
一种钢管内壁激光熔覆工艺装置的研制
2015-11-30 03:35:26刘丽红李荣雪魏亮姚佳
金属加工(热加工) 2015年18期
刘丽红 李荣雪 魏亮 姚佳
一种钢管内壁激光熔覆工艺装置的研制
刘丽红 李荣雪 魏亮 姚佳

通过使用钢管内壁激光熔覆工艺装置,可实现管件和滚珠丝杠同轴转动,通过滚珠丝杠的转动带动平行架实现往复直线运动,带动激光器和送粉装置实现往复直线运动,从而实现了管件内壁全长范围的激光熔覆。
1. 概述
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一。一些企业对于管道内壁的激光熔覆工艺,由于没有合适的工艺装置而无法进行或无法满足熔覆宽度要求。例如水泥厂非标管道在风机负压抽吸下,完成气体或粉尘物料的输送。在某些局部位置,非标管道内粉尘物料浓度高、风速快或流向急剧改变等因素,致使该处易被高速运动的粉尘颗粒冲蚀磨损。这些部位零件更换的周期为半年,而其他部位的更换周期为2~3年。所以,企业迫切需要实现对钢管内壁进行激光熔覆。
但国内激光熔覆企业大都集中在零部件外表面(轴类、平面类)激光熔覆技术的研究,使外表面的激光熔敷技术已经比较成熟,工装相对而言比较完善;但对孔类零件内壁的激光熔覆装置研究较少。目前国内内孔激光熔覆的工艺方法主要是采用和外表熔敷相近的工艺装备(见图1)。
由图1可知,由于激光器探入内孔的长度和送粉管长度及倾斜角度的限制,所以只能对内孔边缘进行熔敷,熔敷的宽度有限制。而在工程实践中,往往需要对钢管内壁进行整体熔覆,或者熔覆宽度尺寸较大,现有技术无法满足。

图1 现有内孔激光熔覆工装
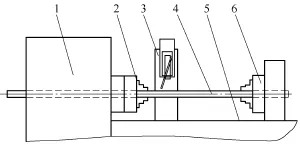
图2 外壁熔覆装置
2.设计思路及熔覆装置
主要借助于现有的外壁熔覆装置的基本原理,实现内壁熔覆。现有外壁熔覆装置如图2所示。
熔覆装置基本工作原理:主动卡盘和从动卡盘夹紧轴类工件,驱动装置带动主动卡盘转动,主动卡盘带动轴类工件转动,从动卡盘随工件一起转动。从动卡盘的支架可沿导轨移动,调节熔覆的长度。激光器支架可
沿导轨移动,其移动速度与轴类工件的转速成一定比例。
钢管内壁全长范围激光熔覆借助此原理需解决的关键问题如下:
第一,钢管需完成旋转运动,所以无法使用安装在导轨上的激光器支架。因此激光器在钢管内壁长距离悬空位置上,钢管旋转时,如何支撑激光器?
第二,没有轴类工件加工时的激光器支架及导轨,激光器如何实现往复运动?
第三,如何保证激光器长距离水平移动时,移动轴线不发生偏移?
通过认真分析研究,确定了装置的基本原理如下:同时设内卡盘和外卡盘,同心安装。外卡盘夹持工件,内卡盘夹持往复丝杠,在往复丝杠上安装一平行架,用来支撑激光器机构。在丝杠下方加一光杠,用以限制平行架的转动,从而通过丝杠的旋转实现激光器直线往复运动。丝杠另一端用自动定心的顶尖机构顶紧,通过光杠和丝杠的平行度来控制激光器直线运动时不发生偏移。
3. 结构组成
根据上面的基本原理,同时借鉴作者以前热喷涂修复内壁工艺的经验,完成一套钢管内壁激光熔敷装置设计。本装置主要由主轴连接盘、内外卡盘、平行架、滚珠丝杠、光杠、顶尖尾座、尾座支架及可调滚轮架组成,整体结构如图3所示。
各组成部分连接关系如下:主轴连接盘5与驱动装置主轴联接,内卡盘6与外卡盘7分别与连接盘5固定连接,实现工件和滚珠丝杠同心夹紧。
内卡盘6夹紧滚珠丝杠9左端,顶尖尾座12顶紧滚珠丝杠9右端顶尖孔。顶尖尾座12通过螺栓安装固定在尾座支架14上。尾座支架14可左右移动。
滚珠丝杠9上的滚珠螺母穿过平行架8上中心孔,通过螺栓与平行架8固定。
顶尖尾座12下中心孔与顶尖平行,光杠10穿过顶尖尾座12下中心孔,与滚珠丝杠9平行,右端用锁紧螺母13固定。
可调滚轮架15高度可调节,其上面两个滚轮辅助支撑工件钢管11。
激光器2安装在托架3上,托架3用螺栓固定在平行架8上。
可将以上各部件按使用功能分为运动机构、夹紧机构、调整机构三类。分别描述如下:
第一,运动机构:运动机构是本装置的核心。主要包含驱动装置、滚珠丝杠、光杠、平行架等。驱动装置的主轴转动,驱动连接盘带动内卡盘和外卡盘同时转动。内卡盘带动滚珠丝杠转动。滚珠丝杠可将丝杠的回转运动转化为滚珠螺母的直线运动。滚珠螺母与平行架通过螺栓连接,由滚珠螺母带动平行架沿滚珠丝杠往复运动。平行架带着托架上的激光器和送粉管在工件钢管内移动,完成钢管内壁熔覆。
滚珠丝杠是工具机械和精密机械上最常使用的传动元件,同时兼具高精度、可逆性和高效率的特点。本装置选择型号SFU 3205-4。可根据产品尺寸要求,设计制作系列丝杠,与不同长度的钢管工件配合使用。

图3 钢管内壁激光熔敷装置
光杠对平行架起到辅助支撑和导向作用,限制滚珠丝杠的转动,减小滚珠丝杠在垂直方向的受力,同时保证托架上的激光器始终保持垂直于工作台面。光杠可采用厚壁钢管加工而成,减
轻光杠质量,用钢管制造环形零件,可进一步提高资料应用率,简化制造工序,节约资料和加工工时。光杠和丝杠的平行度主要靠平行架上下两孔和顶尖尾座上下两孔加工时的尺寸公差和形位公差来保证。
第二,夹紧机构:夹紧机构主要包含内卡盘、外卡盘、顶尖尾座。
外卡盘可直接采用三爪焊接卡盘。其反爪夹持范围与钢管内壁的尺寸范围匹配,承载力主要考虑钢管的质量,由于钢管下部还有可调滚轮架支撑,所以常用的焊接卡盘都可满足其承载能力要求。
内卡盘采用普通三爪卡盘。为保证平行架在滚珠丝杠的左侧行程,需控制三爪卡盘的右端面不得超出焊接卡盘外端面。所以,如果选用的焊接卡盘与三爪卡盘不能满足上述要求,可通过主轴连接盘的与两卡盘的连接面适当调整。
顶尖尾座主要是顶紧滚珠丝杠右端,顶尖与滚珠丝杠顶尖孔应匹配。
第三,调整机构:托架上加工有长腰形孔,对于不同的钢管内径,可根据工况调节激光器的上下位置,满足激光熔敷技术要求。
可调滚轮托架:可根据钢管工件的长短,调整托架在轨道上的左右位置,辅助支撑钢管;对于不同的钢管外径,可调整滚轮托架的高度,使滚轮与钢管外壁接触,实现辅助支撑。
尾座支架:可根据钢管工件的长短,在工装地面轨道上左右移动尾座支架,调整到合适的位置,并固定。再转动顶尖尾座手柄的微调顶尖,顶紧滚珠丝杠。
4. 关键技术点
(1)内卡盘和外卡盘分别连接固定在连接盘上,实现工件和滚珠丝杠同心夹紧。
(2)顶尖尾座下中心孔与顶尖孔平行, 光杠穿过顶尖尾座下中心孔和平行架下中心孔,与滚珠丝杠平行。严格控制平行架上下中心孔和顶尖尾座上下中心孔的尺寸公差及平行度。同时严格控制滚珠螺母与平行架配合轴面的尺寸和形位公差。
(3)滚珠丝杠的转动带动平行架左右移动,光杠对平行架起到辅助支撑和导向作用。
(4)调节可调滚轮架高度和左右位置辅助支撑工件钢管。
5. 结语
本装置将激光器通过托架固定在平行架上,平行架在丝杠上往复运动,带动激光器在钢管内要求的范围内移动。与丝杠平行的光杠起到导向和辅助支撑的作用。内外两个卡盘同时夹紧工件和丝杠,可实现工件和丝杠同轴转动。用可调滚轮架解决工件悬臂支撑的刚性问题。
本装置可实现激光器对长度≤500mm、内径在400~1000mm范围内钢管内壁的激光熔覆,可以解决现有的只能对钢管内壁边缘进行激光熔覆的问题。通过部件尺寸的扩展,可适当扩大其加工范围。
[1]王斌修,李成彪. 激光熔覆技术研究现状及展望[J]. 机床与液压,2013(7):192-194.
[2]成凯华. 采用激光熔敷修复齿轮推力面[J]. 石油化工设备技术, 2012(3):49-52.
[3]董晓强,张阳. 等离子弧内孔喷涂在发动机气缸强化中的应用[J]. 焊接技术,2010(10):1-4.
中国将成世界最大机器人生产基地
据韩国《朝鲜日报》网站报道,中国在2013年运行的机器人数量在日本、北美、德国、韩国之后排第五,但预计到2016年会超过韩国、德国成为世界第三。每年销售的工业机器人规模已在2013年成为世界第一。2013年,在中国售出的工业机器人数量为3.656万台,占世界市场的20%。在中国生产的机器人数量预计在不久的未来也会占据世界第一。2013年,中国的机器人生产数量约为2.5万台,落后于日本与北美,但IFR预计到2016年中国将生产3.8万台以上,成为世界最大的机器人生产基地。而中国生产市场的90%由欧洲、日本等外国企业所占有。
(中国焊接网)
1.焊接手册:第1卷 焊接方法及设备(第3版) 110.00
2.焊接手册:第2卷 材料焊接(第3版) 116.00
3.焊接手册:第3卷 焊接结构(第3版) 148.00
4.焊接工程师手册(第2版) 188.00
5.现代焊接制造与管理 55.00
6.常用焊接材料速查手册 29.00
7.钎焊手册(第2版) 95.00
8.焊工手册:手工焊接与切割(第3版) 59.00
9.焊接科学基础 材料焊接科学基础 98.00
10.焊条电弧焊 79.00
11.单面焊双面成形焊接技术(第2版) 29.00
12.教你学会识读焊接结构图 29.00
13.铝合金车体焊接工艺(第2版) 46.00
14.船舶钢结构焊接技术 28.00
15.起重机钢结构焊接制造技术 59.00
16.焊工操作质量保证指南 18.00
17.先进难焊材料的连接 53.00
18.焊工识图一点通 19.00
19.焊工技能鉴定考核试题库(高级工、技师、高级技师) 29.00
20.焊接鉴定考核题库 25.00
21.气体保护焊工艺基础及应用 75.00
22.特种设备焊工考证基础 55.00
23.异种金属的焊接 49.00
24.焊接电弧现象与焊接材料工艺性 49.00
25.实用焊接操作技法 49.00
26.高效焊接方法 39.00
27.微电子焊接技术 35.00
28.复合材料的焊接 35.00
29.电焊工操作入门与提高 22.00
30.新版电焊工入门 29.80
31.焊接自动化实用技术 45.00
32.堆焊技术及实例 32.00
33.焊接工艺设计与实例分析 89.00
34.焊接操作要点230条 29.00
35.焊接操作技能 36.80
36.先进焊接设备与维修 38.00
37.焊接技术与焊接工艺问答 25.00
38.铝及铝合金的焊接 42.00
39.汽车机器人焊接工程 26.00
40.钣金下料100例 35.00
41.钣金下料常用技术 25.00
42.涂装技术1000问 79.00
43.表面处理技术禁忌 39.00
44.激光改性及延寿技术 34.00
45.涂装工程安全技术 48.00
46.涂装工技能提高必读 39.00
47.涂装工入门必读 29.00
48.表面镀覆层失效分析与检测技术 52.00
49.表面工程技术的设计与选择 56.00
50.现代表面技术 28.00
51.中外金属材料牌号和化学成分对照手册 96.00
52.实用金属材料手册 178.00
53.金属材料速查速算手册 49.00
54.金属材料彩色金相图谱 148.00
55.常用金属材料规格及重量速查手册 28.00
56.新编有色金属材料手册 98.00
57.新编钢铁材料手册 98.00
58.中外钢铁牌号速查手册(第3版) 48.00
59.钢铁材料速查手册 48.00
60.实用钢铁材料手册(第2版) 82.00
61.实用有色金属材料手册(第2版) 78.00
62.不锈钢耐热钢和特殊合金 112.00
63.钢铁焊接材料 61.00
64.金属材料规格及重量手册 99.00
65.耐磨材料应用手册 第2版 109.00
66.材料加工学 48.00
67.材料加工冶金传输基础 43.00
68.连铸钢缺陷分析与对策 58.00
69.耐磨材料500问 48.00
70.金属材料常识普及读本 25.00
71.铝镁合金半固态成形理论与工艺技术 28.00
72.新型结构陶瓷的制造工艺——先驱体转化法及其应用 32.00
73.机械工程材料(第2版) 36.00
74.金属材料化学成分与力学性能手册 88.00
75.机器人手册 398.00
76.焊接环境中的职业健康与安全 25.00
77.先进焊接方法与技术 48.00
78.焊接工程师专业技能入门与精通 43.00
79.技术部工作指南 49.00
80.品管部工作指南 68.00
81.TnPM推进实务和案例分析 42.00
82.规范化的设备点检体系 22.00
83.设备维护水平考核指标和入阶评价 22.00
84.现代设备管理 59.00
85.与工厂经理谈谈设备管理 49.00
86.丰田式精益现场改善之术 49.00
87.丰田式制造管理实践之道 39.00
88.设备管理新思维新模式(第3版) 47.00
89.精益生产实践 39.00
90.设备点检管理手册 68.00
91.点检屋——TnPM设备点检管理新视角 17.00
92.TPM全面生产维护推进实务 28.00
93.TnPM企业推进实务1001问 35.00
94.设备管理、监测诊断及维修改造 88.00
● 《金属加工(冷加工)》原名《机械工人(冷加工)》2008、2009、
2010、2011、2012、2013年半月刊合订本定价均为240.00元。
《机械工人(冷加工)》合订本94、95、96、97、98、2001、2002、 2003、2004、2005、2006、2007年分别为28.00、33.00、45.00、50.00、55.00、95.00、100.00、100.00、100.00、120.00、120.00、120.00元。
● 《金属加工(热加工)》原名《机械工人(热加工)》2008、2009、
2010、2011、2012、2013年半月刊合订本定价均为240.00元。
《机械工人(热加工)》合订本94、95、96、97、98、99、2000、2001、2002、2003、2004、2005、2006、2007年分别为28.00、33.00、45.00、50.00、55.00、85.00、90.00、95.00、100.00、100.00、100.00、120.00、120.00、120.00元。
● 奖励方法:
凡一次性购书额在300元以上的赠送2000年热加工光盘一套;超过1000元以上的赠送1990~1999年热加工光盘一套(赠完为止)。
银行汇款
开户行:中国工商行北京百万庄支行
帐 号:0200001409014473834
开户名:机械工业信息研究院
(在附言处,必须注明金属加工杂志社的书款或刊款)
邮局汇款
地 址:北京市西城区百万庄大街22号金属加工杂志社
邮 编: 100037
电 话:(010)88379793转708
传 真:(010)68326910
联系人:王 蕾
读者购书请注意当年、当月的书讯内容,必须注明所购书目与册数,另加20%邮寄费。
刘丽红等,北京电子科技职业学院。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17 23:46:44
商品与质量(2019年43期)2019-05-25 08:34:54
制造技术与机床(2018年12期)2018-12-23 02:41:06
制造技术与机床(2017年2期)2017-05-04 04:17:34
制造技术与机床(2017年2期)2017-05-04 04:17:34
中国眼镜科技杂志(2016年14期)2016-12-08 03:14:37
山东工业技术(2016年15期)2016-12-01 05:32:00
海峡姐妹(2016年2期)2016-02-27 15:15:56
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
教育与职业(2014年31期)2014-04-17 07:11:34
