
解决圆弧插补铣精铣内孔不稳定问题
2015-12-02 01:37:12神龙汽车有限公司湖北襄阳441004杨卫国杨明坤尹吉春
金属加工(冷加工) 2015年22期
■神龙汽车有限公司(湖北襄阳 441004)刘 辉 杨卫国 杨明坤 尹吉春
COMAU—URANE25以高精度、高运行速度和低故障率,越来越得到用户的信赖。2006年,我公司开始引进BE变速箱生产技术。为了保证产品质量,我公司生产的BE离合器壳体总成以及变速箱壳体开始采用COMAU—URANE25加工中心加工。
1.问题介绍
我公司离壳器壳体总成由半壳、离壳通过4个固定螺栓组成(见图1)。近期,加工离合器壳体总成的加工中心(简称X F1253)出现异常问题:加工111#孔径不稳定,出现超差现象。该孔加工先用镗刀粗镗孔,再用铣刀圆弧插补(G3)方式精铣内孔,孔径一直稳定在(φ63.025±0.005)mm(要求φ63.01~φ63.04mm),而这次问题的现象是加工过程中加工孔径波动大:在φ63.067~φ63.004mm之间波动。
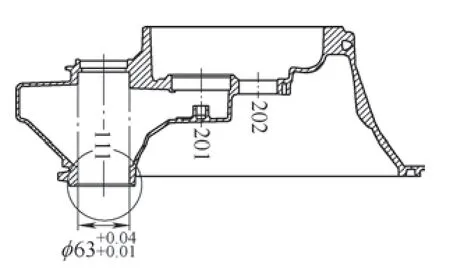
图1
2.问题分析
针对此问题,由工艺、维修和生产车间成立问题分析小组,列举了可能存在的几个问题,并针对这些问题展开行动:
(1)根据现场孔径检测值,发现在X、Y方向均有波动,结合以前的维修经验,判断驱动器出现问题,先后更换X、Y轴驱动器后,问题现象未消除。
(2)判断夹具压力是否稳定。工件在夹紧后,通过夹具测压口用压力表进行压力检测为5MPa,理论上该压力要一直维持直到加工完成,工件松开为止。而在实际检测过程中,该压力在3min内由5MPa降到0MPa,存在泄压情况。更换单向阀后,测量10min,压力维持在5MPa,压力正常,试切零件,首件孔径合格,试切第二件零件,孔径超差,问题依旧。
(3)检查前道工序拧紧机拧紧扳手的拧紧力矩是否符合要求。通过阿特拉斯转矩检测仪对4个拧紧扳手、每个扳手进行5组拧紧力矩数据对比,结果均合格(见附表)。另外,考虑到有同样设备XF1260与XF1253加工同一工序,而XF1260加工结果合格稳定,排除拧紧问题。
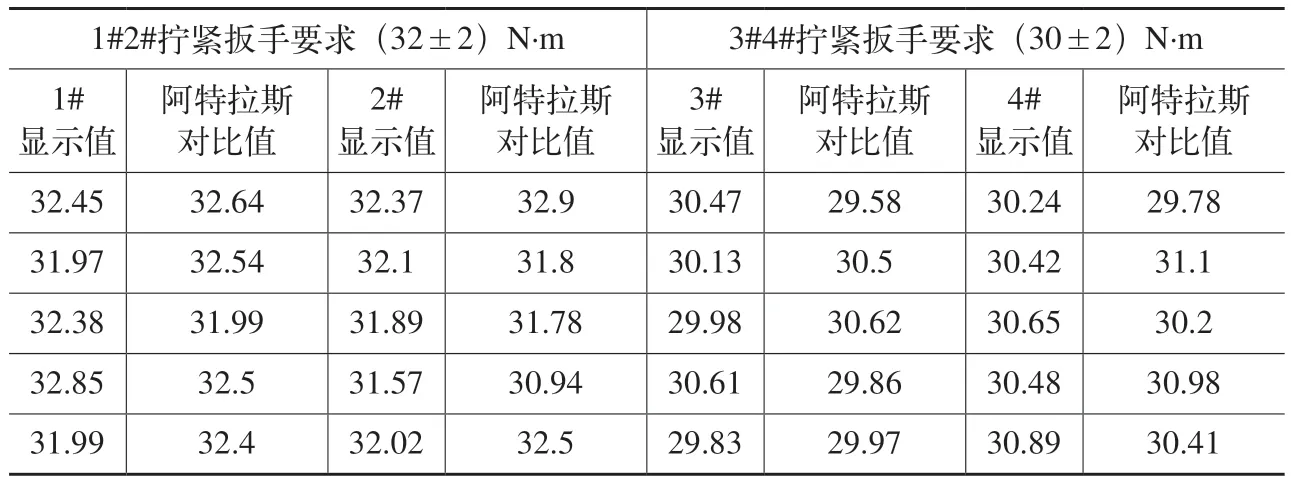
5组拧紧力矩数据对比表
(4)检查X、Y轴直线导轨表面未出现划伤,导轨完好;在上述工作开展的同时,我们针对XF1253加工111#孔大的、孔小的和孔合格的零件各取一件(共3件),XF1260正常件取一件,通过圆度仪进行圆度分析,通过对圆度仪测量结果进行分析,可以得出一个结论:Y轴有异常(见图2)。
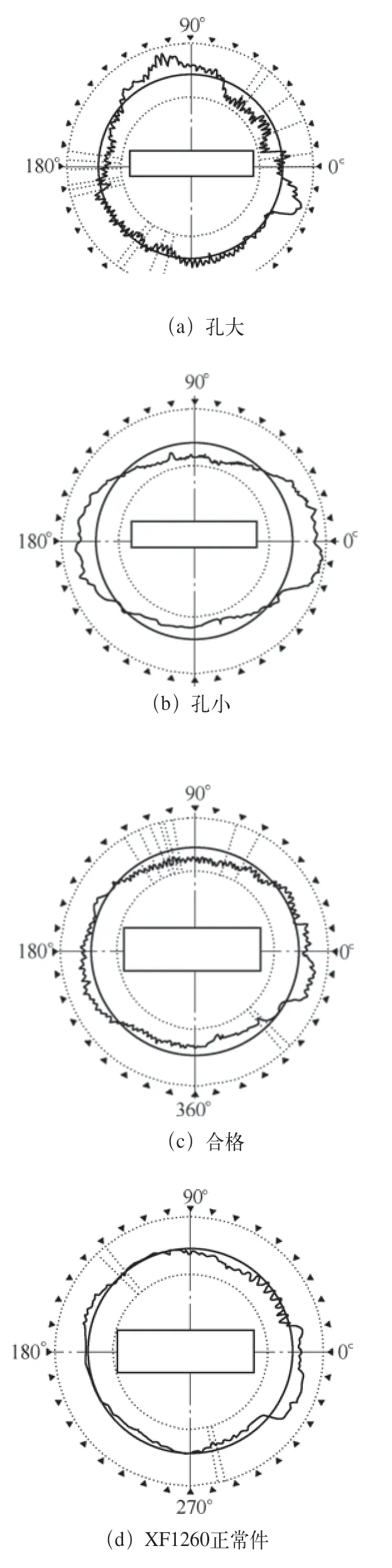
图2
3.问题处理
针对Y轴,制定下列措施:
(1)检查Y轴平衡气缸压力是否正常。压力在4.5MPa,同时NC断电后未出现Y轴上移或下降情况,压力正常;问题依旧。
(2)确认Y轴光栅尺是否正常。更换Y轴光栅尺,以及后续的更换光栅尺电缆,问题依旧。
(3)检查机床运动精度是否正常。用COMAU专用精度检查工具BALLBAR(具体使用方法可参见《Ballbar球杆分析仪的扩展应用》),对设备精度进行检查:通过对圆弧插补的轨迹进行模拟,发现在Y轴方向有0.25mm的椭圆,最终检查发现Y轴导轨滑块有0.05mm的间隙,更换导轨后加工首件合格,继续加工,连续加工合格。进行30件能力测试,能力合格,CAM达到2.96,CAP达到2.98,CPA达到2.87(要求CAM≥1.33,CAP≥1.33,CPK>1.1),问题解决(见图3)。

图3
4.结语
COMAU—URANE25加工中心X、Y和Z轴的位置均由(绝对式)直线光栅尺测量,其中,X轴(X1、X2)由两套光栅尺分别测量(便于同步调节)。精度相当高,一旦X、Y和Z精度有问题都会报警,因此错误地以为机床精度没有问题,忽略了精度检查,导致处理该问题用了近6天时间。针对 COMAU—URANE25类似的加工质量问题,如果设备具有精度检测工具BALLBAR,应首先用精度检测工具BALLBAR对设备精度进行检测,先保证设备精度没有问题,再根据检测结果进行准确分析和判断,能更好、更快地解决质量问题,避免走弯路。
猜你喜欢
青少年科技博览(中学版)(2023年9期)2023-11-30 03:42:26
工程与试验(2022年2期)2022-08-08 12:37:30
减速顶与调速技术(2022年3期)2022-02-11 11:26:36
商品与质量(2020年53期)2020-11-27 03:07:42
制造技术与机床(2019年4期)2019-04-04 12:22:10
精密制造与自动化(2018年1期)2018-04-12 07:42:52
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
军营文化天地(2017年7期)2017-09-25 07:43:48
军事文摘(2016年16期)2016-09-13 06:02:51
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
