
对数螺旋线在磨浆机磨齿设计中的应用
2015-12-05 09:13王成昆
中国造纸 2015年9期
王成昆 王 平
(天津科技大学机械工程学院,天津,300222)
对数螺旋线在磨浆机磨齿设计中的应用
王成昆 王 平
(天津科技大学机械工程学院,天津,300222)

根据对数螺旋线的特性,将其应用到磨浆机磨齿的设计中,磨齿在径向呈对数螺旋线形状,使得其在磨浆过程中动磨片(或转子)和静磨片(或定子)的磨齿交叉角度始终保持恒定。采用这种磨片可以使浆料在相同条件下,得到充分的处理并有效地保留纤维长度,改善磨浆质量。
对数螺旋线;磨片;设计;盘磨机
在造纸行业素有“三分造纸,七分打浆”的说法,而磨片作为打浆的核心部件,是磨浆机的“心脏”。磨片齿形的设计、选择合理与否,将直接影响磨浆机打浆质量和效能。在磨(打)浆过程中浆料在两个相对旋转磨片之间的间隙中,沿着磨齿的引导边缘在齿槽中移动。位于两个相对旋转面之间的磨齿重叠形成了瞬时交叉角,交叉角是影响浆料剪切和前缘覆盖能力的关键因素之一。
对于常规的盘磨机直形齿磨片,动磨片和静磨片的磨齿交叉角度在15°~40°之间变化,平均交叉角度为30°。交叉角度的变化,会造成磨片间纤维流动的不稳定和纤维的断裂,使浆料在磨片不同位置磨出的纤维质量不一致。
根据对数螺旋线动点运动方向和极径夹角恒定的特性,将其运用到锥形磨浆机转子磨齿的设计中,在增加了磨齿切刃长度的同时,也保证了转子和定子在磨浆时磨齿交叉角度的恒定。在整个磨浆过程中,浆料在相同条件下得以处理,保证了纤维的质量。本文介绍了对数螺旋线在磨浆机磨齿设计中的应用。
1 传统磨片磨齿和对数螺旋线的应用现状
1.1 传统磨片磨齿
传统磨片磨齿呈径向放射状排列,为防止浆料因离心力作用快速泵出磨浆区,在齿槽中设置浆档,有效地延长了浆料在磨浆区的停留时间。磨片从内径到外径通常可划分为3个区,即破碎区、粗磨区、精磨区。
磨齿一般分为直形齿和弧形齿两种形状,但弧形齿应用不及直形齿普遍,磨齿示意图如图1所示。
在一定长度的线段上,弧形齿较直形齿要长,在齿数一定的情况下,弧形齿可以提高磨片的切断长。齿纹的排列在国内纷繁杂乱没有标准模式,但总体可分为扇块分区齿和圆环分区齿两大类。其中扇块分区齿一般为直长齿,圆环分区齿可分为直长齿、弧形齿以及直长齿和弧形齿相结合3种。国外磨齿则相对简化统一,均为扇块直长齿,变化的只是齿数和切断长[1﹣4]。

图1 磨齿分类示意图[2]
1.2 磨片磨齿设计的理论依据
磨片磨齿的几何参数包括齿宽、齿高、齿倾斜角、齿槽宽、浆档及齿纹排列分布等。对于现有的磨浆机,无论是盘磨机还是锥形磨浆机齿形设计选择的主要理论依据都是比刀缘负荷(Specific Edge Load,SEL)理论[5],计算见式(1)。

式中,SWL为比刀缘负荷,W·s/m;N为打浆有效功率,W;L为每转切断长(转刀齿与定刀齿每转交汇的长度),m/r;n为磨浆机转速,r/s;Zt为转刀齿数;Zn为定刀齿数;I为刀齿齿长,m。
由转刀齿数、定刀齿数和刀齿齿长决定切断长,间接表征了磨片的齿形,是描述打浆性能的重要参数。因此设计选择磨片磨齿时,首先根据不同的浆种和打浆方式选择合适的SEL值,再计算L,最后进行磨齿几何形状的设计。槽宽等于或大于所处理浆料纤维平均长度的2~3倍;齿宽3.5~6.5 mm;齿宽和槽宽之比控制为≤1;齿高一般选择5.5~7.5 mm,限制在齿宽的1~2倍;齿倾角度一般选10°~20°;浆档宽度选齿宽的2/3,高度选齿高的1/2~3/5[6﹣8]。
1.3 对数螺旋线及其应用现状
1.3.1 对数螺旋线及方程
动点运动方向始终和极径ρ保持定角λ的动点轨迹,称之为对数螺旋线[9](见图2),其方程见式(2)和式(3)。

式中,a、m为常数;θ为极角;ρ为极径。

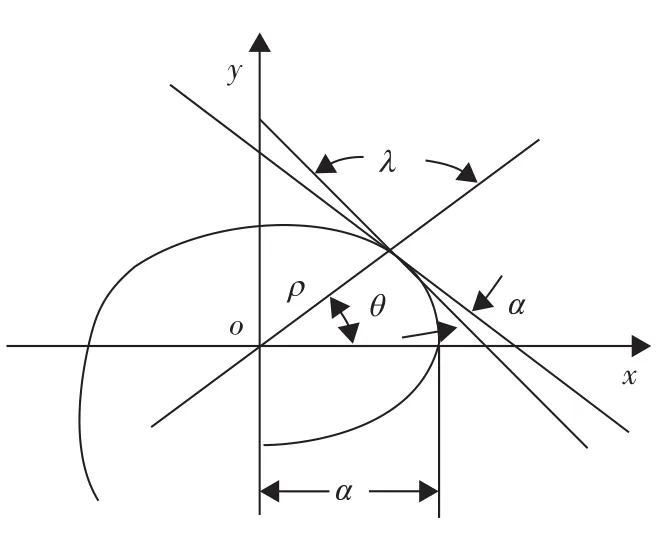
图2 对数螺旋线[10]
1.3.2 对数螺旋线的应用现状
在机械设计与制造工程领域中,由于受传统制造技术的限制,本该使用对数螺旋线的地方却使用了其他近似曲线代替,使得对数螺旋线的优越性未得到充分发挥。但随着先进制造技术的发展,使得复杂曲面形状的加工成为了可能,对数螺旋线也逐渐受到人们的重视。
由对数螺旋线的定义可知,λ是一个定值,所以动点的运动方向(即曲线的切线)与极径垂线的夹角α也是一定值。这一性质在工程应用中的成功案例有:在曲线偏心夹紧机构中,由于升角恒定,可使夹紧升程限制较少,自锁性能良好;在无键型面连接中,可实现自动定心,载荷分布均匀,承载大的优点;作为铲齿成形刀具的铲背曲线,保证刀具的切削性能[10]。
2 对数螺旋线在磨齿设计中的研究与应用
在磨浆过程中,位于两个相对旋转面之间的磨齿重叠形成了瞬时交叉角,交叉角是影响浆料剪切和前缘覆盖能力的关键因素之一。所以本文主要探究如何运用对数螺旋线来保证磨齿交叉角的恒定。
2.1 对数螺旋在盘磨机磨片设计上的应用
本设计的初衷是将对数螺旋线应用到磨浆机的磨齿设计中,尤其是锥形磨浆机。为了更好地理解该设计理念在锥形磨浆机转子上的应用,首先把该理论在盘磨机磨片上的应用做简单介绍。
图3为在盘磨机磨片上运用对数螺旋线设计的磨齿。该磨片不同于传统磨片,没有破碎区故适合于精浆。
图3中的1、2、3分别为粗细不同的磨区,在不同磨区由于齿槽和磨齿的宽度不同以达到精浆的要求;每个区的磨齿都遵循对数螺旋形状,当然也可以是只有两个或者一个磨区有螺旋线磨齿分布,比如只有磨区1或磨区1、磨区2有曲线磨齿,其余磨区设计为其他形状;特定的形状参数γ角在每个区域可以不同,但形状参数在动磨片和静磨片相同磨区上最好是相同的;如果只有一个磨片上的磨齿具有对数螺旋线的曲线分布,而与之对应的磨片是一个传统的磨齿模式,相对于两个磨片都是传统磨齿的磨浆机,仍能有效地减少磨齿交叉角的变化。
形状参数γ角的定义如图4所示。

图3 对数螺旋线齿形在盘磨机磨片上的应用[11]

图4 形状参数的定义[11]
从图4可知,β为两条对数螺旋线的切线t1和t2之间的夹角,两条对数螺旋曲线C1和C2相交于Pi(即弯曲磨齿的前沿交叉点)。螺旋曲线的切线与通过中心点Pc的母线L成γ角。
形状参数γ角具有很大的灵活性,可取±90°范围内的数值,图5(a)和图5(b)是γ角分别取60°和-30°时的磨齿弯曲示意图。
值得注意的是,因为在螺旋线上靠近径向内缘位置的点所拟合的曲线,可能不完全符合理论对数螺旋线。所以在实际生产制造时,通过确定起始半径和角度建立的完整曲线(代表“母齿”的引导线),近似地接近数学表达式所确定的螺旋线。而后确定磨齿宽度并对该螺旋线偏移做出母齿,通过母齿的复制和旋转形成一个完整的扇形磨片单元。
在实际生产中,安德里兹公司推出的ANDRITZ MDF Spiral磨片就是应用恒定磨齿交叉角设计磨齿的典型实例。该机型在磨浆时不仅提高了纤维的质量,而且在能耗和磨浆效率以及生产能力方面较之常规磨片,都有着良好的表现。且该磨片可用于任何制造商生产的热磨机,适用性较好。

图5 γ分别取60°和-30°时的磨齿弯曲示意图[11]
2.2 对数螺旋线在锥形磨浆机转子磨齿设计上的应用
以下主要介绍对数螺旋线在锥形磨浆机转子磨齿设计中的应用。极坐标系中的两个坐标ρ和可以由式(5)、式(6)和式(7)转换为直角坐标系下的坐标值。

当m取0时,ρ=a即为平面圆形。
式中,ρ是磨齿沿径向中心线的长度;a是磨片半径ρ的尺度参数;γ是任何交叉角曲线的切线与母线之间夹角;在γ=90°或-90°的情况下,对数螺旋线上任何点的切线都是和母线正交的,曲线即为一个半径为a的圆。
本文所描述的对数螺旋线是以X、Y平面定义的。在运用到锥形转子的过程中,曲线形成了X、Y、Z三个方向的变化,加上锥形表面的倾斜和曲率使得在投影长度与在X、Y平面有所不同。这导致了在磨齿宽、交叉角度、齿槽宽度和边缘引导线长度的变化。但对数螺旋线相对于圆锥母线交叉角恒定的性质仍然存在。图6为对数螺旋线在圆锥面上的形状。
结合图4推导出对数螺旋线的形状参数在平面和锥体上的变换函数见式(8)。

式中,γ为磨齿交叉角曲线的切线与母线之间夹角;γc为锥形磨浆机转子磨齿交叉角曲线的切线与母线之间夹角;ε为圆锥体的半锥角。
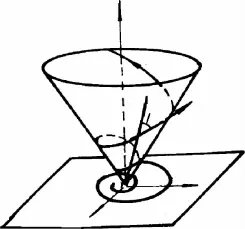
图6 对数螺旋线在圆锥面上的形状[12]
角度γc意味着对数螺旋线在锥形磨浆机转子磨齿的目标角度,而角γ则指在原有X、Y盘磨平面上对数螺旋磨齿角度的数值。
在交叉角度变化的同时,磨齿宽和齿槽宽度也参与这种转变,变换函数关系见式(9)和式(10)。
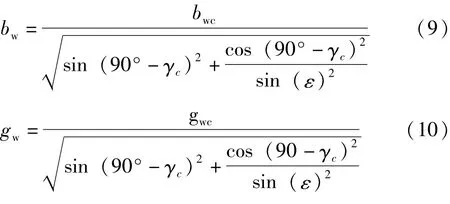
式中,bw为在X、Y平面或盘磨机磨片上磨齿宽度;bwc为在锥形磨浆机转子上的磨齿宽度;gw为在盘磨机磨片上的齿槽宽度;gwc为在锥形磨浆机转子上的齿槽宽度。
为了更好地理解以上公式的含义,可以借助图7~图9加以说明,图7为一个实施该设计的锥形磨浆机转子。
图8为在X、Y平面生成对数螺旋线的设计,在这种情况下,定义在盘磨机磨片上磨齿的形状参数角度γ为恒定的54°。
当取锥体半锥角ε为20°时,通过式(8)即可计算出在锥形磨浆机转子磨片上γc这个角度的变化,计算结果为25°,如图9所示。
此外,磨齿的其他物理参数,如齿高、齿宽、槽宽等都可以通过上文中盘磨机磨齿设计理论依据这部分内容进行设计计算。
为了使纤维在齿槽和齿面上交换,避免纤维未叩解而直接通过磨区,可在齿槽内设置浆档。设计原则是防止浆档弧心与磨片圆心同心,原因是当同心时两个相同磨片为同一磨区,两磨片浆档重合造成磨区内压力变大,通浆阻力骤大,不利于磨片稳定工作。蒋小军等人[13]的新型磨浆机磨片专利中浆档的设计可以参考,此外Luc Gingras[14]的可变角度的磨齿中其深浅不同的浆档也具有较大参考价值。
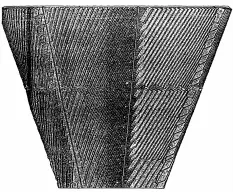
图7 应用对数螺旋线设计的锥形磨浆机转子[11]

图8 在盘磨机磨片上的形状参数[11]
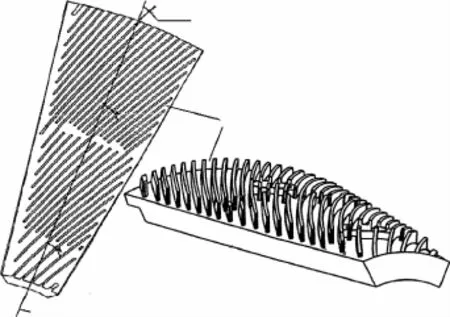
图9 在锥形转子上所对应的形状参数[11]
3 结 语
传统磨浆机磨齿的几何形状,无论是平行齿或是弧形齿,在打浆过程中都不可避免的存在磨齿交叉角度的变化,而交叉角度的变化,会造成磨片间纤维流动的不稳定和纤维的断裂,使浆料在磨片不同位置磨出的纤维质量不一致。
根据对数螺旋线动点运动方向和极径夹角恒定的特性,将其运用到了磨浆机磨齿的设计中去。在增加了磨齿切刃长度的同时,也保证了动磨片(或转子)和静磨片(或定子)在磨浆工作时磨齿交叉角度的恒定。使得浆料纤维在相同的条件下得以进行磨浆处理,保证了纤维的质量。
[1]DONG Ji﹣xian,ZHIYan﹣fang.A New Refiner Plate With Z Bars for High Consistency Disk Refiner[J].China Pulp&Paper,2008,27(11):49.董继先,职艳芳.Z形磨齿新型高浓盘磨磨片[J].中国造纸,2008,27(11):49.
[2]Chi Li﹣xin.The Design and Selection of Disk Refiner Tooth[J].Pa﹣per and Paper Making,1998(6):30.迟立新.盘磨磨片齿形的设计与选择[J].纸和造纸,1998(6):30.
[3]CHILi﹣xin,WU Xia,PENG Zhi﹣jun.Analysis of Selected Points of Refiner[J].Paper Science&Technology,2005,24(4):54.迟立新,吴 霞,彭志军.磨片选用要点分析[J].造纸科学与技术,2005,24(4):54.
[4]JIANG Xiao﹣jun,YAN Zhen.Impored Double Disk Refiner Refining Plates and Refining the Localication Practise[J].East China Pulp& Paper Industry,2011,42(5):28.蒋小军,严 震.口双盘磨浆机磨片国产化与打浆实践[J].华东纸业,2011,42(5):28.
[5]Kure K A,Sabourin M J,DahlqvistG.Adjusting refining intensity by changing refiner plate design and rotational speed﹣effects on structural fibre properties[J].Journal of Pulp and Paper Science,2000,26(10):346.
[6]Petteri Vuorio,Peter Bergquist.New refiner segments technology to optimize fiber quality and energy consumption of refiner mechanical pulp[J].Tappsa Jounal,2004(9):12.
[7]ZHANG Hui,LIZhong﹣zheng.Research Progress and Trend of Disk Refiner's Technology[J].China Pulp&Paper,2007,26(10):40.张 辉,李忠正.盘式磨浆机技术研究进展与趋势[J].中国造纸,2007,26(10):40.
[8]Scholl M,Clayton P,Jia Y,et al.Deterioration behavior of thermo mechanical refiner plates[J].Wear,1997,203/204:65.
[9]JIN Fu.The proof on unchanged nature of logarithm spiral[J].Jour﹣nal of Shenyang Teachers College(Natural Science Edition),1999(3):4.金 福.关于对数螺线不变性之证明[J].沈阳师范学院学报(自然科学版),1999(3):4.
[10]ZHENG You﹣yi.Application of logarithmic spiral in machine design and manufacturing engineering[J].Journal of Machine Design,2003,20(1):69.郑友益.对数螺线在机械设计与制造工程中的应用[J].机械设计,2003,20(1):69.
[11]Antensteiner,Peter.Conical Refiner PlatesWith Logarithmic Spiral type Bars:CA,2534256 A1[P].2006﹣09﹣08.
[12]FAN Zhen﹣mei.The Proterty of the Logarithmic Spiral of Cones[J].Journal of Nanjing Normal College,1999,15(4):15.樊真美.圆锥对数螺线的性质[J].南京师范专科学校学报,1999,15(4):15.
[13]JIANG Xiao﹣jun.The new refiner blade:CN,201850464U[P].2011﹣06﹣01.蒋小军.新型磨浆机磨片:CN,201850464U[P].2011﹣06﹣01.
[14]Luc Ginggras.Refiner plate with variable pitch:US,005893525A[P].1999﹣04﹣13. CPP
(责任编辑:董凤霞)
Logarithm ic Spiral and Its Application in the Design of Refiner Plate
WANG Cheng﹣kun*WANG Ping
(College of Mechanical Engineeting,Tianjin Univetsity of Science&Technology,Tianjin,300222)(*E﹣mail:wangchengkun1990@163.com)
Logarithmic spiralwas applied to the design of disc refiner plate and conical refiner rotor based on its features.The teeth on the surface of refiner plate in the radial show logarithmic spiral shape,so that the refiner teeth intersecting angle of the rotor and stator remained constant during the refining process.The refiner with such plate could increase fiber collapse and effectively retained fiber length under the same conditions,and improved the refining quality.
logarithmic spiral;refiner plate;design;disc refiner
王成昆先生,在读硕士研究生;研究方向:磨浆造纸机械的研究。
TS733+.3
A
0254﹣508X(2015)09﹣0037﹣05
2015﹣03﹣30(修改稿)
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
口腔医学(2021年10期)2021-12-02
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
昆明医科大学学报(2021年1期)2021-02-07
水泥工程(2020年4期)2020-12-18
建材发展导向(2020年16期)2020-09-25
娃娃乐园·综合智能(2020年9期)2020-09-25
电子技术与软件工程(2020年6期)2020-02-03
