
用于SLS的表面Tg可控PS球形颗粒的制备
2015-11-28 02:26:42张永攀张兴华
合成材料老化与应用 2015年2期
张永攀,张兴华
(广东工业大学,广东广州 510006)
随着制造业的不断飞速发展,如何快速制造各种形状的原形件,成为制造业亟待解决的问题,于是快速原形技术[1-3]应运而生。作为快速原形技术中的一项重要工艺——选择性激光烧结成型[4-6](Selective Laser Sintering,以下简称SLS),因其成型材料的多样化,过程无需支撑及材料利用率高等特点,逐渐受到各行各业的关注。
目前,可用于SLS 的材料可分为陶瓷基粉末材料[7]、金属基粉末材料[8]、高分子基粉末材料[9]、覆膜砂[10]四类。理论上来说,凡是加热可熔融的材料即可用于SLS。但事实上,我们看到仅有少数几种树脂粉、金属粉达到成型要求,其他粉体材料烧结出的产品,要么精度不够,要么强度欠佳,这些都大大制约其大规模工业化应用。以高分子基粉末材料为例,目前仅聚苯乙烯粉末[11]、尼龙粉末[12]、聚碳酸酯、聚乳酸粉等少数几种材料得到推广,且基本处于小批量生产的状态。
聚苯乙烯(PS)粉末因其烧结温度窗口宽、产品收缩率低等特性,广泛用于消失模等产品的制造。但是当前有关SLS 用PS 粉末材料的研究大部分是为了改进SLS 烧结工艺,单纯针对PS 粉末制备方面的研究并不多见,综述类文献至今还未看到。笔者以外形不规则的聚苯乙烯粉末颗粒为原料,通过诱导成球法制备了聚苯乙烯(PS)微球,并通过后续共聚反应得到玻璃化温度可控的聚苯乙烯微球。
1 实验部分
1.1 原材料
外形不规则聚苯乙烯粉末,北京隆源自动成型系统有限公司提供;苯乙烯,分析纯,天津大茂化学试剂厂;表面活性剂;异丙醇,分析纯,天津大茂化学试剂厂;丙烯酸乙酯,分析纯,天津致远化学试剂有限公司;过硫酸铵,分析纯,天津致远化学试剂有限公司。
1.2 诱导成球法制备聚苯乙烯(PS)微球
将外形不规则聚苯乙烯粉末置于不断搅拌且含有表面活性物的悬浮液体系中,在一定量溶剂苯乙烯、表面活性剂作用下,缓慢升温到80℃,恒温3h,使高聚物外形向球形发展。最终产物用异丙醇清洗,从而得到球状聚苯乙烯颗粒。
1.3 聚苯乙烯(PS)微球玻璃化温度可控工艺
用诱导成球法制备聚苯乙烯微球悬浮液,保持体系温度80℃,搅拌下加入一定量丙烯酸乙酯为共聚单体,质量分数0.08%过硫酸铵为引发剂。80℃下搅拌6h 后停止反应。
1.4 产品表征
1.4.1 扫描电子显微镜(SEM)分析
本实验采用日立高新技术公司S-3400N 型扫描电子显微镜表征PS 原粉、成球粉、共聚粉外形。
1.4.2 堆积密度
分别测量PS 原粉、成球粉、共聚粉的堆积密度,对比分析。
1.4.3 粒度
采用珠海欧美克设备仪器有限公司LS-POP(VI)型激光粒度分析仪测量PS 原粉、成球粉、共聚粉的粒径。
1.4.4 差示扫描量热仪(DSC)分析
采用美国TA 公司SDT 2960 型TGA-DSC 示差扫描量热仪,升温速率10℃/min ,温度范围:室温-200℃,测量不同引发条件下不同共聚粉的玻璃化转变温度。
2 结果与讨论
2.1 不同试样的SEM 分析
图1~图3 分别是PS 原粉、成球粉、共聚粉的SEM 图。
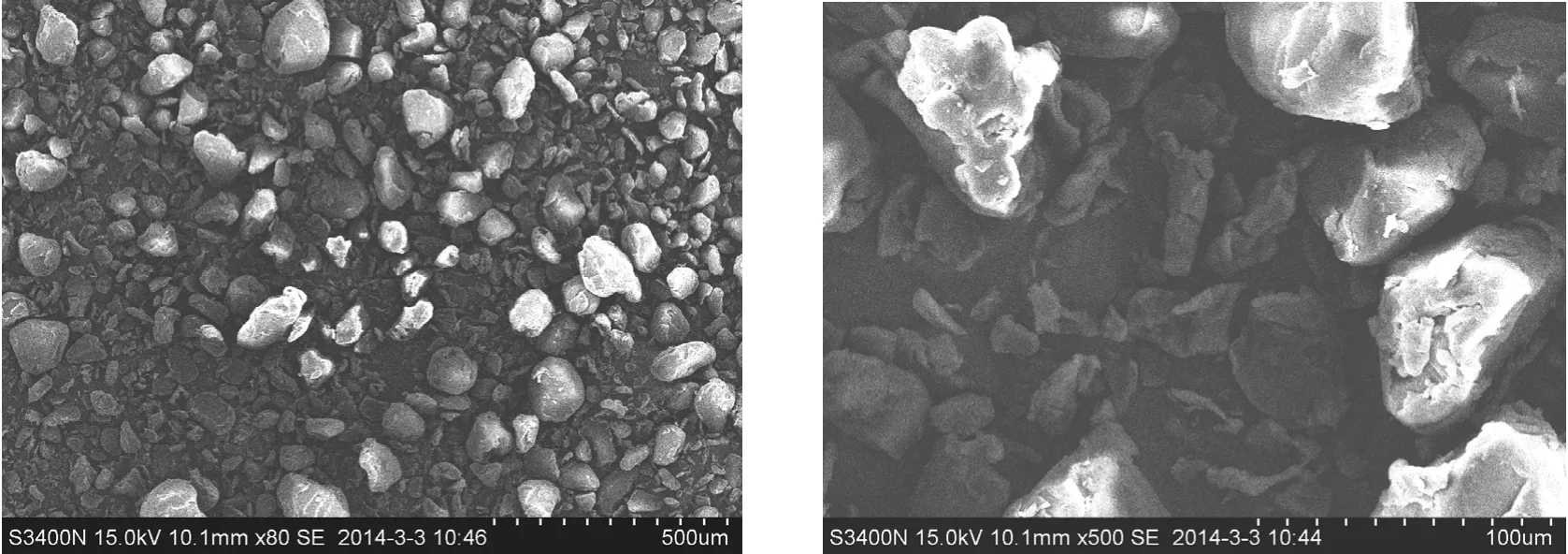
图1 PS 原粉扫描电镜图 Fig.1 The SEM picture of PS original powder
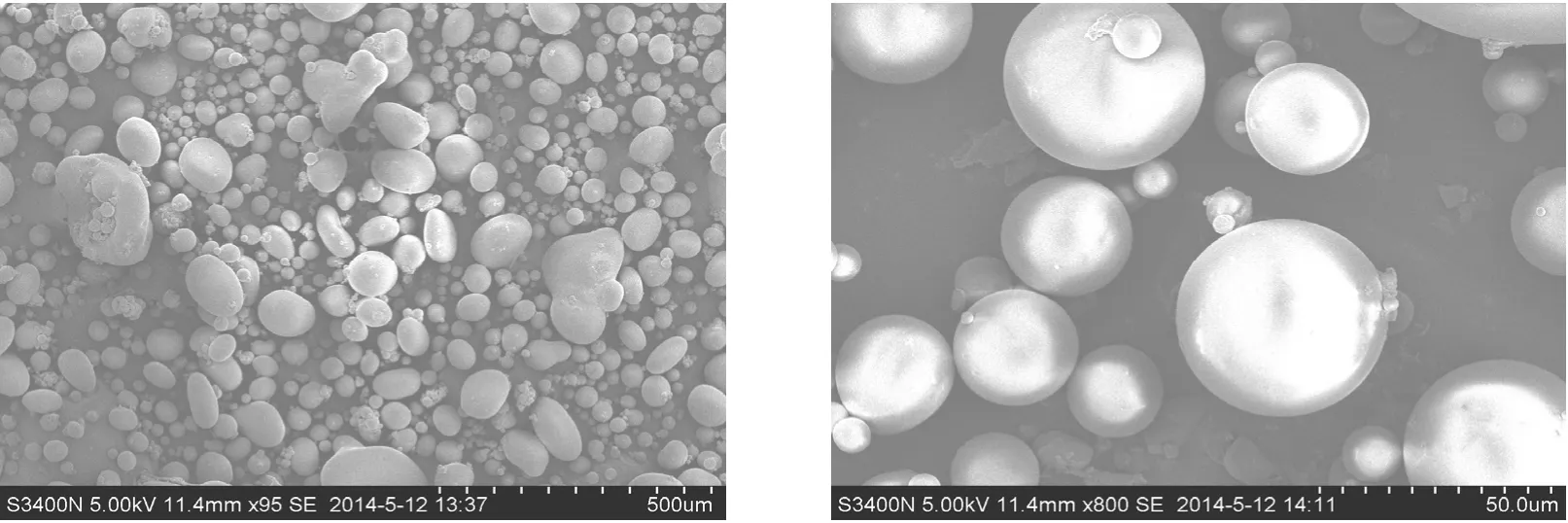
图2 PS 球形粉末扫描电镜图 Fig.2 The SEM picture of spherical PS powder

图3 共聚产物扫描电镜图 Fig.3 The SEM picture of copolymerization product
如图1~图3 所示,分别为PS 原粉、诱导成球微球粉、以及共聚产物的扫描电镜图。从图中我们可以看到PS 原粉大部分以不规则块状形式存在,表面粗糙,经诱导成球后,PS 颗粒大部分成球状或椭球状,表面较为光滑,而经过共聚反应,微球的球形度增加,颗粒更加光滑。
2.2 不同试样的堆积密度测定
表1 是原粉、成球粉、共聚粉的堆积密度数据。

表1 三种PS 粉末的堆积密度表 Table 1 The bulk density of three kind of PS powder
可以看出,经过诱导成球处理,PS 粉末的堆积密度从0.475g/cm3提高到0.613g/cm3,堆积密度提高29%,再经过共聚反应,微球堆积密度还有小幅提高,从0.613g/cm3提高到0.656g/cm3,提高7%。
2.3 不同试样的粒径测定
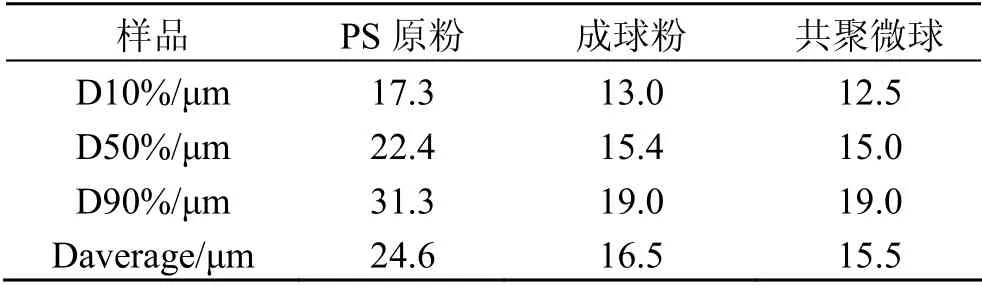
表2 聚苯乙烯颗粒激光粒度分析报告 Table 2 Laser particle size analyzer of PS particle
由上表可以看出,无论是PS 原粉,成球粉,还是共聚微球,其尺寸都在10μm~100μm 的尺寸内。通过诱导成球法,PS 颗粒的尺寸会下降(平均直径从24.6μm 降为16.5μm)。推其原因,是在诱导成球过程中不规则的PS 原粉从片状或块状变为球状,使得其直径变小。在共聚阶段,由于成球过程的条件,如温度、溶剂、活性剂等,依然存在,共聚反应的同时微球进一步形成。但同时这一阶段由于溶剂苯乙烯减少,生成微球的尺寸也相应减小,这从成球粉 16.5μm 平均直径变到共聚微球的15.5μm 可以看出。
2.4 丙烯酸乙酯(EA)用量与Tg 的关系
实验中,选用苯乙烯作为诱导成球的溶剂,用量5 mL,每次使用不规则聚苯乙烯25 g,溶液总体积150mL。如图4 所示,选用丙烯酸乙酯(EA)为共聚单体,过硫酸铵为引发剂(质量分数0.08%),80℃下共聚6h。图中横坐标为EA 用量,纵坐标为最终产物的玻璃化转变温度。

图4 最终产物玻璃化转变温度与丙烯酸乙酯用量的关系 Fig 4 The relationship between Tg of final product and EA consumption
由图4 可以看出,随着丙烯酸乙酯(EA)用量增加,微球玻璃化转变温度不断降低,当EA 用量为4.5mL 时(丙烯酸乙酯与苯乙烯体积比9:10),Tg 达到一个较低值74.8 ℃,之后随着EA 用量增加,Tg 基本不变。
通过图4,可以看出,以质量分数为0.08%的过硫酸铵为引发剂,80℃下共聚6h,当丙烯酸乙酯用量为4.5mL 时,可达到最佳的共聚效果。将此结论再做另一探究实验,同样以质量分数为0.08%的过硫酸铵为引发剂,80℃下共聚,丙烯酸乙酯用量为4.5mL,探究玻璃化温度随时间的变化关系。其结果如图5。
由图5 可以看出,随着共聚反应的进行,前一段时间内,产物的玻璃化转变温度逐渐降低,当反应3h 时,Tg 到达一个最低值,其后改变不大。故可说明反应3h 时共聚反应基本完成。
综上所述,当以质量分数为0.08%的过硫酸铵为引发剂,聚合温度为80℃时,反应3h,EA 用量为4.5mL,产物可达到一个相当低的玻璃化温度74.8℃,此后随着时间延长,EA 用量增加,玻璃化温度不再有很大下降。
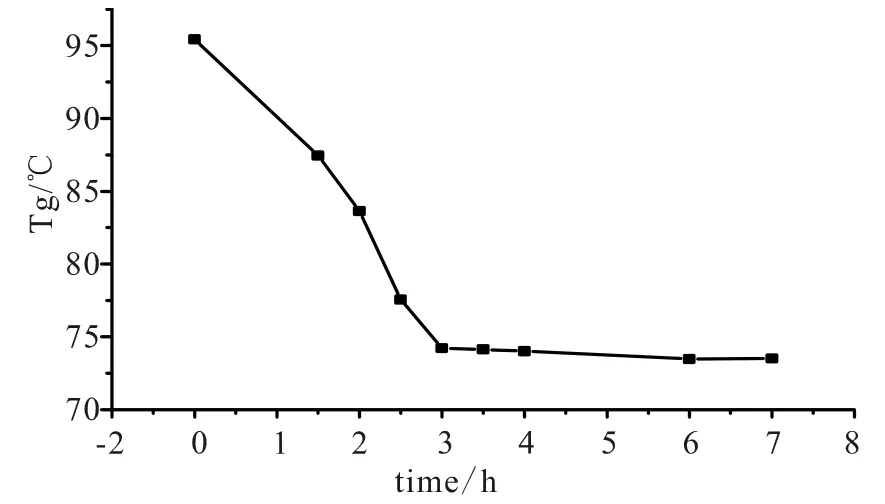
图5 最终产物玻璃化转变温度与反应时间的关系 Fig.5 The relationship between Tg of final product and reaction time
3 结论
(1)通过诱导成球法,不规则块状的PS 原粉大部分可以转变成球状或椭球状粉末,经过共聚反应,微球的球形度增加,颗粒更加光滑。
(2)诱导成球工艺与共聚工艺都可以增加PS 粉末的堆积密度。结果发现,经过诱导成球处理,PS粉末的堆积密度从0.475g/cm3提高到0.613g/cm3,堆积密度提高29%,再经过共聚反应,微球堆积密度还有小幅提高,从0.613g/cm3提高到0.656g/cm3,提高7%。
(3)通过对比三种粉末平均粒径发现,无论是PS 原粉、成球粉、还是共聚微球,其尺寸都在10μm~100μm 的尺寸内。通过诱导成球法,PS 颗粒的尺寸会下降(平均直径从24.6 μm 降为16.5 μm)。经过共聚反应后,粉末平均粒径还有小幅下降,但并不明显(平均直径从16.5 μm 降为15.5 μm)。
(4)共聚反应中,以质量分数为0.08%的过硫酸铵为引发剂,聚合温度为80℃,当丙烯酸乙酯与苯乙烯体积比9:10,反应3 h,产物可达到一个相当低的玻璃化温度74.8℃。
[1]史廷春,颜永年,张人佶,等. RPM——快速原形制造[J]. 机械制造,2000(11):20-22.
[2]刘国光. 快速原形制造技术在模具制造中的应用[J]. 黄石高等专科学校学报,2002(03):46-48.
[3]温革强. 面向快速制造技术的概念型产品开发应用研究[D]. 重庆大学,2004.
[4]潘琰峰,沈以赴,顾冬冬,等. 选择性激光烧结技术的发展现状[J]. 工具技术,2004(06):3-7.
[5]汪艳. 选择性激光烧结高分子材料及其制件性能研究[D]. 华中科技大学,2005.
[6]任继文,刘建书. 选择性激光烧结主要成型材料的研究进展[J]. 机械设计与制造,2010(11):266-268.
[7]Fwu-Hsing Liu,Yung-Kang Shen,Jeou-Long Lee. Selective laser sintering of a hydroxyapatite-silica scaffold on cultured MG63 osteoblasts in vitro[J]. International Journal of Precision Engineering and Manufacturing, 2012,13(03):439-444.
[8]P. Fischer,A. Blatter,V. Romano,et al. Selective laser sintering of amorphous metal powder[J]. Applied Physics A,2005,80(03):489-492.
[9]T. Jollivet,A. Darfeuille, B. Verquin, et al. Rapid manufacturing of polymer parts by selective laser sintering[J]. International Journal of Material Forming,2009,02(01):697-700.
[10]L. Lü, J. Y. H. Fuh,Y. S. Wong. Laser Sintering of Ceramics[J]. Laser-Induced Materials and Processes for Rapid Prototyping 2001:187-199.
[11]王传洋,陈瑶,董渠. 选择性激光烧结聚苯乙烯拉伸强度研究[J]. 应用激光,2014(05):377-382.
[12]王建宏,白培康. 选择性激光烧结用复合尼龙粉的制备与性能[J]. 工程塑料应用,2007(01):30-33.
猜你喜欢
小主人报(2022年4期)2022-08-09 08:52:14
作文新天地(小学版)(2022年8期)2022-05-30 04:22:11
食品工业科技(2019年19期)2019-10-25 06:10:46
中国设备工程(2019年19期)2019-10-17 11:50:10
儿童故事画报·智力大王(2019年5期)2019-07-14 12:56:43
农家之友(2018年6期)2018-06-20 08:00:22
生物技术世界(2016年5期)2016-10-28 05:10:37
吉林农业(2016年15期)2016-08-30 03:45:48
吉林农业(2016年8期)2016-05-14 13:52:43
郑州大学学报(医学版)(2015年2期)2015-02-27 14:50:53
