中国舰船研究(2015年2期)2015-02-10 06:45:50
航天返回与遥感(2014年4期)2014-07-31 17:47:42
河南科技(2014年10期)2014-02-27 14:09:18
数学大王·趣味逻辑(2009年3期)2009-04-29 00:44:03
