
大型球磨机端盖裂纹焊接修复
2015-12-01 00:57王欢李宁
金属加工(热加工) 2015年20期
王欢 李宁
大型球磨机端盖裂纹焊接修复
王欢 李宁
通过对MQY458型球磨机入口端盖裂纹的焊接修复工作进行总结,为同类型球磨机端盖焊接修复工作提供参考依据。
1. 概述
MQY4585球磨机是我公司为山东魏桥集团提供的产品,规格为φ4.5m×8.5m。球磨机在运行19个月后,在运转过程中发出异常声音,停机检查发现端盖出现裂纹,经检测裂纹长为2 500mm,贯穿长度为1 500m m(见图1)。处理的办法最好是立即停机更换端盖,但无备件,新的备件从制模铸造到加工,工期最少两个月,而生产任务又非常紧急,为不影响客户的正常生产,我公司一方面迅速制作备件,另外着手进行现场裂纹补焊,争取达到磨机正常运转条件。
2. 焊接性分析
根据设备出厂资料,端盖为Z G35材料制成,产生裂纹部位在φ3 400mm附近,壁厚125mm,材料焊接性能优良,但因为壁厚较大,易出现三维应力,补焊时应该采取预热措施,以防止焊接裂纹出现;但结构因素限制,如果整体预热,肯定不现实,局部预热焊接,则有可能因为受热不均匀导致焊接变形过大,最后可能出现裂纹焊补好了,因变形大,磨机仍然无法运转。
3. 焊接方案制定
以控制焊接变形为主要目标,裂纹补焊时采用不预热焊接工艺;冷焊采用小参数多层多道焊,注意使用风铲锤击打底层焊缝释放应力。本次端盖裂纹焊接修复采用半自动熔化极CO2气体保护焊,相比于焊条电弧焊,既可减少焊接变形,保证焊接质量,又能提高焊接速度 ;焊接材料选用实芯焊丝H08Mn2SiA。
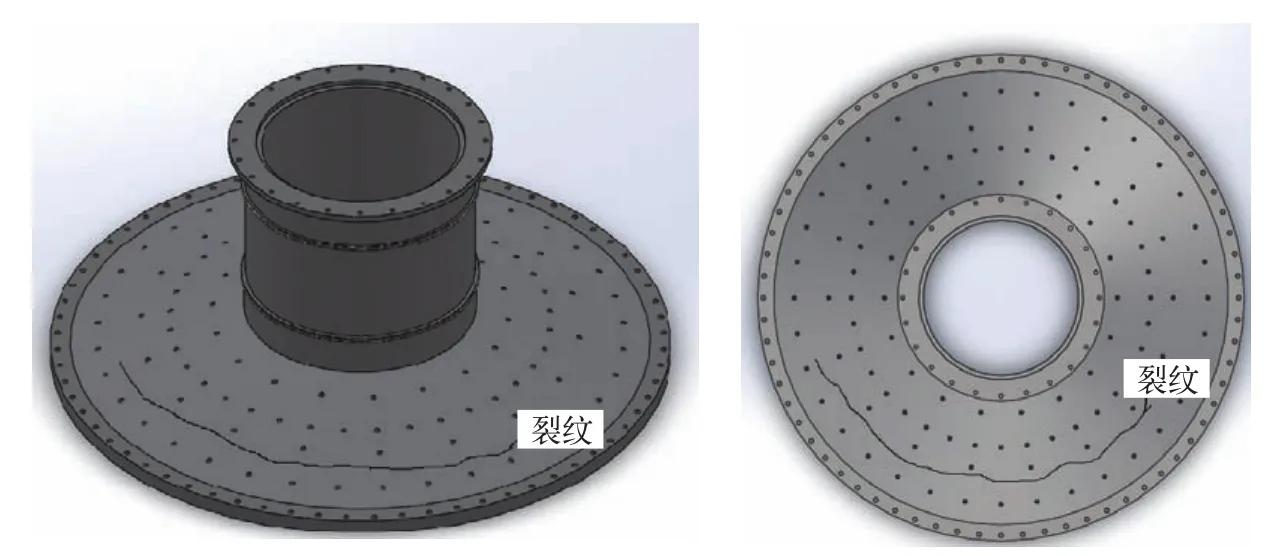
图1 中空轴
对于端盖裂纹等构件,由于运转时间相当长,材料可能有疲劳现象,同时裂纹处的拘束度都非常大,这样常常在焊接根部的1~2道焊缝时容易出现裂纹,为此选用伸长率比较高的奥氏体填充材料。本次维修过程中我们底层焊缝均采用了ER308L不锈钢焊丝填充,效果非常理想。
4. 焊接实施
(1)止裂孔钻削 着色检测,找出裂纹内外端头位置,经分析裂纹走向,我们在裂纹终端50mm 处钻出φ8~φ10mm止裂孔。 由于裂纹内外两侧端部没有重叠贯穿,所以止裂孔的深度钻到所在位置板厚的一半即可。
(2)坡口制备 采用碳弧气刨在端盖开外部形坡口(见图2),这是一道非常关键的工序,为了控制变形,裂纹必须分段刨出坡口,此裂纹长度分为5段(见图3),先开1、3、5坡口,坡口开好后,要仔细打磨和清理积炭部位,在1、3、5段焊接完成后,在开2、4段坡口,注意不得将裂纹一次处理完,这样裂纹未刨开部位可以支撑防止出现过大收缩变形。
(3)焊接过程 为保证焊接质量并控制焊接变形,焊接参数如附表所示。
采用多层多道焊接,每焊接一道,先用风铲锤击焊缝表面直到金属产生塑性变性,以细化晶粒改善组织,减小应力,同时冷却焊缝和清渣,再焊下一道;道间温度控制在50℃左右,即用手摸不至于烫手再焊接后续焊缝。局部焊接完毕及时用硅酸铝岩棉垫对焊缝进行保温。对此类较深坡口(板较厚)又不能开较大角度的焊缝焊接,一般推荐采用加长窄喷嘴进行焊缝填充,如果用标准喷嘴,难以伸到根部导致焊丝伸出过长,电弧不稳,焊接质量难以控制。
(4)焊后处理及检测 焊接结束后即刻用履带式加热器进行焊后热处理,以消除焊接应力,热处理参数如图4所示。热处理完成后,进行超声波无损检测。
5. 焊接效果
该端盖的裂纹按上述工艺焊接完成后,对焊缝进行修磨,端盖进行检测,符合图样设计要求,再经空车运行,满足运行条件,于是空车运行8h后加50%负荷,运行一个班,设备运行均正常,再满负荷工作。经该工艺修复后的端盖,现在仍正常运行,说明此次维修是比较成功的,重新制作的端盖备件已经发到用户现场,待设备停机维护时更换新端盖。
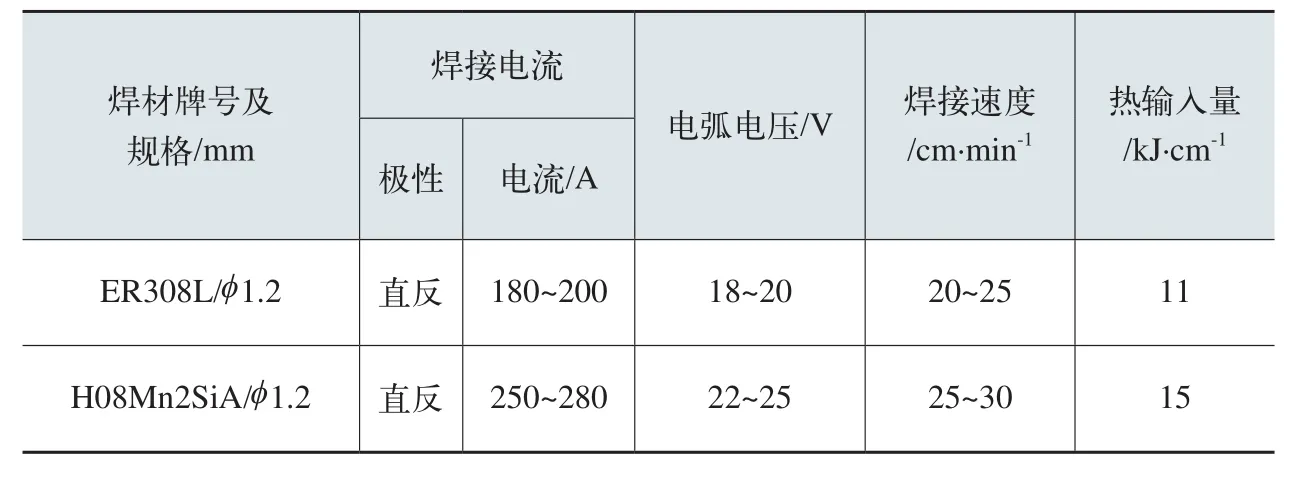
焊接参数
6. 结语
本文所涉及的大型球磨机端盖铸件的焊接修复工艺方法,希望能给同类铸件裂纹的焊接修复工作提供一定的参考,同时,望广大专家、同行对本文的焊接修复工艺方法提出宝贵意见,使该工艺方法更加完善。

图2 坡口

图3 裂纹分段
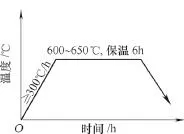
图4 热处理曲线
[1]于存喜,张吉.大型球磨机端盖裂缝的焊接修复[J ].技术交流与应用,2010(10):54-56.
[2]赵洪生.球磨机端盖的CO2焊接 [J ].焊接,1995 ( 9 ) :22-23.
[3]殷树言,刘嘉. CO2焊接工艺控制及CO2焊接方法的发展[J].金属加工(热加工),2001(11):4-5,50.
[4]郭实英,梁键. CO2气体焊修复水泵壳体裂纹[J].金属加工(热加工),2008(24):74.
[5] 张运孟.大型磨机中空轴多裂纹的焊补[J ].科学创新与应用,2014(6):50.
王欢,中国有色(沈阳)冶金机械有限公司;李宁,北方重工集团输送设备分公司。
猜你喜欢
水泥技术(2022年4期)2022-07-27
防爆电机(2022年2期)2022-04-26
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
石油化工建设(2019年6期)2020-01-16
活力(2019年15期)2019-09-25
上海建材(2019年3期)2019-09-18
经济技术协作信息(2018年8期)2019-01-14
制造技术与机床(2018年10期)2018-10-13
中国核电(2017年1期)2017-05-17
