
硬线钢拔丝断裂原因探析
2015-11-25 02:57孟义春燕建宏午亿土苗国平
山西冶金 2015年6期
孟义春,燕建宏,午亿土,苗国平
(首钢长治钢铁有限公司炼钢厂,山西 长治 046031)
试(实)验研究
硬线钢拔丝断裂原因探析
孟义春,燕建宏,午亿土,苗国平
(首钢长治钢铁有限公司炼钢厂,山西 长治 046031)
通过对硬线盘条进行成分及力学性能检测、非金属夹杂物评级、高倍图片电镜分析等,发现硬线钢拔丝断裂来源于钢材心部的孔洞,主要是由于铸坯中心部位存在严重的偏析及疏松现象。通过保证精炼软吹时间、降低中包过热度和控制轧制吐丝温度等措施的实施,拔丝断裂现象得到明显改善。
硬线盘条 偏析 拔丝断裂
硬线钢具有强度高、硬度高、耐磨性优异的性能,被广泛用于钢丝绳、预应力钢丝、钢绞线等材料的加工。加工时需要将盘条从6.5 mm拉拔至2 mm以下,因此要求该材料具有非常优异的拉拔性能[1-2]。我国目前生产的各种规格硬线钢质量虽有所提高,但仍然存在着力学性能不稳定、拉拔断裂严重的现象,给拉拔加工带来了很大困难。
导致硬线拉拔断裂的原因大致可分为硬线本身质量因素和拉拔过程因素两类[3],一般硬线本身质量因素主要有非金属夹杂物、钢材表面缺陷、中心偏、轧制工艺不合理产生的异常组织。首钢长钢公司在开发硬线盘条的过程中也存在拉拔断裂的现象,因此针对这种情况进行原因分析并提出相应的改进措施。
1 检测分析
1.1 宏观断口形貌
取断口宏观进行分析,断口直径分别为Φ4.4、Φ4.0、Φ3.8 mm和Φ2.0 mm。钢材的断口沿拉拔方向呈“杯锥”状,如图1所示。盘条表面没有明显的缺陷,因此认为其裂纹主要由心部向外扩展,心部产生裂纹的主要原因可能是组织出现了异常,于是推断拉拔断裂原因为,内部组织存在非金属夹杂物、中心偏析或其他异常组织。
为了观察心部的变形状态,将断口纵剖并在断口附近取横向金相试样进行扫描电镜分析。

图1 硬线钢拉拔断裂形貌
1.2 成分及性能检测(见表1)
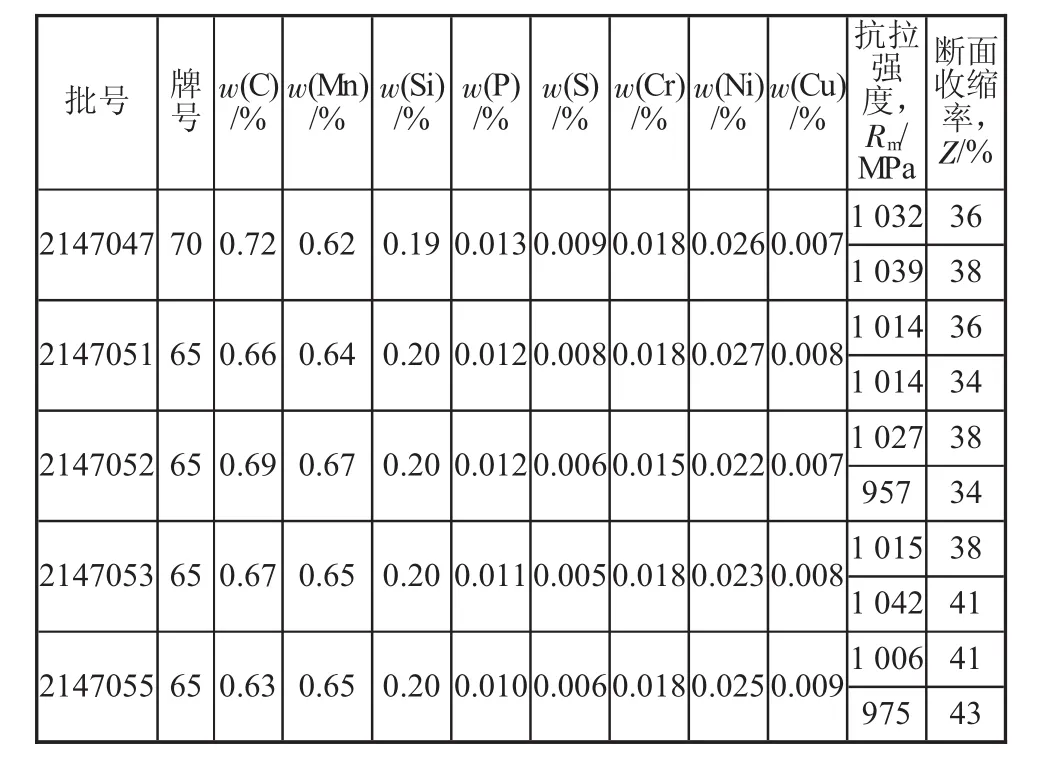
表1 成分及性能检测
从表1可知,上述5批次硬线钢化学成分均在标准控制范围内,各微量元素被控制在较低水平,而且力学性能也无异常。
1.3 65钢低倍组织分析(见下页表2)
从低倍组织看,非金属夹杂物级别符合标准要求。根据夹杂物检测结果可以断定,断裂与表面非金属夹杂物的关系很小。

表2 65钢非金属夹杂物评级 级
1.4 断口横向组织分析
图2为70硬线钢丝断口附近横向组织金相照片,在4个试样中发现2个中心部位有孔洞,孔洞长度最大为40μm,宽度最大为30μm。
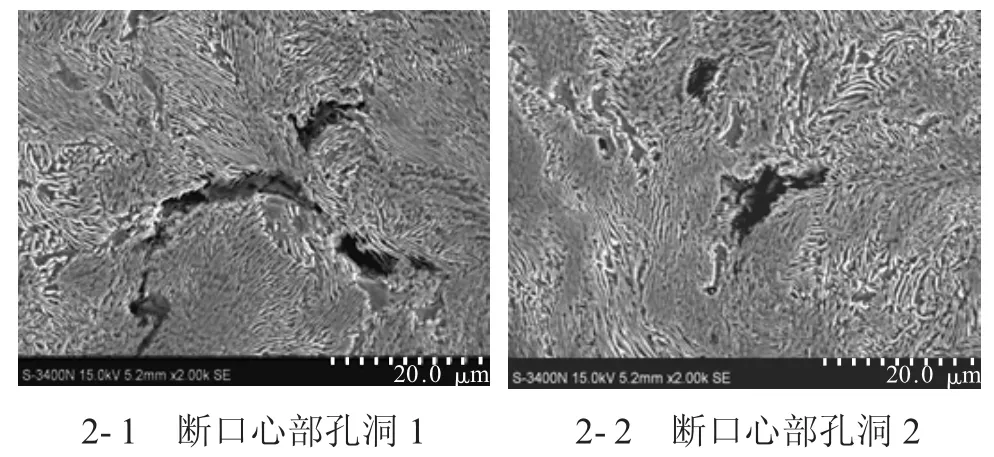
图2 70硬线钢断口心部孔洞金相组织
1.5 断口纵向扫描电镜分析
对断口纵剖试样进行扫描电镜分析,发现断口周边存在许多孔隙及裂纹,孔隙及裂纹长度为30~200μm不等,在裂纹处存在夹杂物,孔隙裂纹形貌及夹杂物能谱分析见图3—图4。
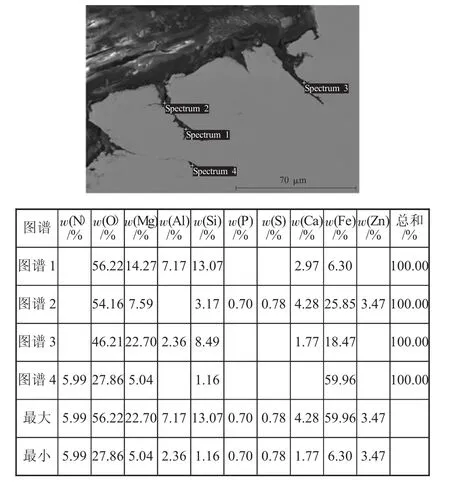
图3 70硬线钢断口处裂纹及夹杂物能谱1

图4 70硬线钢断口处裂纹及夹杂物能谱2
2 断裂原因分析
1)拉拔断口为杯锥状,断口附近未见明显的表面缺陷,说明断裂源来自钢丝心部,扫描电镜发现断口附近试样横截面存在孔洞。
2)杯状断口周围存在许多孔隙和裂纹,在孔隙和裂纹处均存在夹杂物,由此判断断裂源为盘条心部缺陷,产生原因主要是铸坯存在较为严重的中心偏析及疏松,轧制后遗传给盘条。在拉拔过程中,由于中心偏析的存在,盘条心部存在硬相组织,拉拔过程中产生微裂纹,裂纹逐渐扩展导致断裂。
3)裂纹处夹杂物数量较多,增加了断裂发生的几率。
3 工艺改进
1)偏析实质上是在结晶过程中产生的局部成分不均。为了抑制偏析,应以提高钢水结晶过程的冷却速度为核心手段,使结晶尽快完成,不使柱状晶发展。从生产数据统计结果来看,硬线钢过热度偏高,2014年6—8月硬线钢平均过热度为41.6℃。过热度偏高直接导致铸坯中心偏析及疏松等缺陷级别的提高,严重影响盘条拉拔性能,甚至导致断裂,因此需将过热度控制在20~35℃。对于精炼工序,需要根据中包温度情况控制好精炼结束温度,实现全保护恒拉速浇铸。
2)从65硬线盘条检测结果来看,盘条全氧含量(质量分数)偏高(平均35×10-6),需要进一步加强转炉精炼过程脱氧,将全氧含量(质量分数)控制在30×10-6以下。同时控制好生产节奏和周期,保证精炼软吹时间不少于8 min,促进夹杂物上浮去除。
3)通过优化轧后冷却工艺,使盘条索氏体比例增加,以缓解中心偏析对盘条拉拔性能的影响。在880~920℃进行吐丝试验,吐丝后直接进行强制风冷,风冷后将温度控制在620~660℃,可以明显提高索氏体组织比例。
4 结论
1)首钢长钢公司生产硬线钢发生“杯锥”状断裂,主要原因是中心处出现空洞,铸坯存在较为严重的中心偏析及疏松。中心部位受偏析影响其塑性较差,边部组织塑性相对要好。在拉拔过程中塑性较差的中心区域先发生断裂,同时由于拉拔力的作用,裂纹沿拉拔的反方向扩展,因而在中心区域产生了“人”字形裂纹,在宏观上表现为笔尖状断口形貌。
2)通过调整优化工艺措施,即保证精炼脱氧和软吹时间、降低钢水过热度、控制吐丝温度来减轻中心偏析及疏松现象,首钢长钢公司生产硬线钢质量有了明显改善,拔丝断裂现象大幅度减少。
[1] 石敏,祝俊飞,刘鸢杰.65钢拉拔笔尖状断裂原因分析:第九届中国钢铁年会论文集[C].北京:冶金工业出版社,2013:1-4.
[2] 张燕平,王勇.宣钢高线厂硬线钢生产:2006年河北省轧钢技术与学术年会论文集(上册)[C].石家庄:河北冶金学会,2006:259-260.
[3] 陈健民.硬线盘条拉拔断裂原因初步判断[J].轧钢,2000,17(3):58-62.
(编辑:胡玉香)
Analysis of Drawing Brittle Breaking for Hard Wire Rod
Meng Yichun,Yan Jianhong,Wu Yitu,Miao Guoping
(Technology Section of the Steelworks,ShouGang Changzhi Iron&Steel Co.,Ltd.,Changzhi Shanxi 046031)
Through the component and mechanical properties tests,non-metallic inclusion rating,microstructure pictures,microscope analysis methods of hard wire rod,this paper finds hard wire steel wire drawing fracture is from the heart of hole in steel,which is mainly due to the serious segregation and osteoporosis existing in slab center.Drawing brittle breaking is decreased obviously by controlling the refined soft blowing time and laying head temperature,reducing tundish superheat.
hard wire rod,segregation,drawing brittle breaking
10.16525/j.cnki.cn14-1167/tf.2015.06.13
TG115.21
A
1672-1152(2015)06-0037-02
2015-10-13
孟义春(1983—),男,主要从事炼钢技术工作,炼钢工程师。E-mail:421101955@qq.com
猜你喜欢
昆钢科技(2022年1期)2022-04-19
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
数码设计(2017年4期)2017-11-01
岩矿测试(2015年3期)2015-12-21
岩矿测试(2015年3期)2015-12-21
大连工业大学学报(2015年4期)2015-12-11
上海金属(2015年4期)2015-11-29
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
新疆钢铁(2015年3期)2015-11-08
