
国内外690MPa高强钢实芯焊丝的研究及应用
2015-12-01 00:57万斌赵钰刘红军樊志勤杨晓东杨国华赵凯杜奇峰
金属加工(热加工) 2015年20期
万斌 赵钰 刘红军 樊志勤 杨晓东 杨国华 赵凯 杜奇峰
国内外690MPa高强钢实芯焊丝的研究及应用
万斌 赵钰 刘红军 樊志勤 杨晓东 杨国华 赵凯 杜奇峰
概述了国内外高强钢实芯焊丝的发展情况,介绍了690MPa高强钢实芯焊丝特点及应用状况。通过对国内外690MPa高强钢品牌焊丝的对比试验分析表明,国外高强钢焊丝在化学成分控制、焊接工艺性能及熔敷金属综合力学性能等方面,均优于国产焊丝,我国高强钢实芯焊丝还处在研制开发、推广应用阶段。

1. 概述
屈服强度大于500MPa的钢统称为高强钢,一般由两种工艺制成:控轧控冷工艺(TMCP)和调质(淬火+回火)工艺。高强钢以其高强度、较好的焊接性及优良的综合力学性能,已成为大型焊接结构中最主要的结构材料之一。
随着国内外工程机械、煤矿机械、海工装备、水电装备及承压设备等向着优质、高强、大型化、轻型化的方向发展,焊接金属材料由传统的碳素钢、低合金钢、合金结构钢向高强度细晶粒钢(Q690、Q890、Q960等)等领域拓展。随着高强钢实芯焊丝的需求量的逐年增加,在世界各工业发达国家金属结构行业中得到广泛的应用,使得这些国家的高强钢实芯焊丝制造技术处于世界领先地位。如瑞士奥利康公司(G694Mn3Ni1CrMo、G894Mn4Ni2CrMo等)、瑞典伊萨公司(OK.AristoRod69、 OK.AristoRod89等)、奥钢联伯乐公司(Tunion GM100 、Tunion GM120等)及意大利飞乐公司(ER/S、FILEUR ERM等)。上述国际知名品牌公司的产品,目前几乎垄断全球的焊接材料市场。
我国焊接金属材料大量采用抗拉强度为50kg级以内的碳素钢、低合金钢,占我国钢产量的60%以上。近年来,随着产品结构的调整,高强钢金属材料的需求量持续增长,高强钢焊接材料市场异常活跃。国内已有超过30家焊材企业推出了高强钢气体保护实芯焊丝,但因国产焊丝质量不稳定、供货周期长、批量小、价格高,国外知名品牌公司的产品垄断中国市场的局面仍未打破。国内焊丝质量相对稳定的焊材生产企业有:林肯电气锦泰公司(JM—110、JM120等)、四川大西洋公司(CHW—80CFI、C H W—95C等)、威尔公司(GQA—1、HS—90等)、河北鑫宇焊业公司(GHS—80、GHS—90等)、天津金桥焊材集团(LJQMG70-G)等。我国高强钢实芯焊丝产品尚处在研制开发、推广应用阶段,与国外差距甚远。
2. 690MPa高强钢实芯焊丝特点
高强钢焊丝一般采用Mn-Si-Cr-Ni-Mo合金体系进行强化,并加入适当的微量元素以净化焊缝组织,细化晶粒,提高焊缝韧性,获得优良的综合力学性能。
一般国外品牌6 9 0 M P a高强钢焊丝分为镀铜和特殊涂层两种,执行I S O16834—2 0 0 6国际标准,常表述为G694Mn3Ni1CrMo,它相当于AWSA、528—2005标准的E R100S—G焊丝,符合G B/ T8110—2008标准的ER69—G焊丝。
3. G694Mn3Ni1CrMo与ER69—G焊丝对比试验。
试验选用某国外知名品牌特
殊涂层焊丝G694Mn3Ni1CrMo(φ1.2 m m)和某国内品牌ER69—G(φ1.2mm)镀铜焊丝,按ISO16834-2006国际标准进行试验。
(1)焊丝化学成分 分别对两种焊丝取样,按相关标准进行焊丝化学成分分析,试验结果如表1所示。
从表1中可以看出,G694Mn3Ni1CrMo特殊涂层焊丝的C、S、P等元素控制较严,低于ER69—G镀铜焊丝,尤其是特殊涂层焊丝铜含量仅为0.023%,比镀铜焊丝降低了一个数量级,因此特殊涂层焊丝在施焊中,不仅可以有效改善劳动条件,而且使焊丝熔敷金属力学性能大幅度提高。另外ER69—G焊丝Ni和Mo元素含量较高,这对保证焊丝熔敷金属的强度与低温冲击韧性有利。从焊丝化学成分分析来看,ER69—G焊丝按ISO16834—2006国际标准,可表述为G694Mn4Ni2CrMo焊丝。
(2)焊丝焊接工艺性能试验 按标准进行两种焊丝的焊接工艺性能试验,试验结果如表2所示。
由表2可以看出,G694Mn3Ni1CrMo焊丝的各项焊接工艺性能指标均优于ER69—G焊丝。通过对国内外高强钢焊丝的试验研究与生产应用,我们感到国产焊丝的力学性能虽然比国外同类焊丝有一定差距,但其本能满足相关标准和产品的技术要求,而焊丝的焊接工艺性能问题却比较突出,与国外的差距较大,严重制约着我国高强钢焊丝的发展。
(3)焊丝熔敷金属力学性能试验 母材选用Q690E(20mm厚)钢材,对试板进行焊接,焊接参数如表3所示,试板焊后经X射线探伤达到I级焊缝标准,焊丝熔敷金属力学性能试验结果如表4所示。
表4表明,两种焊丝力学性能均符合ISO16834—2006标准要求。G694Mn3Ni1CrMo焊丝熔敷金属强度适中,塑韧性较高(尤其是低温冲击韧性),适应于在低温下工作高强钢结构件的焊接。而ER69—G焊丝熔敷金属抗拉强度偏ISO标准上限,塑韧性相对较低,不利于高强钢的焊接。
4. 690MPa高强钢焊丝的生产应用
由于我国高强钢焊丝盘条的C、S、P等有害元素控制不严,焊丝制造技术尚未成熟,仍处在研制开发推广应用阶段。目前国内大部分企业使用国外产品,只有少数企业使用国内产品。如我公司用于吊装合成油大型反应器的6400液压复式起重机、TZC750全路面桁架臂起重机和TZC750履带起重机等工程机械大型设备,曾分别使用瑞士奥尔
康公司G694Mn3Ni1CrMo、瑞典伊萨公司OK AristoRod69、奥钢联伯乐公司Tunion GM100、意大利飞乐公司ER/S等焊丝,施焊Q690E材料,严格执行焊接工艺规程,焊缝质量完全满足以上产品技术要求,产品质量得到外方监造和用户的认可。
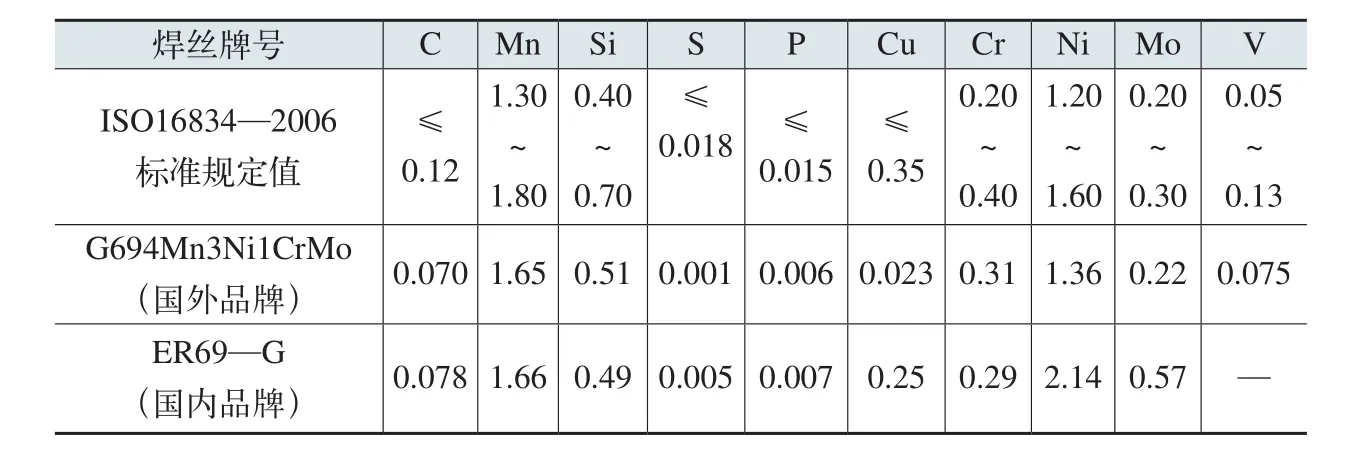
表1 焊丝化学成分(质量分数) (%)
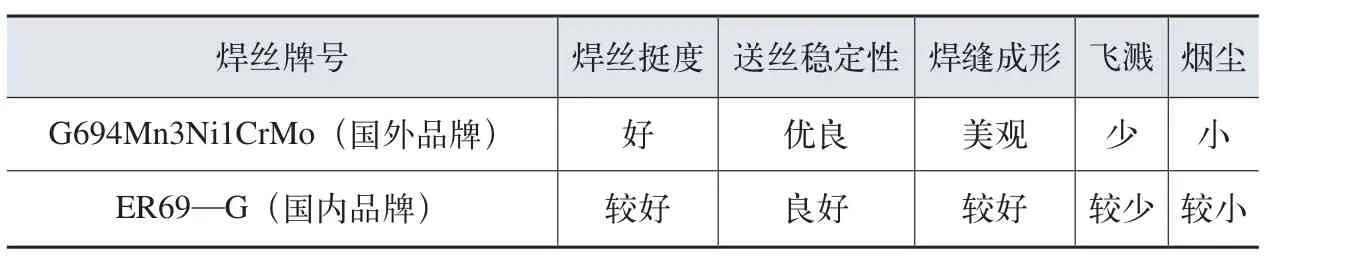
表2 焊丝焊接工艺性能

表3 焊接参数

表4 焊丝熔敷金属力学性能试验结果
5. 结语
通过对国内外690MPa高强钢实芯焊丝的对比试验分析及生产应用表明,国外品牌690MPa高强钢焊丝的化学成分设计合理,有害元素控制较严,焊丝制造技术成熟,焊丝的焊接工艺性能良好,熔敷金属综合力学性能优良,适用于高强钢材料的焊接。
我国生产制造690MPa高强钢实芯焊丝起步较晚,与国外品牌焊丝相比,还有较大差距,尚处在研制开发、推广应用阶段。这就需要我国焊接材料的“产、学、研、用”各个环节共同努力,充分发挥各自优势,尽快研制开发出高质量、多品种的高强钢焊丝,打破国外知名品牌产品垄断的被动局面,促进和提高国产焊接材料制造整体技术水平,以更好地适应我国焊接生产的不断发展。
万斌等,太原重工股份有限公司。
猜你喜欢
选煤技术(2021年6期)2021-04-19
活力(2019年17期)2019-11-26
电子制作(2018年14期)2018-08-21
电镀与环保(2017年6期)2018-01-30
电镀与环保(2016年4期)2017-01-20
焊接(2015年10期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11
应用化工(2014年1期)2014-08-16
