
开架式海水气化器换热管的防腐处理
2015-11-29 08:03:24王向宁程绍杰王金昌
石油化工腐蚀与防护 2015年1期
王向宁,程绍杰,王金昌
(海工英派尔工程有限公司,山东 青岛 266061)
随着天然气需求的不断增加,国内液化天然气(LNG)产业迅速发展,国内LNG 接收站的需求量也日趋增加。LNG 接收站均分布在我国东部和南部海岸线上[1]。海水气化器是LNG 接收站中的关键设备,是以海水为热源的换热设备,通过海水不停的对汽化器的换热管不停的冲刷从而实现低温LNG 换热,使液态LNG 气化。由于开架式海水气化器(ORV)的介质是LNG 和海水,而换热管又是长期处于流动海水的包覆中,对换热管的防腐是至关重要的。介绍195 t/h 开架式海水气化器(以下称海水气化器为ORV)科研项目中ORV 换热管的防腐情况。
1 ORV 换热管的设计条件及结构
介质 NG/LNG
介质流量/(kg·h-1) 195 000
设计压力(内部)/MPa 12.0
设计温度/℃ 65
操作压力(内压)/MPa 10.5
操作温度/℃ -162 至3
材料 6063-T5 铝合金
结构型式 星型翅片
2 ORV 换热管材料特性
6063-T5 铝合金是工业中应用最广泛的一类有色金属材料,6063-T5 铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
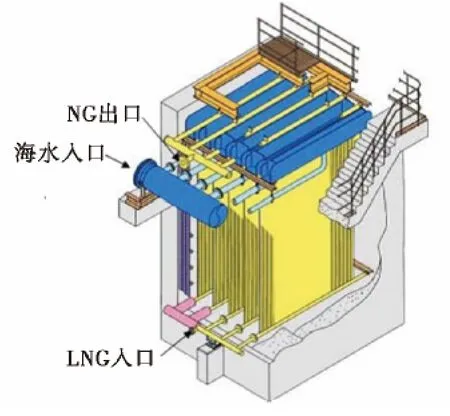
图1 开架式汽化器

图2 星型翅片换热管
2.1 6063-T5 自身特点
6063 铝合金是AL-Mg-Si 系中具有中等强度的可热处理强化合金,Mg 和Si 是主要合金元素。该合金加工性能好,具有优良的可焊接性、挤出性及电镀性、良好的抗腐蚀性、韧性,易于抛光、上色膜,阳极氧化效果优良,是典型的挤压合金。
6063-T5 铝合金有一个致命的缺点,这种材料遇到汞可引起金属脆化,导致铝合金材料对接焊缝处发生穿壁开裂。这种脆裂失效对5083-O,5083 H112 和6063-T5 铝合金材料都存在影响。溶液中存在的微量重金属铜离子(10-9 级)会在铝合金表面沉积,使铝合金自腐蚀电位正移,但却不会破坏铝合金表面自然氧化膜,使点蚀电位保持不变。
2.2 海水对6063-T5 的腐蚀
海水对6063-T5 的腐蚀情况是非常复杂的。该可项目中的ORV 换热管一直处于流动海水的不断冲刷中,相当于处于海水的飞溅区和全浸区,这是海水腐蚀比较复杂的两个区域,腐蚀深度比平均腐蚀速度大2.5~3 个数量级,6063-T5 换热管会因点蚀、缝隙腐蚀、剥落腐蚀或应力腐蚀开裂等局部腐蚀受到破坏[2]。6063-T5 铝合金一旦被海水腐蚀,就可能发生孔蚀,使腐蚀集中到被腐蚀部分从而产生空隙,从而降低材料的强度,使材料产生断裂或剥离。防6063-T5 换热管腐蚀的方法有在铝合金表面喷涂铝、锌或镁(及它们的合金)保护层,再加密封层。
3 ORV 换热管在海水中的防腐
在本项目中,根据换热管的材质特性以及海水对其的腐蚀特点,主要从两方面对换热管的防腐进行处理:
(1)控制海水的质量:根据6063-T5 铝合金的特点,一般要求所接触的海水,不能含有汞离子同时铜离子含量不超过1 ×10-10。该项目中ORV使用的海水中不能含金属汞和铜,海水温度高于5 ℃,海水含沙量应小于148 mg/L。这样能够有效的减少海水中的汞离子引起的材料本身的脆化以及铜离子电位正移引起的点蚀。
(2)在换热管表面做防腐涂层:为有效避免因海水不断冲刷对换热管进行腐蚀,在换热管表面热喷涂防腐层,使用牺牲腐蚀保护的方法对浸入海水中的换热管进行腐蚀保护处理。
3.1 防腐涂层工艺
防腐涂层的质量直接决定防腐的效果,从而影响换热管的使用寿命。
3.1.1 涂层材料
ORV 换热管防腐机理为牺牲阳极保护阴极的腐蚀机理。热涂层的材料应在电化学上比基材(6063-T5)更活泼,因此可以起到牺牲阳极的作用,以阻止基材的腐蚀,Al-2%Zn 可以很好的满足要求。
3.1.2 喷涂的步骤区域和厚度
ORV 热喷涂主要分为三个步骤:表面处理、热喷涂和密封。
(1)待喷涂表面用铝土喷砂打磨,粗糙度满足SIS Sa3。
打磨完后用压缩空气吹扫待喷涂表面,并进行目测不能存在铝土颗粒及污渍等。
(2)ORV 换热管应该以Al-Zn 为喷涂材料进行氧丙烷喷涂。
(3)密封。热喷涂涂层后金属表面有微孔,这些微孔应用密封物(环氧树脂)灌注;密封物应在热喷涂后用液压喷枪或手工刷在表面。
3.2 防腐涂层检测
3.2.1 喷涂前检测
在进行喷涂前对徐喷涂的管件的检测主要有:表面处理前用测其表面是否适合表面处理;表面处理后,用粗糙度仪测量粗糙度,粗糙度应该为7~23 μm/Ra。
3.2.2 喷涂厚度检测
管翅上的涂层厚度通过对管式和板式传热的切片样品检验方法来进行检测。管式和板式的切片样品应放在管件边上并同时进行喷涂。喷涂完成后将管式样品从中间切开,并进行放大拍照,通过测量照片来测量涂层厚度。板式样品可通过显微量尺来测量其喷涂厚度。涂层厚度应为70~400 μm。
3.2.3 热喷涂后检查
(1)目测喷涂后的外表,看有无突起、沙眼、缺口及靠近的松散微粒是否都喷涂均匀。
(2)热喷涂的划痕测试。从板式样品上切下间隔5 mm 的栅格装的晶体(见图3);在涂层上面紧粘一层黏性带;垂直扯去黏性带;涂层不应该剥落。
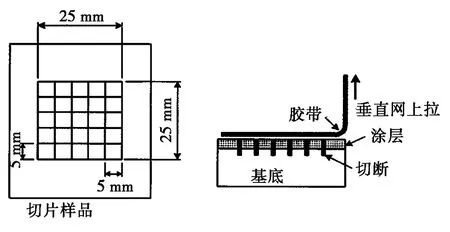
图3 热喷涂的划痕测试
3.2.4 密封的视检
密封后,所有的热喷涂层表面均应进行可视检查。不应该有异常状况,如隆起、起泡、缝隙、脱落及重粘附力的灰尘。
4 结论
195 t/h 海水汽化器换热管由于长期处于海水中容易被海水腐蚀进而破坏材料,应采取相应的防腐措施:
(1)控制海水中不含金属汞离子和铜离子,海水温度高于5 ℃,海水含沙应小于148 mg/L。
(2)用牺牲阳极保护阴极的腐蚀机理,采用热喷涂方法在换热管表面喷涂70~400 μm Al-2%Zn薄膜。
(3)为保证喷涂层质量应制定严格的喷涂工艺和检测。
[1]张伟成.LNG 接收站开架式气化器在高含沙海水工况下使用的探讨[J].石油工程建设,2007,33(6):8-10.
[2]朱相荣.金属材料的海洋腐蚀与防护[M].北京:国防工业出版社,1999:187-190.
猜你喜欢
环境卫生工程(2021年4期)2021-10-13 06:51:58
煤气与热力(2021年3期)2021-06-09 06:16:26
百科探秘·航空航天(2016年5期)2016-11-07 07:06:48
百科探秘·航空航天(2016年4期)2016-11-07 07:06:33
当代化工研究(2016年7期)2016-03-20 16:21:57
氮肥与合成气(2015年8期)2015-12-23 10:40:22
石油化工建设(2015年6期)2015-12-01 04:17:36
能源(2015年8期)2015-05-26 09:15:44
汽车维修与保养(2015年7期)2015-04-17 02:12:44
河南科技(2014年12期)2014-02-27 14:10:39
