高效稳定的火工品压药工艺控制系统
2015-11-26 06:19赵凯朱全松吴斌王国英肖静
兵器装备工程学报 2015年11期
赵凯,朱全松,吴斌,王国英,肖静
(西南自动化研究所弹药自动装药研究应用中心,四川绵阳621000)
高效稳定的火工品压药工艺控制系统
赵凯,朱全松,吴斌,王国英,肖静
(西南自动化研究所弹药自动装药研究应用中心,四川绵阳621000)
针对传统压药机低效率问题,提出了一种高效率的火工品压药控制系统方案;由比例阀、气液增力缸、压力分配器和PLC控制器构成的成组式火工品压药控制系统,不仅极大地提高了压药效率,而且通过控制系统确保了由压力分配器输出的4个压头的压药压力的一致性和稳定性。
气液增力缸;电气比例阀;压力分配器
火工品是弹药中最小的爆炸元件,具有体积小、精度高、药剂敏感性高的特点[1]。压药是火工品生产过程中最为关键的工艺之一。压药密度及其一致性对火工品的爆炸性能、输出功能有着直接的影响[4],其中压药压力、加压速度、保压时间等重要工艺参数又直接影响压药密度。目前国内火工品生产厂家多数采用手工或半自动生产方式,其中压药装置不能保证各个针刺火帽受到的压力均匀一致,也无法实现各压药压力在线检测及实时控制压药压力,并且生产率低,质量不稳定。因此,为提高火工品生产效率,保证产品质量稳定性,以针刺火帽产品为例,提出了一个高效稳定的自动压药控制系统方案。
1 压药系统机械结构及工作原理
如图1所示,该压药机由线性缓冲机构、压力匹配器、顶升机构、气液增力缸为驱动的压力机构、压力传感器组、退模机构等组成。其工作过程如下:顶升机构动作,将模具顶升一定高度、气液增力缸动作驱动升降加压机构带动压力均衡机构及压头下降,压头进入装药模接触药剂开始压药。压力分配器的4个压头作用于带有一组4个工件的模具上,并保持4个工件压力的均衡性。该压药系统较之传统的单压头压药方式,采用一组4个工件的压药方式,极大地提高了压药效率。

图1 压药机机械机构图
2 压药控制原理
控制原理如图2所示,压头输出的冲压力大小由气液增力缸通过电气比例阀调节输入到气液增力缸的压缩空气的压力控制。气液增力缸通过气液压力转换机构,输出与压缩空气压力成比例的冲压力,作用于压力分配器,并由压力分配器将冲压力平均分配到1组4发模板上的每发工件上,使每发工件承受的压力一致。通过压力传感器组实时检测每个工件被施加的冲压力。根据气液增力缸气液压力比例转换关系,控制电气比例阀输出设定的冲压力对应的压缩空气压力,以满足压机对压药压力的要求。

图2 成组式压药控制原理
3 压药机关键部件的选型
由图1和图2可知,构成高效压药机的关键部件包括气液增力缸、电气比例阀和压力分配器。气液增力缸作为施加压药压力的关键部件,其气液转换性能和线性度是PLC控制器能够稳定控制的决定性因素,电气比例阀则是PLC控制器控制压力的必不可少的执行机构,而压力分配器对4个压头的压力输出的均衡性保证了该压药机的高效率。
3.1 冲压力设备
1)气液增力缸选型。根据火工品压药压力的要求,需要大约9 kN的冲压力,虽然液压系统可以满足防爆及压力指标要求,但基于成本和对环境污染及控制精度的考虑,采用tox公司提供的line-Q系列气液增力缸。该气液增力缸由压缩空气驱动,并且具有自动启动气液增压力行程的功能。即活塞杆(模具)在总行程范围内任意位置上遇到阻力(工件),气液增压的力行程即可自动开始。调整力行程转换节流控制阀即可调整力行程转换的时间。当力行程转换节流控制阀关闭时,不产生力行程。在性能方面,该气液增力缸可在狭小的工作空间中施加出巨大的液压冲压力,而无需昂贵的液压系统,并且无污染,安全可靠,使用寿命长,同时该气液增力缸在下止点配置有终位液压缓冲装置,因而工作噪音极低。此外,空气耗量极少,排气噪音也极低,无需处理旧油,无漏油污染,无液压泵运转噪音。在能耗方面,与传统的气缸或液压缸冲压驱动相比,采用该气液增力缸最多可节省90%的能量,因为仅在力行程需要气液增压的全力冲压,而快进行程和返回行程耗能极微。
2)Tox气液增力缸工作原理。Tox气液增力缸通过3个行程完成增压力的过程。即快进行程、力行程和返回行程。其工作原理如图3所示。

图3 气液增力缸工作原理
在快进行程,主控阀a动作,工作活塞1在快进行程中伸出,直到在任意位置遇到外阻(工件)。外阻将控制力行程控制阀d打开。在力行程,增压活塞2封闭高压油腔5,并增压使其内油压最高达到400 bar。此油压作用于工作活塞杆1后端面,实现冲压的力行程。在返回行程,转换主控阀a后,力行程控制阀d自动排掉空间e内的空气。工作活塞1和增压活塞2返回到静止状态。通过上述3个行程完成一次压药过程。
3.2 压力输出部件
根据气液增力缸控制原理可知,气液增力缸输入的压缩空气压力与输出的油压和冲压力构成分段线性的比例关系,为此,选用比例阀控制作为气液增力缸驱动源的压缩空气的压力。通过对压缩空气压力的自动调节,实现对气液增力缸的冲压力的自动控制。
1)比例阀选型。电气比例阀通过电信号控制气压力,可以实现气压力的连续、无级调节,能实现远程控制和程序控制,对于SMC ITV系列电气比例阀有以下特点:
·灵敏度高、性能好。保护等级为IP65。电缆方向有直线型和直角型。
·SMC ITV0000系列为薄型(仅15 mm),轻(100 g),体积小,重量轻,响应快(无负载时为0.1 s)。结构简单,成本较低。
·SMC ITV2000/ITV3000系列为正压型,设定压力范围有3挡。在平衡状态时耗气量为0。在不加压状态下,可进行零位调整和满位调整;在加压状态下若断电,能暂时保持输出压力不变。
·与断续控制相比,系统简化,元件大大减少
·使用功率小,发热少,噪声低
根据以上特点以及所选气液增力缸要求及压药精度要求,选用SMC公司的ITV3000系列的电气比例阀。该产品可针对输入信号进行最小压力和最大压力的调节,能以最小压力的0~50%(F.S)。
2)电气比例阀控制原理。如图4所示为SMC ITV3000系列电气比例阀动作原理图,图5为ITV3000电气比例阀控制框图。其控制原理如下:输入信号(input signal)增大,供气电磁阀1变为ON状态,排气电磁阀2变为OFF状态,则供气压力通过阀1进入先导室3,先导室压力上升,气压力作用在膜片4的上方,则和膜片4相连的供气阀5便开启,部分供气压力成为输出压力,此输出压力通过传感器7反馈至控制回路8。在这里,与目标值进行快速比较修正,直到输出压力与输入电信号成一定比例为止,从而得到输出压力与输入电信号的变化成比例变化。
3)稳定压药精度的控制技术。虽然通过电气比例阀可以使输出量随输入量的变化而变化,输出量与输入量之间存在一定的比例关系,本系统中比例阀可输出与冲压力相对应的气压力,即只要根据设定的冲压力要求,控制电气比例阀输出对应的压缩空气压力值即可。此时控制方式为开环控制,这种方式对于具有稳定供应的压缩空气来说,可以保证控制精度达到规定的要求,但由于压缩空气供应通常具有不稳定性,因此,即使电气比例阀输出了规定的压力值,如果不对输出的压力值进行反馈监控,例如,当输入的压缩空气压力值小于所要求的值时,即使电气比例阀通过控制系统输出了规定的要求值,使阀门开度达到规定值,但并没有规定的实际流量输出,也无法控制气液增力缸输出规定的冲压力。因此,为保证压药精度,必须确保供应的压缩空气压力值的稳定性,为此,在压缩空气输入端增加一个压力传感器实时监测压缩空气压力值,当压力值低于设定值时,不允许对工件进行压药控制,从而保证了压药精度的稳定性和可靠性。
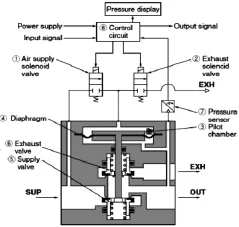
图4 电气比例阀动作原理
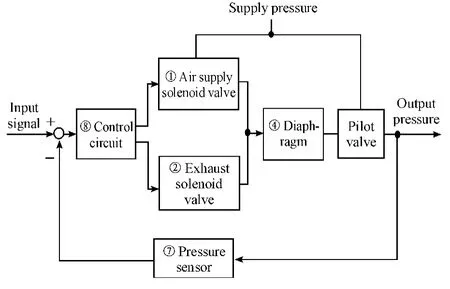
图5 电气比例阀控制框图
3.3 压力分配器
由图1和图2可知,压力分配器可实现对多个工件的压力分配,使成组式压药成为可能。通过提高压力分配器制造过程中的加工精度,使每个压头所受摩擦力及活塞杆截面积一致,从而使每个工件所承受的压药压力相同,确保压力分配器在受到总压力时能够保持均衡。
4 结论
通过上述对构成压药控制各设备的选型以及对所选型设备的控制技术的研究,保证了压药控制的高效稳定性和可靠性,为PLC控制器实现压药力的高精度控制提供了坚实的基础。
[1]夏建才,刘丽梅.火工品制造[M].北京:北京理工大学出版社,2009.
[2]刘希敏,刘文波,陈白宁.新型压药机的研究[J].机械,2004,31(1)49-51.
[3]郑连清,刘荣,王钰,等.火工品压药工艺方法的改进[J].火工品,1999(1)5-7.
[4]吴学易.双向压药工艺在传爆药柱生产中的应用[J].火工品,1996(4):7-12.
[5]史慧芳,尹二伟,刘锡朋.药柱双向精密自动压药技术[J].四川兵工学报,2014(5):27-29.
[6]郑连清,梁锡昌.火工品自动压药工艺关键问题的研究[J].现代制造工程,2005(10):71-75.
[7]金丰护,刘彬,王璕.钢芯自动双发装压药技术[J].兵工自动化,2011(5):100-104.
[8]赵元喜,游俊红,吕志民,等.小型全自动压药设备的设计开发[J].机械研究与应用,2013(4):90-94.
[9]陈白宁,刘文波,段智敏.雷管装配中压药机构的机理研究与改进设计[J].机械工程师,2003(2):172-175.
[10]杜云峰,陈敏慧,华齐庆,等.新型气动压药机的研究[J].新技术新工艺,2011(6):101-105.
[11]张闯.静电在火工品生产中的危害及防护[J].装备环境工程,2013,10(3):121-124.
(责任编辑周江川)
High Efficiency and High Stability Pressing Process Control System of Loading Materials for Initiating Explosive Device
ZHAO Kai,ZHU Quan-Song,WU Bin,WANG Guo-ying,XIAO Jing
(Ammunition Center,Southwest Automation Research Institute,Mianyang 621000,China)
Aiming at solving the low efficiency of traditional press process of loading materials for initiating explosive device,we proposed a new high efficiency pressing process control system of loading materials for initiating explosive device.The group pressing process control system of loading materials for initiating explosive device consisting of proportional pressure valve and pneumatic hydraulic cylinder and pressure distributor not only raises the pressing efficiency but also holds consistency and stability of four pressing by pressure distributor output.
pneumatic hydraulic cylinder;proportional pressure valve;pressure distributor
赵凯,朱全松,吴斌,等.高效稳定的火工品压药工艺控制系统[J].四川兵工学报,2015(11):8-10.
format:ZHAO Kai,ZHU Quan-Song,WU Bin,et al.High Efficiency and High Stability Pressing Process Control System of Loading Materials for Initiating Explosive Device[J].Journal of Sichuan Ordnance,2015(11):8-10.
TJ45
A
1006-0707(2015)11-0008-04
10.11809/scbgxb2015.11.003
2015-06-23
国防基础科研项目(C1020110001)
赵凯(1963—),女,高级工程师,硕士,主要从事自动控制技术应用研究。
猜你喜欢
宝钢技术(2022年4期)2022-12-23
计算机测量与控制(2022年10期)2022-10-27
制造业自动化(2022年3期)2022-06-27
船海工程(2021年5期)2021-10-25
炼油技术与工程(2021年3期)2021-04-01
演艺科技(2020年5期)2020-11-29
海军航空大学学报(2020年3期)2020-09-12
三联生活周刊(2017年33期)2017-08-11
火工品(2016年3期)2016-08-26
船海工程(2016年4期)2016-08-24