
滤棒装盒机上料整理机构的设计与应用
2015-12-06 08:13:39倪敏,黄彪
烟草科技 2015年12期
倪 敏,黄 彪
南通烟滤嘴有限责任公司,江苏省南通市崇川区胜利路6号 226014
滤棒装盒机上料整理机构的设计与应用
倪 敏,黄 彪
南通烟滤嘴有限责任公司,江苏省南通市崇川区胜利路6号 226014
为解决滤棒装盒机生产过程中存在的操作复杂、计量不准确等问题,基于伺服精密驱动技术研制了一种新型滤棒上料整理机构。该机构由侧挡板、活动式托板组成一个能容纳整盒滤棒的渐沉式储棒仓,通过两个伺服电机分别驱动托板及支架垂直移动上料,配合侧面小锤敲击振动使储棒仓内滤棒有序排列,实现了滤棒先在储棒仓内装填整理,然后整盒推进空纸盒的功能。采用新型上料整理机构对HCF80型滤棒装盒机进行改进试验,结果表明:该机构可以精确控制滤棒整理动作,滤棒排列整齐有序。在不改变原机生产能力情况下,滤棒装支精度达(4 000±5)支/盒,优于YJ36型滤棒装盒机的精度标准,能够满足行业生产标准要求,有效提升了滤棒产品自动化物流系统的生产效率。
滤棒装盒机;纸盒;储棒仓;上料整理机构;装支精度
随着国内外烟草机械设备自动化程度的不断提高,滤棒成型机组的最高生产速度可达1 000 m/min。由于物流技术的发展与进步,滤棒生产企业利用异地技改建立了自动化物流系统[1],滤棒装盒以及纸盒集中输送、储存、精确计量已成为滤棒成型线自动化生产的主要模式。而作为该模式下的生产节点设备,滤棒装盒机的技术发展直接影响到滤棒生产线的运行速度。目前国内滤棒生产企业使用的德国HAUNI公司的HCF80型装盒机,需要人工辅助倒盒,即纸盒外面需要套一个硬盒固定[2],装满盒后再把纸盒从硬盒里取出,操作复杂,且计量不准确,每盒装支范围(4 000±80)支,无法满足GB/T 5605—2011规定的(4 000±40)支/盒的装支精度要求[3],并且需要人工辅助进行后续的滤棒整理、装支补充等工作,工人劳动强度大、有效作业率低。为提高滤棒物流系统的自动化程度,国内烟机制造公司吸取FF30型装盒机和COMFLEX系列产品的结构优点,设计开发了YJ36型滤棒装盒机,采用伺服电机驱动电缸做直线运动[4],能够利用纸盒直接装填滤棒[2],无需人工辅助倒盒,其上料整理机构借鉴了FF30型的分批推棒进盒技术,同时优化设计了整理和敲击装置[5],将装支精度提高到(4 000±10)支/盒。文献[6]中设计了一种滤棒装盒机的滤棒整理装置,将整理辊、限位器和托板自下而上分3层安装在过料箱内,通过计数器控制气缸带动限位杆移动使滤棒通道打开或关闭,但对托板的结构未有详细说明。刘钰[7]采用流量匹配计算和仿真模拟设计了YJ36型滤棒装盒机下料库的分流块、导流缓存块等,提高了滤棒装盒品质,但上述改进未能进一步提高装支精度。为此,根据自动化物流生产线需求,采用伺服电机驱动高精度螺杆副,带动托板及支架上下活动形成渐沉式储棒仓的方法,研制了一种新型滤棒上料整理机构,以提高滤棒装盒机的装支精度,实现滤棒产品的全自动化生产。
1 系统组成
每盒滤棒的装支标准按4 000支计,滤棒在纸盒内的排列标准为51层,每层滤棒排列支数呈偶数78或奇数79错位分布。HCF80型装盒机采用的垂直落棒装盒方式,装支顶部不整齐,装盒品质也不稳定;FF30型装盒机采用的分批推棒进盒方式,装支顶部整齐,但一次只能推进3层滤棒,需要17次才能完成全部推进过程,因此对推板和降盒动作的协调性要求较高,推进的滤棒与纸盒碰撞后容易反弹且在自由下落过程中容易散乱。在集成上述两种机型特点的基础上,研制了一种新型滤棒上料整理机构。该机构主要由侧挡板、托板及支架、伺服电机、滚珠丝杆、同步带传动系统、活门及开闭气缸、导向轴、调节丝杆、敲击组件等部件组成,见图1。

图1 滤棒上料整理机构示意图
在生产过程中,托板托举和支撑所有滤棒,随着托板的下移,储棒仓逐步形成(即所谓渐沉式),滤棒在储棒仓中填充、整理,支架支撑托板随滤棒填充速度同步下移。储棒仓初始装填时,托板下降,快速装填装盒机料仓内积聚过多的滤棒,后续随支架下移,直至储棒仓中的滤棒超过整盒滤棒的高度后打开活门,排列整齐的4 000支滤棒整体出料。在滤棒推出储棒仓后托板随支架复位,并快速提升到进料口,托举下一盒滤棒。采用伺服电机分别驱动托板及支架,保证了托板及支架的运行精度并与上游成型机生产速度保持同步[8]。侧挡板上加装的振动板、小锤等敲击组件,在上料整理过程中不断敲击振动板,使储棒仓中每层滤棒支数呈奇偶数错位分布,且排列整齐。利用调节丝杆调整侧挡板的间距,可以改变储棒仓的装支容量和尺寸,从而与纸盒规格相匹配。
1.1 托板及支架的驱动控制结构
托板及支架分别采用两组电气伺服驱动装置,其中托板支架驱动装置主要用于控制托板及支架整体在上料整理过程中的上下移动。如图1所示,托板支架与滚珠丝杆螺母固定连接,通过丝杆副传动将独立伺服电机驱动滚珠丝杆的旋转运动,转化为丝杆螺母连同托板支架的直线移动,以提高运动控制精度。由于托板支架横向跨度达1 100 mm,为保证运行平稳,驱动装置设计为单电机双边驱动结构[9],由同步带传动另一侧滚珠丝杆做同步动作。设计中采用两根直线光轴作为导向轴,两根滚珠丝杆以及两根导向轴的中心均在同一个铅垂平面内,保证了支架移动的稳定性。
受敲击和狗牙等整理组件安装结构的限制,托板支架上升的最高位在整理组件的下方,距离进料口有一定距离,因此在支架的上方加设了托板及其伺服驱动组件。同样,采用独立伺服电机驱动高精度丝杆副,以提高托板运动控制的平稳性,托板下方垂直固定单根滚珠丝杆以及两根导向轴,丝杆螺母和导向套固定在托板支架上,通过旋转滚珠丝杆螺母使托板随滚珠丝杆上下移动,避免滚珠丝杆凸出托板上平面挤压托板上方填充的滤棒。支架上升到最高位时,托板进一步快速上升到进料口托举滤棒,并切换至下降模式装填滤棒,直至支架位置停止;支架下降模式开启,与主机生产速度同步装填滤棒。
为实现托板及支架位置的精确控制,两组伺服驱动装置均采用位置控制方式,位置控制的速度值与主机的生产速度同步,控制的位置量则与加工的滤棒种类有关。例如,计算托板支架的升降行程,以直径7.7 mm,装盒数量4 000支的普通滤棒为标准,其在纸盒中的排列见图2,则51层滤棒的理论高度H为:
H=h×50+d=d×sin 60°×50+d=7.7×sin 60°×50+
7.7=341.1 mm
式中:h为上下层滤棒的中心高度,mm;d为两支滤棒半径之和,mm。

图2 滤棒排列示意图
可见,托板支架下降的行程大于341.1 mm,才能将滤棒下降至调节丝杆等阻碍整盒滤棒横向移动的连接件以下,使滤棒能够被整盒推出。因此,根据机构的实际安装结构尺寸,设定托板支架行程为380 mm。
将滤棒圆周及装盒数量等工艺数据输入电气控制系统,配合以伺服装置的电子齿轮比、滚珠丝杆副的导程、纸盒的宽度,系统可以自动计算出托板移动的速度和位置值,其位置误差可控制在±0.1 mm以内。另外,托板的极限位置设有接近开关检测单元,由PLC程序进行控制[10]。
1.2 侧挡板及滤棒整理部件
侧挡板与托板三面定位形成储棒仓,具有滤棒疏导、装填和限位等功能。另外,还安装有小锤敲击、狗牙拍打等敲击组件以及活门启闭机构,见图3。敲击组件上小锤的敲击动作由电磁阀驱动,通过专用电子模块来调整敲击频率。小锤不断地敲击侧挡板上部与滤棒贴近的振动板,使储棒仓内的滤棒产生振动,尽可能地减少滤棒之间的间隙。为进一步提高滤棒排列整齐度,通过两侧狗牙拍打,拨动滤棒呈奇偶数错位分布。狗牙的上下位置调整及左右摆动由气缸驱动,摆动频率根据托板下降速度由PLC程序控制。
活门可90°转动,其动作由气缸控制。在滤棒整理过程中,活门处于关闭状态,为滤棒的轴向位置限位;滤棒整理完毕打开活门,形成滤棒进入纸盒的通道,可以一次将整盒滤棒推入纸盒包装。4根调节丝杆固定支撑侧挡板,当纸盒或滤棒规格发生变化时,通过调节丝杆可调整侧挡板间距。取单层滤棒支数最大值79支计算,滤棒直径d为7.7 mm,则单层滤棒的理论宽度L为608.5 mm(图2)。考虑到滤棒在整理过程中自由转动需要间隙(两根相邻滤棒之间的间隙为0.03 mm),则侧挡板间距约为611 mm。
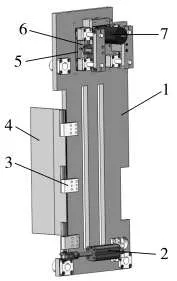
图3 侧挡板及滤棒整理机构示意图
1.3 控制流程
改进后装盒机在原HCF80的基础上保留了筛针及上部进料仓等部件,去除了硬盒夹持机构及链条传动升降系统,由独立电机驱动高精度螺杆副,替代原HCF80的低精度链条传动系统,重新设计空纸盒升降夹持机构,承接储棒仓推出的滤棒。由PLC实现机构的自动上料过程控制,准确控制设备的运行状态并实现储棒仓的精准定位。
滤棒出料后,托板支架上升的有效行程为380 mm,托板还须进一步上升到进料口,设定托板行程为180 mm。通过PLC程序判断情况,决定控制动作,再通过PLC系统的运动控制模块设定伺服电机的回转数,然后丝杆副将伺服电机的旋转运动转化成直线运动,从而实现转速、位置的精确控制,以及两个丝杆副由同步带传动的同步运动。储棒仓上料、整理控制流程见图4。
根据滤棒生产工艺及储棒仓的滤棒总量、储存时间测算[11],单次装盒循环时间要小于40 s。为保证滤棒推入纸盒过程中滤棒缓冲区不会过满,设定滤棒整理下降过程的总时间为30 s,托板升降机构单次运行时间和执行顺序见图5。
2 应用效果
采用新型上料整理机构对1台HCF80滤棒装盒机进行改进试验。测试材料:滤棒样品64 000支,长度100 mm,直径7.7 mm;空纸盒20只,纸盒规格(长L×宽H×高B)640 mm×347 mm×106 mm。测试过程:按10 000支/min人工均匀送料。装支容量平均为4 000支/盒,检测时间约2 min,启动机器,待空纸盒进入升降夹持机构后开始计时,统计滤棒总支数,计算每分钟装盒支数(装支能力)。同时计算滤棒实际装盒支数与中心值(4 000支/盒)的偏差值,以评判装盒精度,评判标准为每盒均达到(4 000±5)支/盒。相同测试重复3次,取3次平均值作为测试结果,见表1和表2。可见,改进后HCF80装盒机平均装支能力达10 003支/min,高于原设备最大生产能力10 000支/min;3个批次的滤棒装支精度均达到(4 000±5)支/盒,优于YJ36滤棒装盒机的精度标准。

图4 储棒仓上料整理控制流程图

图5 托板升降循环动作时序图

表1 上料整理机构装支能力测试数据

表2 上料整理机构滤棒装支精度测试数据 (支)
3 结论
采用新型上料整理机构对HCF80滤棒装盒机进行改进,应用于KDF2、KDF3等滤棒成型机组,可以精准控制滤棒整理动作,确保滤棒有序排列。在不改变原机生产能力的情况下,实现滤棒先在储棒仓内装填整理,然后整盒推进空纸盒的功能,提高了滤棒在纸盒内排列的整齐度,滤棒装盒机的装支精度达(4 000±5)支/盒,优于 GB/T 5605—2011规定的产品标准要求,且无需人工辅助进行后续的滤棒整理、装支补充等工作,满足了滤棒自动化物流系统的生产要求。
[1] 徐仲兴,杨忠文.烟草企业自动化物流系统的解决方案[J].烟草科技,2002(3):32-35.
[2] 王祥.一种纸盒夹持装置的设计[J].中国新技术新产品,2014(2):91.
[3] GB/T 5605—2011 醋酸纤维滤棒 产品标准[S].
[4] 河南省海田自动化系统有限公司.纤维棒料盒夹持装置:中国,201320379695[P].2013-12-18.
[5] 河南省海田自动化系统有限公司.纤维棒料推送装置:中国,2013203797191[P].2013-12-18.
[6] 新乡东方工业科技有限公司.滤棒装盒机的滤棒整理装置:中国,2011101814840[P].2012-11-07.
[7] 刘钰.YJ36型滤棒装盒机下料库的研制[J].机械工程师,2013(2):139-140.
[8] 李文伟,孙大伟,卫剑,等.YF17卷烟储存输送系统辅助装置的设计[J].烟草科技,2013(10):21-23.
[9] 李柱国.机械设计与理论[M].成都:科学出版社,2003.
[10]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社,2002.
[11]堵德华.YF171型滤棒储存输送装置技术参数的设计[J].烟草科技,2005(8):16-18.
Design and Application of Loading and Collating Mechanism in Filter Rod Case Filling Machine
NI Min and HUANG Biao
Nantong Cigarette Filter Co.,Ltd.,Nantong 226014,Jiangsu,China
In order to simplify the operation and improve the metering accuracy of filter rod case filling machine,a new filter rod loading and collating mechanism was developed based on precise servo drive technology,wherein lateral plates and a movable bottom plate defined a filter rod chamber for accommodating the filter rods for a whole case,two servo motors moved the bottom plate and its bracket downward to receive input filter rods helped by the knockers on the lateral plates,the rods were collated and orderly arranged in the chamber.Finally,the whole stack of filter rods was pushed into and filled an empty case all at once.HCF80 case filling machine was retrofitted with the new loading and collating mechanism,the testing results showed that the mechanism could accurately control the action of collator and the rods were arranged orderly.At the original throughput of the machine,the number of filter rod per case ranged between 4 000±5 rods,which was better than that of YJ36 filter rod case filling machine and met the requirements of industrial production standards.The efficiency of automatic filter rod logistic system is effectively promoted.
Filter rod case filling machine;Board case;Filter rod hopper;Collating mechanism;Loading accuracy
TS457
B
1002-0861(2015)12-0087-05
10.16135/j.issn1002-0861.20151214
2015-03-27
2015-08-13
倪敏(1968—),女,硕士,工程师,主要从事设备改造、维护管理工作。E-mail:13861981315@163.com
倪敏,黄彪.滤棒装盒机上料整理机构的设计与应用[J].烟草科技,2015,48(12):87-91.NI Min,HUANG Biao.Design and application of loading and collating mechanism in filter rod case filling machine[J].Tobacco Science&Technology,2015,48(12):87-91.
责任编辑 曹娟
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
煤炭工程(2022年11期)2022-11-24 00:59:06
科技与创新(2020年16期)2020-11-29 07:07:39
发明与创新·中学生(2020年1期)2020-08-03 03:34:33
发明与创新(2020年2期)2020-01-06 09:03:30
四川建筑(2018年4期)2018-09-14 01:11:58
湖南工业大学学报(2014年1期)2014-05-06 06:36:36
机电信息(2014年26期)2014-02-27 15:53:39
机电信息(2014年23期)2014-02-27 15:53:30
机电信息(2014年20期)2014-02-27 15:53:23
