
外部密封环的焊接工艺评定试验
2015-12-01 00:57:28张昕张国良张烜
金属加工(热加工) 2015年20期
张昕 张国良 张烜
外部密封环的焊接工艺评定试验
张昕 张国良 张烜
通过Q690E焊接工艺评定试验,确定了焊接方法、焊接材料及焊接参数,获得了合格的焊接接头,保证了焊接质量,并通过了必维国际检测集团(BV)的鉴定,为我公司在焊接低合金调质高强度结构钢方面提供了技术支撑。

1. 概述
随着现代工业的发展,钢材的强度越来越高。我公司承揽的新加坡盾构机,其盾构机上的外部密封环材质为Q690E,外方要求按照EN ISO 15614标准进行焊接工艺评定。接到任务后,我们经过研究,并查阅大量资料,最后决定采用气体保护药芯电弧焊焊接方法。
2. Q690E焊接工艺评定
按E N I S O 1 5 6 1 4-1:2004+A1/2008+A2/2012《金属材料焊接工艺规范和评定-焊接工艺试验-第一部分:钢弧焊和气焊及镍和镍合金弧焊》标准,因有冲击和硬度要求,为了覆盖全位置,我们决定进行横焊(PC)和立焊(PF)两块试板的焊接。
(1)Q690E材料性能 其化学成分和力学性能如表1、表2所示。
(2)焊接性能试验 Q690E钢板的焊接难点在于防止裂纹,提高焊接接头的韧性。基于以上特点,制定了如下焊接工艺评定试验。
第一,试验材料:Q 6 9 0 E钢,规格:长500mm×180mm×30mm。

表1 Q690E化学成分(质量分数) (%)
第二,焊接材料:采用韩国现代焊接有限公司生产的Supercored 110(AWS A5.29 E111T1-GC)药芯焊丝,其焊材化学成分如表3所示。
第三,焊接方法:采用气体保护药芯电弧焊焊接方法。
第四,焊接工艺:试板坡口及焊接顺序如图1、图2所示。焊接参数如表4、表5所示。
第五,焊接工艺措施:焊前在焊缝100mm范围内用煤气预热到150℃左右,焊道间温度控制在150~200℃。焊后进行200~250℃,保温1h的消氢处理。
(3)工艺评定结果 试板焊接后按EN 970进行100%外观检测合格,按EN 1290进行100%磁粉检测合格,按EN 1714进行超声波检测合格。力学性能试验结果如表6、表7所示。
通过上述检测结果表明,Q690E钢板按EN ISO 15614-1:2004+A1/2008+A2/2012标准进行的焊接工艺评定试验,评定结果合格。
3. 结语
Q690E钢板的焊接工艺评定的通过,证明只要工艺措施得当,Q690E钢板的焊接是可行的。Q690E钢板的成功焊接,为我公司在焊接低合金调质高强度结构钢方面提供了技术支撑。
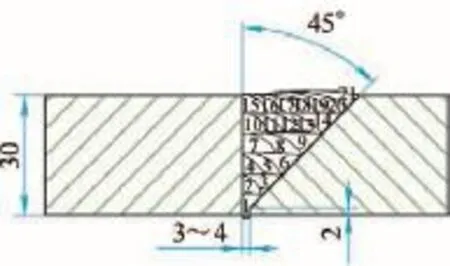
图1 横焊试板坡口及焊接顺序
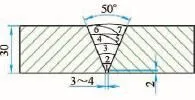
图2 立焊试板坡口及焊接顺序

表2 Q690E力学性能

表3 Supercored 110化学成分(质量分数) (%)

表4 横焊焊接参数
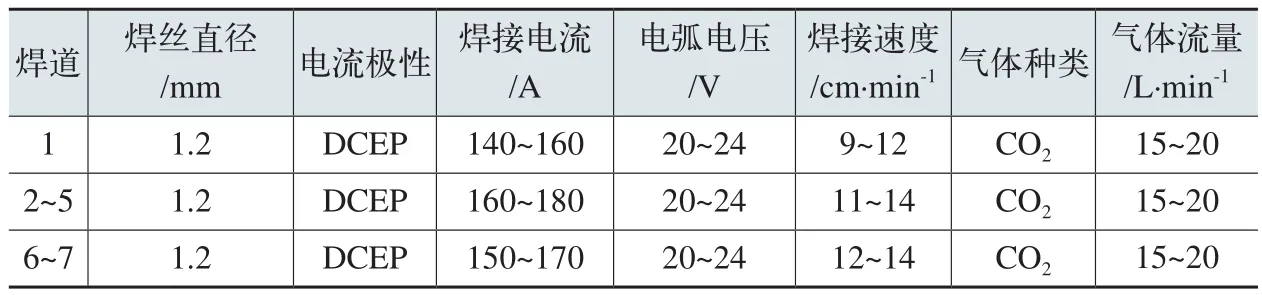
表5 立焊焊接参数

表6 横焊试验结果

表7 立焊试验结果
张昕等,北方重工集团有限公司。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
工程设计学报(2021年6期)2022-01-10 10:27:12
压力容器(2019年1期)2019-03-05 11:12:06
成功(2018年9期)2018-11-07 08:58:40
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年2期)2015-07-18 11:02:38
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:11
