利用UG三轴后置生成卧式四轴定面加工NC程序
2015-11-23 07:15:02航宇救生装备有限公司湖北襄阳441003
金属加工(冷加工) 2015年13期
■航宇救生装备有限公司 (湖北襄阳 441003)
宁 勇
四轴数控机床能够完成在一次装夹下回转运动的加工任务,因其采购价格远比五轴数控机床低且加工范围相对较大而多被用户选用。常见的四轴数控机床根据第四轴的不同分为立式A轴数控机床和卧式B轴数控机床,其结构如图1、图2所示。

图1 A轴数控机床

图2 B轴数控机床
1. 项目介绍及意义
四轴数控机床的编程手段分为两种:手工编程和软件编程。手工编程的优点是程序较短易编辑,较适合用于简单零件,但缺点是不适合复杂工件的编程,容易人为出错。现在加工行业中最广泛使用的还是软件编程。下面就以NX6.0软件编程介绍一种利用FANUC三轴后置出卧式四轴定面NC程序的方法。
在学习NX6.0软件编程时,会接触到后置处理。UG后置处理是U G软件加工模块的一部分,它的作用是将加工操作生成的刀轨文件转化成数控机床可执行的NC代码,但由于数控机床的种类较多,结构千差万别,一般来说常见的数控铣削加工中心分为三轴和多轴(四轴、五轴)数控机床。UG软件附带的后置处理只适用于通用三轴数控机床,如需多轴后置处理则需向软件商定制购买或自己二次开发。UG公司在软件中放置了用来开发的后处理构造器如图3、图4所示。
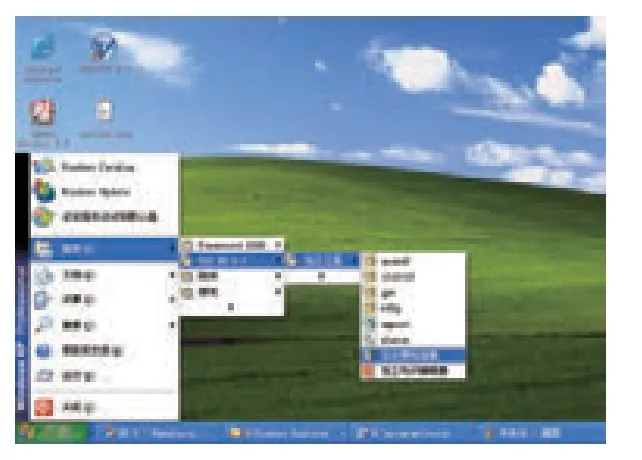
图 3

图 4
我们可以使用它来配置自己想要的专用机床UG后置处理。良好的后置处理能大幅度提升工作效率,缩短编程时间。本文的目的就是在没有专用的四轴后置处理情况下,利用较为简单的三轴后置处理直接生成卧式四轴定面NC程序。希望对有卧式机床的企业或单位有所帮助。
2. 定制三轴后置处理
为使N C程序能直接生成可用,必须先有一个正确的三轴后置处理,本文以800H设备为例。打开后处理构造器后新建p o s t name为800H(见图5)。

图 5
将800H的X、Y、Z轴的行程范围分别填入(见图6)。

图 6
在Program Start Sequence中 Start of Program增加一个New Block,然后用Text格式写入:2000($mom_output_file_basename)(见图7)。

图 7
这里2 0 0 0 是固定输出的FANUC程序代号($mom_output_file_basename),是在UG加工操作完成后用后处理在输出文件中填写的文件名,一般写零件图号+工序(工步)号,例如XHBCXSM-022-20A在Operatraion Start Sequence中First Tool增加一个Custom Comand,然后创造一个命名为PB_CMD_tool_name,内容如下:
global mom_tool_name
MOM_output_literal “($mom_tool_name)”
该语句作用是输出U G 加工操作设置的刀具名称(需在设刀具时提前填写,例如T16-MILL-D10-H16-D26-L45),在Operatraion Start Sequence中Auto Tool Change增加9个New Block依次为
G0Z600. M5
M9
G91G30Z0.
G91G30Y0.
G49
Y0.
G90
T M6(注意T的Change Element要选T-Next Tool Number)
PB_CMD_tool_name(和First Tool增加PB_CMD_tool_name一样)
在First Move中和上面一样加入PB_CMD_tool_name,在Tool Pash中的Motion中加Rapid Move,第一行加入New Block为G,拖入【G-M C X F i x t u r e Offset (G54~G59)】后,接下来反键选Change Element 下一级 User Defind Expresstion,会出现Expresstion Entry框,将其中$mom_fixture_offset_value + 53 改为$mom_fixture_offset_value + 54后按Force Output强制输出。在第二行中加入New Block为M8,并按Optional(见图8~图11)。
在Program End Sequence中End Of Program改9个New Block依次为
G0Z600. M5
M9
G91G30Z0.
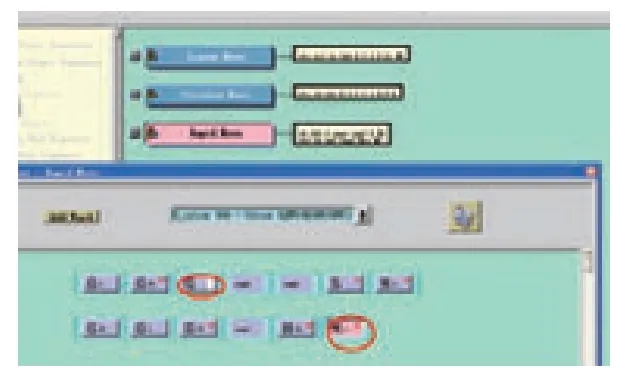
图 8
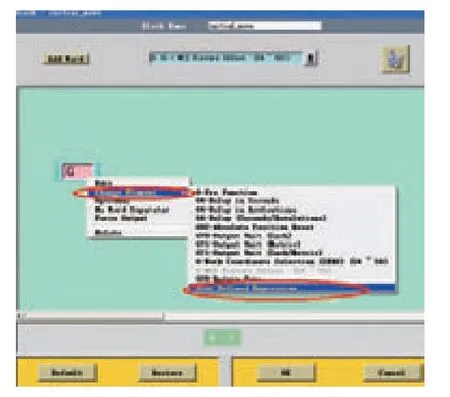
图 9

图 10

图 11
G91G30Y0.
G49
Y0.
G90
M30
%
补充一句,当不需要输出行号时,可在N/C Data Definitions中Other Data Elements的Sequence Number Frequency 填入9999即可。
至此三轴后置完成,保存生成800H.def、800H.pui、800H.tcl三个文件,存放到D盘根目录下。
3. 测试后置处理
找出一个以前做好的普通三轴UG操作,用800H后处理看看能否正常输出,此处不做累述。
4. 卧式四轴定面加工NC程序介绍
卧式四轴定面加工N C程序简单地说就是一次装夹加工将基于各个不同方向及位置的加工坐标系的三轴操作综合到一起的数控加工程序。这其中包含两个要求:①多个加工坐标系的三轴操作编制,该要求较易完成,在刀轴中去指定相应的矢量既可。 ②多个加工系间转换,该要求就相对复杂些,需用到宏程序,并在其中填写机床回转中心与机床零点有关参数等。 800H的加工系转换宏程序如下:(其中702.798和1139.766分别是机床回转中心与机床零点在X和Z方向上的实测距离):
%
:0015
(U2000-800H)
(#24 X X1-ZBX)
(#26 Z Z1-ZBX)
(#21 U X2-X1)
(#23 W Z2-Z1)
(#1 A )
#27=#24+702.798+#21
#28=#26+1139.766+#23
#29=SQRT[#27*#27+#28*#28]
#30=ATAN[#27]/[#28]
#31=#29*SIN[#30-#1]
#32=#29*COS[#30-#1]
#15=#31-[#24+702.798]
#16=#32-[#26+1139.766]
G52 X#15 Z#16
M99
%
另外还需介绍一下变量#5221(第一轴G54工件零点偏移值),#5223(第三轴G54工件零点偏移值)当写为X#5221Z#5223时,可将G54坐标代入到宏程序中参与运算。
宏程序调用模式0015X#5221Z# 5223U0W0A0,其中U后填入当前加工坐标系与主加工坐标系在X方向(以主加工坐标系为准)的矢量值,W后填入当前加工坐标系与主加工坐标系在Z方向(以主加工坐标系为准)的矢量值,A后填入当前加工坐标系与主加工坐标系的以Y为轴旋转角度(以主加工坐标系为准,顺时针正、逆时针负)。
软件编程中建议各个加工坐标系均以主加工坐标系原点为旋转点,这样U、W值可保持0不动。
主加工坐标系通常是指B=0°的那个加工坐标系。
5. UG操作中的设定
我们在做每个UG操作中,需在机床控制的开始刀轨事件中选定编辑,在出现的可用列表中选定insert,分三次填入
G52X0.Y0.Z0.
5P0015X#5221Z#5223U0W0A175
G0B175.
其中B和A后填的值175为当前加工坐标系与主加工坐标系的以Y为轴旋转角度(见图12、图13)。

图 12

图 13
全部完成后利用我们事先做好的800H后置直接出程序即可(见图14)。
图 14
生成数控程序如图1 5 所示(仅出一个操作示范)。

图 15
猜你喜欢
有色设备(2021年4期)2021-03-16 05:42:30
制造技术与机床(2019年12期)2020-01-06 03:18:24
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
电子制作(2017年20期)2017-04-26 06:57:41
电子制作(2017年20期)2017-04-26 06:57:34
环境科技(2016年4期)2016-11-08 12:19:04
国际感染病学(电子版)(2016年2期)2016-03-09 04:35:56
中国交通信息化(2014年6期)2014-06-05 03:12:06