造纸复卷机结构的技术改进
2015-11-22 08:22:42余章书福建厦门361009
湖南造纸 2015年4期
余章书 福建 厦门(361009)
1 复卷机简介
通过造纸卷纸机卷得的纸卷比较松软,内部破损和断头较多,两侧边缘不整齐,纸幅宽度多不能直接使用于纸加工或印刷等设备。为了适应印刷和纸加工中对卷筒纸的要求,都要在复卷机上进行复卷来生产出合格纸卷。通常复卷机安装在紧接造纸机后面,可以用吊车直接将卷纸机上的纸卷吊装到复卷机的退纸架上,在复卷机上除去质量不好的纸张,粘断头,切成所需的宽度,并在纸卷宗芯上卷成具有一定纸幅长度的、一定直径的纸卷。卷纸筒应具有所要求紧度和平整的分切端面。
复卷机是造纸机械中运行车速最快的设备,其车速达1500~1800m/min,最高达2500m/min以上。复卷机(图1所示)的工作原理是:从造纸机上取下的纸卷安装在退纸架上,退纸架上的制动器保持纸幅有一定张力,并在断头时使纸卷快速制动。纸幅通过引纸辊和纵切机构切成所需要宽度,然后按所需紧度和直径卷成纸卷。复卷机的主要结构参数是纸幅宽度和最高车速,其次是退纸和卷纸的最大直径、切纸方法和传动形式。
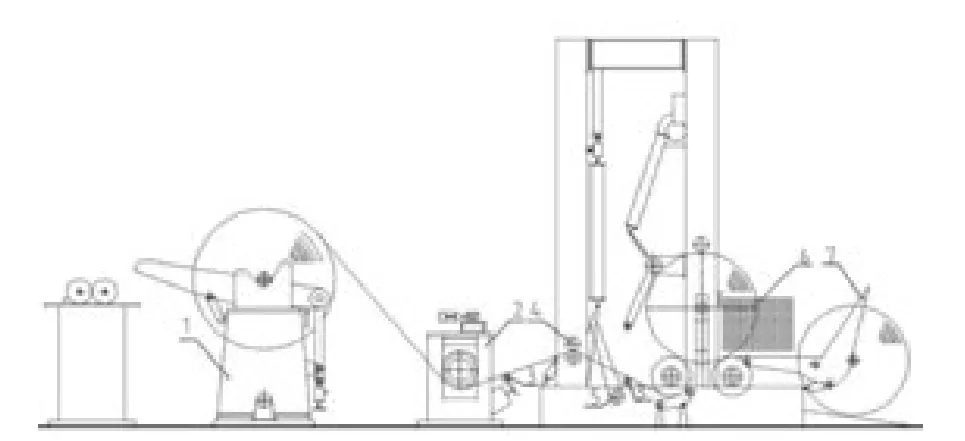
图1造纸复卷机示意图
1-带空卷纸轴推出器的退纸架2-可调节的校正器
3-舒展辊4-有张力控制的纵切机构5-纸边吹送器具6-边护板车7-卸卷器
复卷机的形式较多,根据需要在复卷机中还可以配备其他装置,成为联合机台。复卷机基本上可分为下列五种:⑴上引纸复卷机,⑵下引纸卷纸机,⑶单辊复卷机,⑷专用复卷机,⑸薄纸复卷机。
2 论述复卷机引纸两种类型
⑴上引纸复卷机
目前国内上引纸复卷机(图2-b)却是使用最广泛的设备,纸幅通过纵切机构,绕过压纸辊,而后卷在卷纸轴上。纸卷由两个支承辊支承,纸卷的中心随着纸卷直径增大而升高,压纸辊和纵切机构也同时向上移动。这种形式优点是易于引纸,结构简单,操作方便,维修容易。但也有不足之处:⑴由于压纸辊和纵切机构压到纸卷上,结果造成纸卷与支承辊压区的压力增大,如无压纸辊和纵切机构的悬秤装置时,则易于产生硬的纸卷(压区负载越大,纸卷越硬);⑵其次纸幅在压纸辊后就直接卷到纸卷上,靠调节两个支承辊传动转矩差来控制硬度的可能性很小,甚至不可能,因而,控制纸卷硬度能力有限,特别是在卷取软纸卷的情况下更是这样;⑶再次,因纵切机构随时向上移动,当机件磨损和变形以及安装质量欠佳时,容易造成纵切机构轴向窜动,引起切开的纸边互相搭接而形成分卷困难,唯一办法,就是分切纸的切口设置双刀间距为20~30cm的切割分离却易分卷;⑷提醒企业特别注意复卷机复卷低克重产品时(包括紧度低、拉力差、成品纸含水分超标的纸页等),因两支承辊运行转矩差或速度差的存在难控制调节的复杂因素,将会导致卷纸受力不均匀,纸卷起皱严重,纸卷大小头松紧不一致和切纸端面窜动不整齐等弊病;若有这种情况产生,将卷纸纸页先经第一条的支承辊应设为主动辊,纸页经第二条设为被动支承辊(脱开机械传动的联接器),这是硬功夫实践摸索的经验;⑸此外,由于车速和幅宽增大,在高速复卷大直径纸卷时机体可能变得很庞大,以致结构上不易处理。复卷机支承辊设主动辊和被动辊的运行卷纸,动力消耗减轻20%~35%。
⑵下引纸复卷机
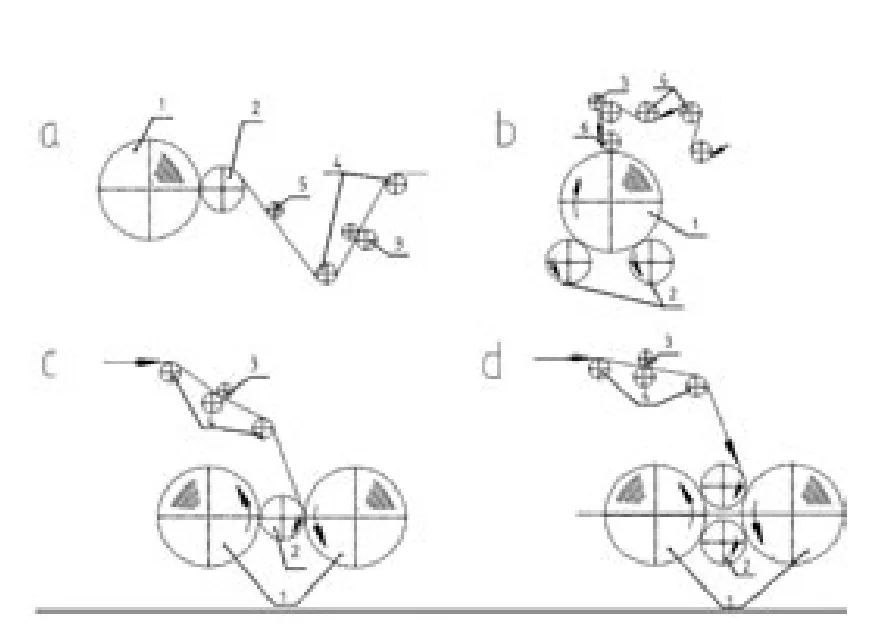
图2上引纸复卷机一般线路图
下引纸复卷机是从机台下面送入纸幅使其绕过某一个支承辊的(图3-a、d)。纸从退纸卷上引过下方的几个引纸辊,通过固定位置的纵切机构,绕过前支承辊(按纸行进方向数起第二辊)或后支承辊,然后卷在卷纸轴上。在复卷过程中,纸幅张力力图将纸卷拉向支承辊,使逐渐增大的纸卷得以稳定,并在高速卷取时较能保证纸卷质量。该类型复卷机还可运用变化两个支承辊的传动转矩差,结合压纸辊与纸卷间压区有压力调节,对纸卷质量进行很好地控制。
这类复卷机的纵切机构安装在固定位置上,避免轴向窜动,易于分卷;并且大部分转动部件靠近地面,重心低,在高速运行中仍然保持稳定,因此它使用得较广泛。其车速达到2500m/min,幅宽达10m。能处理从低定量纸直到纸板等品种。它的缺点不易接近机台,不便于引纸和调整舒展杆,为此常常在机台下方设一地坑,使得操作工易于接近,有时还装设自动引纸机构和远离控制的舒展杆,以克服其缺点。
下引纸复卷机另一些型式如图3-b、c所示,因其易于接近纵切机构和舒展器以及容易分卷,故较多用于复卷窄幅纸卷。
3 复卷机的生产能力
分析复卷机的生产能力时,要考虑到复卷机生产中的两个特点:⑴复卷机的生产能力应与造纸机生产能力相应,否则将影响造纸车间生产的连续性。⑵复卷机是一种间歇性生产机器,影响复卷机生产能力的主要因素是复卷机的纸宽、车速、辅助工序所需的时间和卷取纸卷的直径。
复卷机的幅宽是和造纸机相适应的,没有选择的余地。
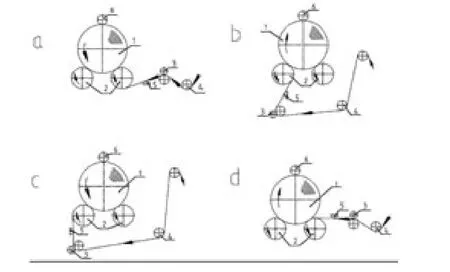
图3下引纸复卷机一般线路图
复卷机的车速和辅助工序所需时间(决定于复卷机的机械化程度)对其生产能力的影响,在不同条件下是不相同的。对于低速的复卷机,提高车速能够明显地增加其生产能力。但对于速高复卷机,进一步提高车速时,对其生产能力的提高往往没有明显的影响。
卷取纸卷的大小能够影响到复卷中辅助工序时间的比例,因而也能影响到复卷机的生产能力。
如果用单位时间内所卷取的纸幅的平均长度来表示复卷机的生产能力(即不考虑其宽度的影响),
则:
Q=L/to=L/t1+t2
式中L--卷取纸幅的长度(m)
to--一个复卷周期所需时间(min)
t1--卷纸时间
t2--辅助工序所需时间(纸卷的安装、卸除、引纸及沾接断头等的时间)(min)。
现代化的复卷机车速已经很高,达2500m/min以上,但真正在最高车速下运行的时间是很短的。相反,用在辅助工序时间所占的比重越来越大。附表是个最高车速为1500m/min的新闻纸或高强瓦楞包装纸的复卷机各工序所需时间的多次实际测定的平均值。
平均说来,复卷周期为10.9min,其中辅助工序的时间为5.7min,卷纸时间为5.2min。
从上例可以看出,复卷机在最高车速下运行的时间只占很小比例,进一步提高其车速没有很大实际意义。同时也可以看到,使辅助工序机械化,减少辅助工序所需时间,对提高复卷机的生产能力是很有意义。如果复卷机车速很高,复卷机的生产能力将主要决定于其辅助工序所需时间t2和纸卷中纸幅的长度L。因此当t1趋向于零时,复卷机的极限生产能力为L/t2。例如,复卷瓦楞纸的厚度为0.25mm,纸卷直径为600m/min,实际辅助工序所需时间为6min,则复卷的极限生产能力只有190m/min。如果一台车速为500m/min复卷机复卷瓦楞纸时,至少需要安装三台复卷机才行。但如卷取的纸卷直径增加一倍,达1200mm时,复卷机的极限生产能力将提高至4×190=760m/min,便完全有可能安装一台复卷机来适应造纸机的生产能力。因此在高速复卷机的设计上,使能生产较大直径的纸卷是合理的,这能够有效地提高其生产能力。
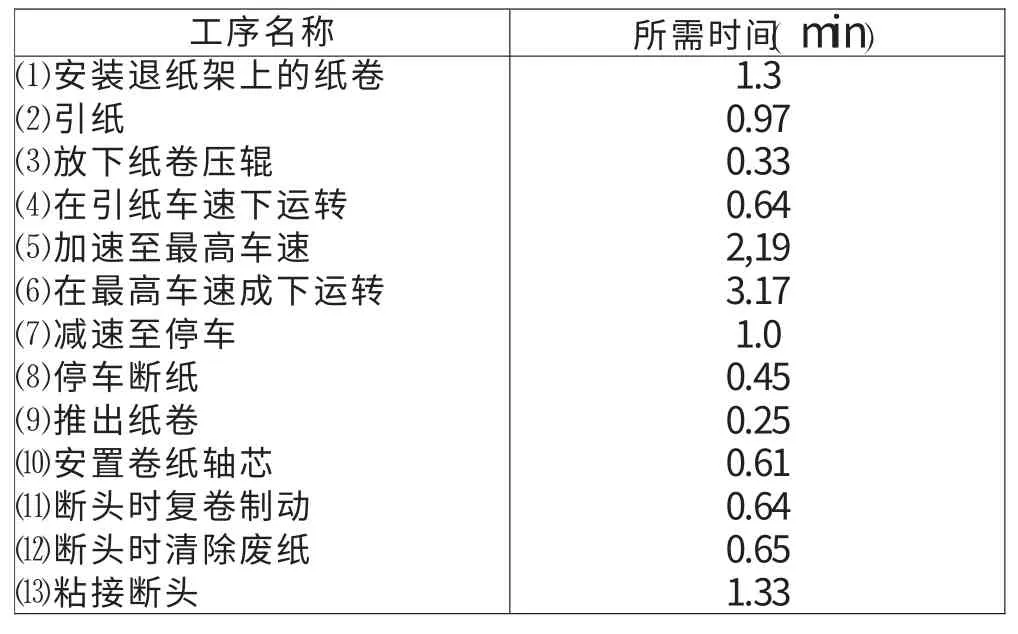
表1造纸复卷机各工序所需时间
为了减少辅助工序的时间,应尽可能增大造纸机的复卷机上卷出纸卷的直径,这同样明显地提高复卷机的生产能力。
4 纸卷的紧度及其调节机构
复卷机上纸卷的主要质量指标之一是紧度。合适的紧度是保证纸卷在运输和储存过程中不发生裂口、断裂和变形的必要条件。纸卷的紧度主要决定于:⑴卷纸时有适当的线压力,并能随着纸卷直径增大而适当调整;⑵前后支承辊有适当的转矩差或速度差;⑶纸幅张力对纸卷质量也稍有影响,因此要保持纸幅力稳定。
一台完善的复卷机必须具有下列四种机能:①压纸辊压力的自动程序控制;②支承辊转矩自动程序结构控制;③自动张力控制;④电力驱动的“挠性”起动和适当的速度自动程序控制。
⑴压纸辊压力的调整机构
压纸辊的作用力对卷纸紧度有较大的影响。压力调整机构的作用是保持纸卷与支承辊间压力稳定,约为1~1.2kg/cm(约为1~1.2kN/m),这就防止在初卷时因卷纸轴太轻而打滑以及在复卷后因压力太大而卷得太紧.对某些纸种来说,压纸辊应是有传动的,以便对纸幅施加附加作用力。
支承辊上的总垂直负荷G由纸卷的重量G1、卷纸轴的重量G2和压纸辊的重量G3所组成,见图4所示。
G=G1+G2+G3
纸卷和支承辊之间的线压力:

式中α--垂直线与纸卷和支承辊的联心线之间的夹角
b--纸卷宽度
Sinα=a/p+r
式中a--两支承辊间中心距之半(mm)
p--纸卷半径(mm)
r--支承辊半径(mm)
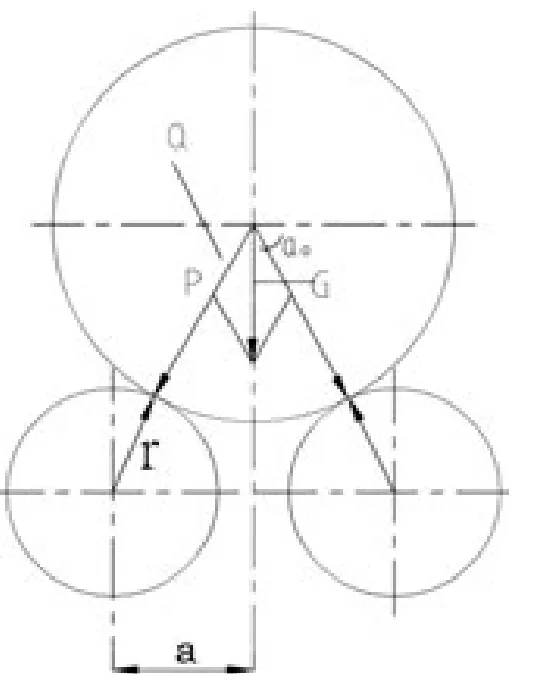
图4纸卷和支承辊的压力
在没有调整压纸辊的悬秤机构时,卷纸和支承辊之间的线压力的增加速度稍慢于纸卷重量的增加速度(因为当直径增大时,α角减小,而cosα却增大),但它总是随着纸卷直径的增大而增加的。
在旧式复卷机上,压力调整机构是采用机械的悬秤装置。为了增加悬秤力,而将重物挂在横轴上的凸轮或偏心的链轮上,在该轴上装有链轮,用链条与压纸辊或纸卷轴连接。纸卷直径增大时,横轴就转动,使重物固定端的凸轮臂增长,这就能使悬秤力增加。
有时把链轮偏心地安装在横轴上以代替凸轮图4-a所示。链的一端固定在悬秤重物上,另一端固定在压纸辊或纸辊上。该装置悬秤力的计算如下:当纸卷直径最小时,链轮回转中心和它的几何中心于某一水平面上。根据开始位置时的平衡条件(这时纸卷直径最小),悬秤力等于:
Q1=G(R-e/R+e)
式中R--链轮半径
e--偏心距(链轮旋转中心与其几何中心之间的距离)
G--悬秤的重量当纸卷直径最大时,悬秤力等于:

两者悬秤力之差:

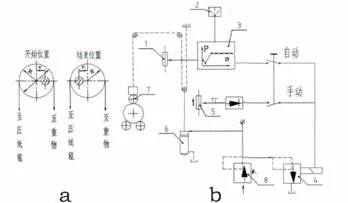
图5悬秤机构示意图
在新式的复卷机上,压力调整是由自动程序控制的,它们采用气压式或液压式悬秤机构。图5-b为一个液压式悬秤机构。它包括有电气程序控制单元3、电磁减压阀4和悬秤油缸6等,改变悬秤油缸内油压就可得到不同的悬秤力。系统中由一个附着在压纸辊上的电位器1指示纸卷直径,电位器发出信号传送到电气程序控制单元3,该单元通常有三种悬秤程序控制曲线,由控制盘上的程序选择器(三通换向阀)2选择。程序曲线表示悬秤力与纸卷直径之间的关系P=f(φ),按照纸厂经常生产的三种纸种来计算决定。电气控制单元输出的信号控制电磁减压阀4,后者调整远程控制的减压阀8,以达到自动调整悬秤油缸的油压和压纸辊压力的目的。从P=f(φ)的曲线中可以看出,当刚开始卷取至纸卷直径为300~400mm时,悬秤力减小,亦即压纸辊压力增加,接着悬秤力逐渐增加,压纸辊压力减小,最后因纸卷重量不断增加,悬秤力渐渐趋向为常数。此外,该系统还设置了电位器5 ,用来手动调整悬秤力。
对许多种纸来说,仅仅有适当的压纸辊压区压力的程序控制,还不能生产出质量良好的纸卷。同样,适当的支承辊转矩的程序控制,也不能单独地完全达到目标。只有压纸辊压区压力程序控制和支承辊转矩程序控制的适当配合,才能卷成从卷纸芯到外层硬度甚为均匀的纸卷。
⑵支承辊转矩程序控制
为了获得优质纸卷,支承辊转矩或速度控制必须满足适当条件。如使用速度控制,支承辊间速差幅度应小于±0.2%,且当纸卷直径增大时,两支承辊的速度必须接近1:1。由于很多速差系统并未按此方案设计,故收效有限。
对许多纸种来说,在起动时要用正速差,使在卷芯处卷得紧,而在直径大以后又希望有负速差,使纸卷外层卷得松些。若无精度高而配置适当的速差程序控制,是不能达到这种要求的。
转矩的程序控制通常是控制前支承辊的转矩,其大小随着纸的品种而异,并需要在现场实验来决定。图6为某些纸种的转矩程序控制曲线。从曲线可以看出,在启动时差不多全部转矩施加于前支承辊,使纸卷绷紧。随着纸卷直径增大前支承辊的转矩逐渐变小,后支承辊的转矩大于前支承辊,直到两支承辊的转矩相匹配为止。然而,应该强调,转矩的程序控制最重要的还是启动的转矩。
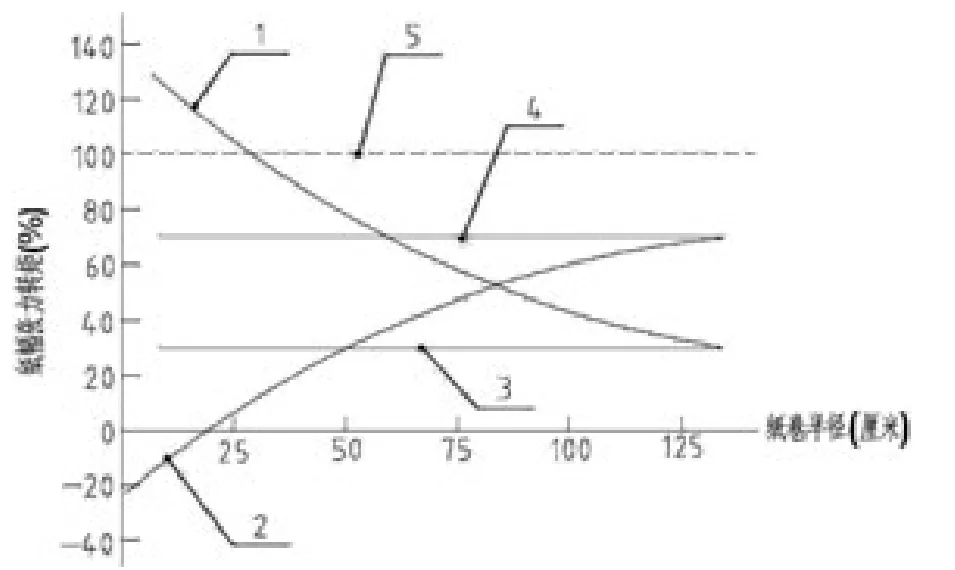
图6转矩程序控制曲线
在采用单电机驱动时,可用精加工的可调节三角皮带轮,由负荷继电器接受信号来胀开或缩拢皮带轮,使前支承辊超前或滞后。在现代化复卷机中,往往配置两个直流电动机各自单独传动电位计,用以在开始卷纸及终止卷纸时调纸卷紧度,运行时由第三个电位计随纸卷直径增大而调节两辊间的速度和转矩。⑶张力调整机构
在复卷过程中,纸的张力大小主要由纸种来决定,通常0.3~2kg/cm左右(约为0.3~2kN/m)。正确地选用纸的张力能在一定程度上改善纸卷的质量,减少断头,保持复卷机工作稳定。因此,复卷机的传动应自动地保持张力稳定,并能根据生产需要进行调节。调节范围通常为1:4,张力最大的波动值不超过±10%最小张力为0.3kg/cm左右(0.3kN/m)。
张力调整机构有多种形式。原始的张力机构是用手操纵制动器来获得张力的,因其操作复杂且张力大小不一致,仅适用于老式的低速复卷机上。较完善的张力调整机构,在整个工作速度范围内,能自动控制张力并保持恒定。它在退纸卷后面配置了检查张力用的浮动辊,把纸的张力大小引起的辊筒的移动变换为气压信号或电信号,由制动器进行控制。此外还有利用制动发电机进行自动张力控制的。
现代的高速复卷机多采用带有制动发电机的电气控制系统来控制张力,在制动退纸卷时,制动的直流电动机实际上处于发电状态。调节制动发电机保持恒定功率就能自动控制纸幅张力恒定。制动发电机的调节原理如图7所示。图中制动发电机D与退纸卷轴D1相连,其励磁绕组F1F2由可控硅整流供电,R是负载电阻。
如卷纸机所述,当线速度U恒定时,纸幅恒张力Q条件是退纸卷轴的制动功率Nf为常数。即:
Nf=QV=常数
从电工学知,直流发电机功率
Nf=Ef/R=uf/R
式中Ef、uf-制动发电机的电势端电压
R-制动发电机的负载电阻
忽略损耗,当制动发电机负载电阻恒定时,只要保持其所发电压uf恒定,就能保持恒功率。具体调节过程如下:在退纸过程中退纸卷直径不断变小,制动发电机的转速将随之增加,Ef和uf都有增加的趋势。通过分压器R1、R2取出反馈电压也可增加,它与主令电压比较后使偏差信号△u减小。由此,可控硅整装置的输出电压减小,制动发电机的励磁电流随之减小,从而使Ef不能增加,而在整个卷取中保证恒定。
为适应高速和卷径变化范围,新的复卷机张力控制系统采用直接检测的张力反馈,在大卷径时控制制动发电机的端电压、在小卷径时控制其磁场的办法。并将制动发电机所发出的电能馈入电网。这种方法可使用权复机获得良好的性能。
其他的张力自控器尚有电气压力型、光电吸入型等形式。
结束语
企业产品结构要适应市场竞争激烈的需要,复卷机要承担多品种的“繁重”卷纸任务,一时难以掌握变换产品卷纸的正常运行(必经调节的适应过程)。虽高速运行的复卷机是造纸的的重要附属设备,但运行故障及事故的发生概率较高,往往给工人带来不安全感。一旦某个环节出了故障,将会使造纸机被迫停机,更严重影响全厂停产,除非有备用复卷机轮流对换卷纸,减轻卷纸生产压力,但要增加设备投资和占车间地面空间,这种做法也不现实。同行的企业有这样流传,复卷机出了问题,就是“拦路虎”,一时“束手无策”。企业则有相当一部份依然存在设备“头痛治头,脚痛治脚”的不正常现象,且设备完好率跟不上造纸发展的要求。目前国内高速复卷机因加工精度、使用材料等技术上仍然存在“先天不足”的缺陷,影响复卷纸的质量不稳定。有实力企业具有良好的技术挖潜能力,对复卷机进行技术改造采取了安全生产措施,使操作工人得到无“后顾之忧”的安全感。
⑴龚世友,华昌.复卷机退纸架气动制动器设计.中华纸业,2009⑷
⑵刘莹,李坚.有准备逻辑无环流可逆控制系统在高性能复卷机的应用.中华纸业,2001⑺
⑶孟彦京,韩旭.复卷机的传动控制.中国造纸,2009⑷.
⑷陈勇平.双底辊式复卷机的维修.造纸科学与技术,2004⑵.
⑸张长芬.复卷机能力和纸卷质量的控制.轻工机械,1989⑴.
⑹康家玉.复卷纸主传动电机选型依据及计算文方法.纸和造纸,2006⑸
⑺刘鹏.复卷机控制优化设计方法研究,山东轻工学院,2012年.
⑻维美德推出高品质WinBelt复卷机.福建纸业信息,2002(24).
⑼黄伯山.高速复卷机新型纵动装置的介绍.江苏造纸,2006⑵
⑽李杨,雷秀.基于PLCR的卷纸机自动换辊机构控制,现代机械,2007⑹
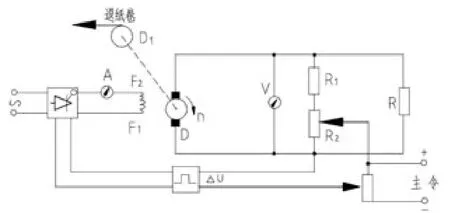
图7制动发电机的张力控制系统
猜你喜欢
科学导报(2024年21期)2024-05-11 09:41:39
法大研究生(2020年2期)2020-01-19 01:42:46
动漫界·幼教365(中班)(2019年10期)2019-10-28 01:53:17
生活用纸(2019年6期)2019-02-13 13:20:21
意林(2017年4期)2017-03-03 18:48:20
光学精密工程(2016年1期)2016-11-07 09:01:03
意林(2016年7期)2016-05-03 07:46:57
生活用纸(2016年10期)2016-04-06 02:33:03
意林(2016年3期)2016-03-01 18:11:06
中国造纸学报(2015年1期)2015-12-16 19:35:27