
基于精益理念的汽车门板生产线规划
2015-11-24 03:31陈仲恺周炳海
机械制造 2015年6期
□ 陈仲恺 □ 周炳海
同济大学 机械与能源工程学院 上海 200092
基于精益理念的汽车门板生产线规划
□ 陈仲恺 □ 周炳海
同济大学 机械与能源工程学院 上海 200092
提出了适合汽车行业普遍使用的生产线规划和优化理念,特别强调了使用精益理念在进行新项目生产线规划时所起的作用。结合实例,分析了精益理念在汽车门板生产线规划中的实际运用与效果。结合汽车行业的特点,展望了运用精益生产的理念在汽车行业生产线规划及优化中的推广应用。
精益 价值流图析 排序生产 MTM动作分析 生产线平衡
随着汽车行业百年的发展,汽车行业已经由单一整车厂进行制造发展成全产业供应链进行共同协作的生产模式。实施供应链管理的目的是使物流在供应链上合理流动、优化配置,以缩短产品生产周期,降低成本,减少运营风险。如何在这一供应链中占据更重要的位置,成了每个汽车相关企业所面临的重大挑战。
而要做到缩短产品生产周期,降低成本,减少运营风险,必须依靠精益生产的相关理论,对整个生产过程进行分析。精益生产或称精益生产法(Lean Manufacturing),有时也简称为精益,精益生产就是及时制造,消灭故障,消除一切浪费,向零缺陷、零库存进军。在消费者消费产品或服务的过程中,价值应该定义为消费者愿意为其买单的行为或流程。
1 理论背景
1.1 关于价值流的分析
价值流分析是通过绘制价值流图,以精益生产角度来分析生产过程中材料和信息流动。作为有效实施精益生产的一个强有力的工具,它可以把精益思维的基本原则融于改进实施过程之中,帮助企业进行系统化、持续化的改进,而这种改进不仅能够消除浪费,而且能够消除产生浪费的根源,使其不至于卷土重来。在导入精益生产理念和方法之前,对整个产品的价值流进行图析,为后续精益改善提供依据和方向。
AT为增值时间即实际作业时间,指所有工序的加工周期之和(并行工序以时间较长工序即瓶颈工位计算),单位为s;UT为非增值时间即除加工时间以外的所有时间,单位为min;制造周期为AT+UT,则:增值比率=增值时间/制造周期=AT/(AT+UT)。
价值流分析的作用有以下几点。
(1)减少非增值时间,缩短产品生产周期。
(2)减少操作人员。
(3)减轻工人劳动强度。
(4)车间布局合理、紧凑,节约场地,并且物流路线清晰、顺畅,生产安全、有序。
现有VSM(价值流图析)研究并未涉及汽车行业同一生产线不同型号产品之间混流生产及JIS(排序生产)领域。
1.2 关于7种浪费的研究
精益生产的一个最重要目的就是帮助管理者发现和减少一般制造业所存在的7种浪费:①等待的浪费;②搬运的浪费;③不良品的浪费;④动作的浪费;⑤加工工序的浪费;⑥库存的浪费;⑦过多制造的浪费。通常消除这7种浪费,会采用精益生产的相关工具对整个生产过程进行优化。
1.3 关于混流生产的研究
混流生产线可以忽略从一个产品的一种类型转换到另一种类型所需的花费,是一种能够进行多品种小批量生产的生产线。混流生产线能够快速响应市场需求的变化,减少在制品数量,节约流动资金,提高产品的竞争力。混流生产线的一般形式如下。
(1)一个计划期内,在同一条生产线上生产m种不同规格的产品。
(2)生产线上的产品通常是结构和工艺相似,但规格和型号不同。
(3)生产过程中,不同产品之间的转换基本上不需调整生产线。
(4)生产线上m种产品是连续、混合 (非成批轮番)投入的。
1.4 关于动作分析的研究
动作分析又称动作研究,是对人完成某项作业或操作进行细微的动作研究,寻求最经济的操作方法,以删除多余、重复、笨拙的无效动作,建立起减轻疲劳(省力、省时、安全和最经济)的动作程序或组合,有系统地制定出最可取工作方法的一种分析技术。
动作经济的原则就是采取措施尽量减少工人疲劳,增加有效工作量,达到合理使用人力资源的一种方法。上世纪初,美国人吉尔布雷斯夫妇发明了动作分析,他们将操作分成18个基本动作要素,并规定了这些动作要素的定义和符号。而动作经济原则是吉尔布雷斯夫妇对人体动作的后续研究,创立的以最小劳动取得最佳效率的22条动作法则。后经多位学者研究改进,总结出4条动作经济原则:减少动作数;双手同时进行动作;缩短动作距离;轻快动作。包含3个方面改善内容,即人体的运用、工作地布置和工具设备。
1.5 关于生产线平衡的研究
生产线平衡(Line Balance)是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法,其目的是消除作业间不平衡的效率损失以及生产过剩。 生产线平衡是一门很大的学问,其直接关系到生产线的正常使用,是对生产线的全部工序进行负荷分析,通过调整工序间的负荷分配,使各工序达到能力平衡(作业时间尽可能相近)的技术手段与方法,最终消除各种等待浪费现象,提高生产线的整体效率。这种改善工序之间生产能力并使之平衡的方法又称为瓶颈改善。
2 应用实例
2.1 提出问题
博泽汽车作为一家有一百多年历史的德国家族企业,给北京奔驰(BBAC)的梅赛德斯-奔驰C级、E级和GLK级车型供货。北京奔驰汽车现有生产线为C级车、E级车以及GLK级车3种车型的混线生产,基于北京奔驰汽车对其生产现场的规划以及汽车生产线物料流转的需要,提出了对下游门板供应商的供货要求为:得到订单后4 h送抵奔驰生产线的要求。在生产中,博泽北京工厂需要采用及时排序的供货方式,完全按照客户的要求,根据客户生产节拍和车型次序进行排列,及时供货。
由于3种车型涉及的门板总成零件共有20种,且订单组合没有规律性,作为北京奔驰汽车的配套供应商,博泽汽车北京工厂面临着巨大的交货压力。基于按时交货的要求,现有生产模式为生产控制部门按照客户产能预测对门板总成进行批次生产,即每次生产一定批量的门板成品后对生产线进行换型,继续生产其它的型号。所有型号的门板总成集中在物流成品区,由专人根据客户排序订单进行翻箱和手动排序。
北京奔驰汽车方面在2014年对全部C级车、E级车以及GLK级车3种车型进行更新换代,门板型号将由20种增加到48种,而这就意味着,包含所有4个门的门板型号品种将由80种增加到192种,这就对现有的先批量生产,再由专人根据客户排序订单进行翻箱和手动排序的生产模式提出了严峻的挑战。为此,如何在设计新生产线时,优化原来生产流程中不足的地方,在满足客户交货要求的前提下,达到最优的生产过程成了摆在面前的一道难题。
随着博泽北京工厂销量的快速增长,生产管理中的问题也日益突出,其一是单件产品的利润逐渐下降,企业经济效益急需提高;其二在制品库存较多,人员安排不合理等情况较为普遍;其三是产品如不能按时交付,将导致企业信誉逐渐下降且产生巨额的客户停线索赔(每分钟3 000元人民币)。
博泽亚太技术中心为了实现真正的“排序生产,排序供货”的模块化供货模式,专门成立了项目组,项目组成员除了亚太区相关部门的技术骨干外,还包括来自博泽德国总部的软件专家们。在经过近一年的规划设计后,现博泽北京工厂的新一代奔驰C级车、E级车以及GLK级车3种车型门板的生产和工艺以及内、外部物流均能达到“排序生产,排序供货”的要求。
2.2 研究意义
本文主要探讨的问题是门板生产线的规划问题,生产线规划作为生产的先决条件,对产品量产的制造效率是至关重要的。所以,在整个生产线规划研发过程中,如何使用精益生产的相关知识与理论,帮助公司在满足客户需求的基础上,提高门板生产线的生产效率,降低整个生产装配期间的物料流转时间,降低门板总成的生产成本是本次主要讨论的内容。
2.3 项目定义
由图1现有场地布置图可以了解到,现有奔驰3种车型仅有20种门板型号即已占用如此巨大的成品缓冲及手工排序区,如更新换代的3种车型48种门板型号还是采用这种“批量生产,手工排序”的生产制造系统,不管是从场地布置上还是人员调配上,都是一种巨大的挑战。
从产品设计、生产系统、产品质量、客户期望等多个角度分析,如在更新换代的奔驰C级、E级及GLK级车型上采用现有制造系统将会遇到极大的困难,这些问题是:成倍增加的成品仓储及手工排序区域、生产平衡率较低以及工人的大量无效操作。
对现状价值流图中数据进行分析,以实际测量值为依据,具体分析如下。
导轨预装=48 s,门板总装为瓶颈工位,8个工站数,则摇窗机装配=60.6×8=484.5 s,所以增值时间AT= 48+484.8=532.8 s。
原材料放入安全库存=7 200 min,导轨预装与门板装配间安全库存=300 min,门板总成与手工排序之间的安全库存=4 000 min,手工排序时间=0.5 min,等
待发运=256 min,所以 UT=7 200+300+4 000+0.5 +256=11 756.5 min。
增值比率=AT/(AT+UT)=532.8/(532.8+11 756.5 ×60)=0.075 5%。
以一天生产时间为20 h,门板总成装配工序时间最长,计算日产能=20×3 600/60.6=1 188件。
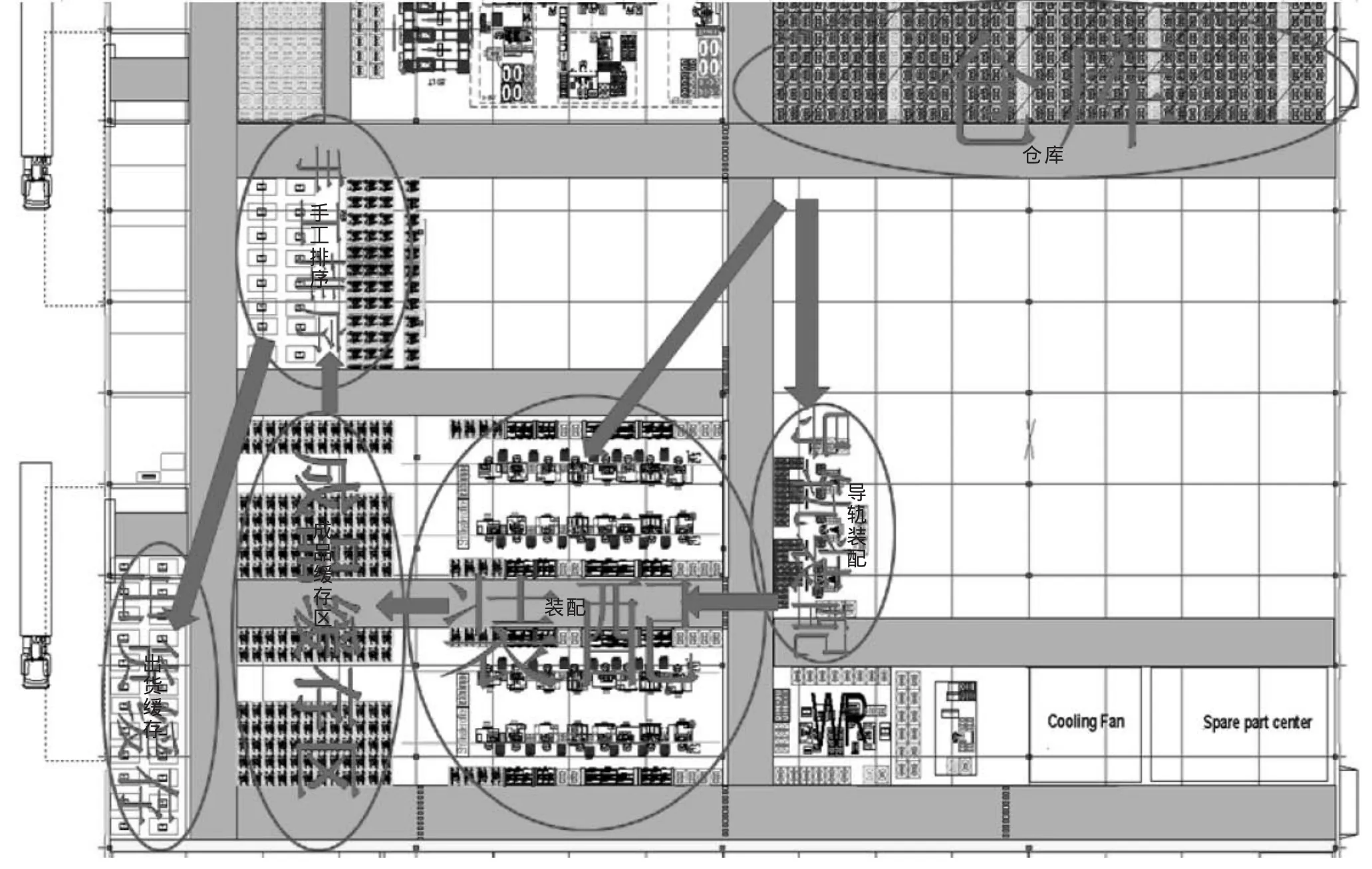
▲图1 现有场地布置图
从以上计算和价值流图分析来看,主要存在以下问题。
(1)增值比很低。即大部分时间是不增值的,时间主要消耗在等待和无效的搬运中,尤其是最后的手动翻箱和排序过程。
(2)门板装配总成生产线产品换型时间较长。对于多品种小批量生产来说,由于存在着换型时间的问题,会采用批量生产后使用人工翻箱和排序工序的方法,这对于门板排序来说,显然是一个瓶颈。
(3)门板装配总成生产线虽然采用了单件流生产,但是由于门板装配工艺的制约,单台设备只能进行干面或湿面的装配,从而造成了生产线的平衡率较低。
由表1可以得出,现有生产线平衡率=各工序时间总和/(工站数×瓶颈工位时间)×100%=387/(8×60.6)×100%=79.83%。
(4)堆放门板成品进行手动翻箱和排序,占用大量生产区域。
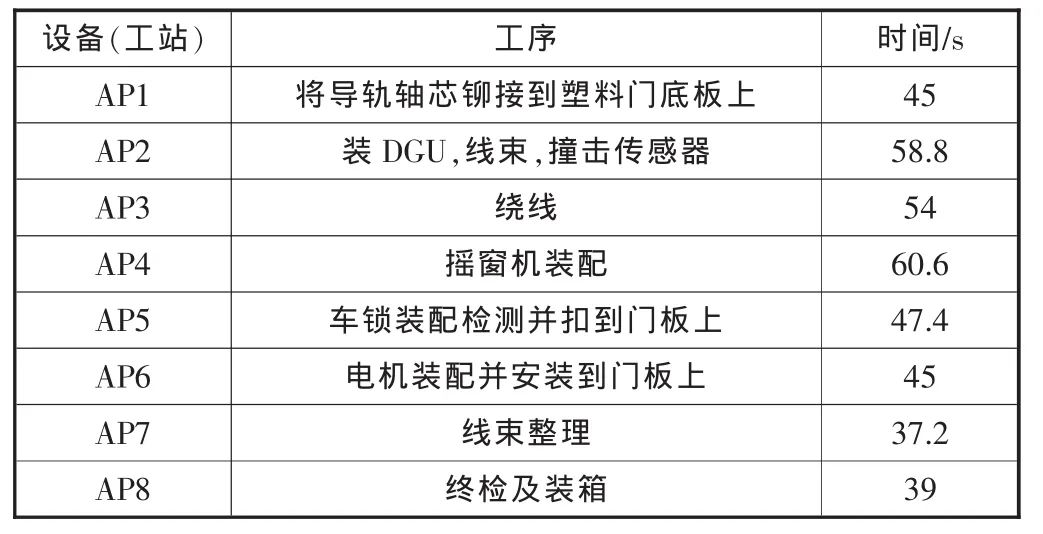
表1 现有生产线每工位装配时间
2.4 问题解决
为了提高生产线的生产效率,满足北京奔驰的供货要求,必须在提高增值比、降低生产线换型时间、提高生产线平衡等方面进行规划,从而得出新生产线的价值流分析。
对改善后价值流图中的数据进行分析,数据以实际测量值为依据,具体分析如下。
导轨预装=48 s,线束整理及装箱工位为瓶颈工位,6个工站数,则摇窗机装配=57×6=342 s,所以增值时间AT=48+342=390 s。
原材料放入安全库存=7 200 min,导轨预装与门
板装配间安全库存=300 min,等待发运=256 min,所以UT=7 200+300+256=7 756 min。
增值比率=AT/(AT+UT)=390/(390+7 756×60)=0.083 7%。
以一天生产时间为20 h,门板总成装配工序时间最长,计算日产能=20×3 600/57=1 263件。
增值比率由0.075 5%提高到0.083 7%,整体提升了10.86%。

▲图2 排序生产流程示意
对生产流程进行规划如下。
(1)采用排序生产。为了达到改善后的价值流图析所要求的取消操作工对门板成品进行翻箱和手工排序这一设想,引进JIS即排序生产这一生产方式。
检测系统对进入喷涂车间的整车顺序进行监控并自动发布生产信息,可以实时自动地创建门板总成生产指令,如图2所示。根据生产指令和物料清单,生产系统及时打印出装配目视单,以指导装配操作工的操作。同时,生产指令通过内部网络通讯,由生产线上的电脑传送给生产线上的PLC,从而将奔驰方面生成的门板总成型号需求转化为具体的生产信息,对生产线进行实时换型生产。在生产信息进入第一工位后,生产线将对生产信息与流水线上的随行夹具进行匹配,系统自动创建针对每个随行夹具的生产型号信息,并根据生产节拍依次进入物料消耗进程,这一过程使物料的消耗自动化,这是排序生产的基础。在生产过程中,一些相应的零件通过扫描系统与随行夹具上的生产信息进行匹配,建立一个完整的质量跟踪数据库。当门板总成装配结束被送上终检台进行功能检测时,检测合格后才能扫描下线,系统自动完成总成的完工操作。
(2)采用MTM分析优化装配动作。方法时间测量(Methods-Time Measurement,MTM),所谓方法时间是指执行某项特定工作所需要的时间依赖于选定的工作方法,而方法确定时间。 MTM时间分析首先在于消除多余动作,而后在此基础上尽量优化操作动作。
通过MTM分析可知,在装配动作相同的前提下,影响奔驰门板装配时间的因素主要有以下几点。
①手部或手指的动作距离范围。零件取放的距离远近直接影响着装配时间的长短,在现场物料摆放情况允许的前提下,应尽量减少取料以及装配时手部需要经过的距离。
②手部或手指对零件的控制等级。在进行取放动作时,控制等级是由物体摆放及其特性决定的,如时间最短的是接触取放,即推门或抽屉这类动作,在手接触到零件的那一刹那,就已经完成了整个动作。接下来依次是容易抓握、困难抓握和满手成摞或混放抓握,其对应的标准时间依次升高。而在进行放置动作时,控制等级是由放置精度决定的,如时间最短的是放置到大约的位置或者将物体送到挡板上。接下来依次是松弛配合和紧密配合。
③手部或手指的执行情况。单手操作还是双手同时操作,影响着动作的执行情况,使用双手操作往往能达到更高的产出效率。
④对需要额外的手部或手指动作。如零件质量太重,超过1kg则要考虑重量附加值;如零件抓握在手上后要进行换手操作,则需要考虑后补抓握;如用力将零件压入或拔出,则需要考虑对挤压或分离动作进行补充。
⑤对需要额外的脚步或身体移动。在进行装配操作时,转身、下蹲、走步及弯腰都会造成额外的装配时间。
(3)优化生产流水线,达到新品生产线平衡。
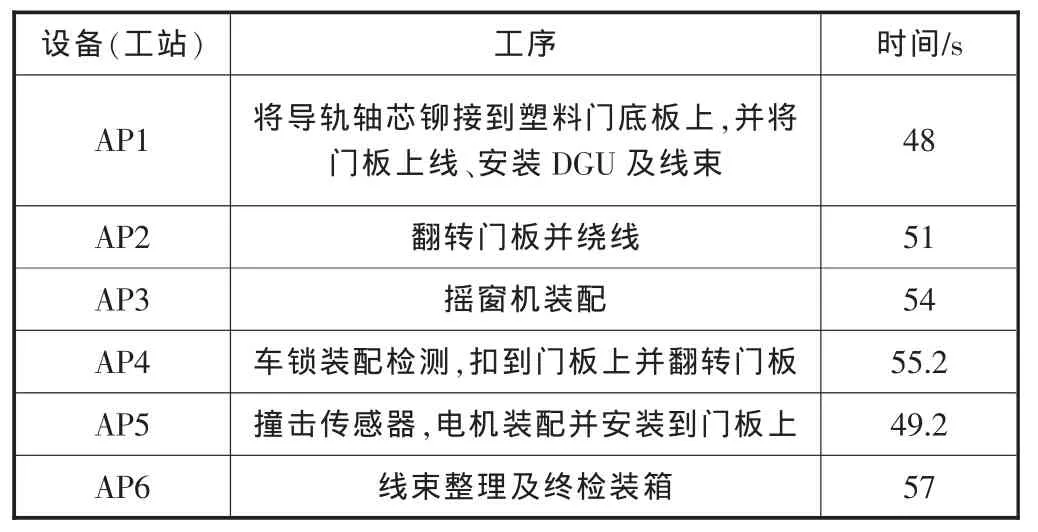
表2 新生产线每工位装配时间
由表2可以得出新生产线平衡率=各工序时间总
和/(工站数×瓶颈工位时间)×100%=314.4/(6×57)×100%=91.93%。
由平衡率可以看出,新生产线的平衡性很好,其根本原因在于每一个单独工位上都可以实现干或湿两面的装配,这对生产线的线平衡提供了有利条件。线平衡率由79.83%提高到了91.93%,提高了12.1个百分点。
3 结束语
在汽车零部件中,汽车门板项目由于零件型号的多样性,在生产线规划初期就需要使用精益生产的理念进行合理的规划。本文在基于精益理念的汽车门板生产线规划的实例运用,对精益生产的理念在汽车行业生产线规划及优化中的推广应用,将起到参考与借鉴的作用。
[1]Jones D T著,沈希瑾,李京生,周亿俭,等译.改变世界的机器[M].北京:商务出版社,1999.
[2]刘春荣,齐元胜,杨明忠.现代制造系统中的人因工程[J].机械设计与制造工程,2002,31(1):45-47.
[3]李华增,孙小明.生产现场系统改善的应用性研究 [J].工业工程与管理,2004(2):81-86.
[4]Tomasz Sobczyk,Tomasz Koch.A Method Form Easuring Operational and Financial Performance of a Production Value Stream [J].The International Federation for Information Processing,2008,257(1):151-163.
[5]王立勇,徐克林.装配线平衡中统计波动问题仿真研究[J].工业工程,2007,10(2):125-129.
(编辑 小 前)
TH162
A
1000-4998(2015)06-0053-05
2014年12月
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
化工管理(2021年7期)2021-05-13
文萃报·周二版(2021年4期)2021-03-08
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
造纸信息(2019年7期)2019-09-10
制造技术与机床(2017年5期)2018-01-19
中国商论(2016年34期)2017-01-15
中国塑料(2016年5期)2016-04-16
杭州(2015年9期)2015-12-21
