气化炉壳体环缝频繁开裂的技术分析
2015-11-16 10:00:10朱万钦
中国特种设备安全 2015年4期
朱万钦
(河南省锅炉压力容器安全检测研究院三门峡分院 三门峡 472000)
气化炉壳体环缝频繁开裂的技术分析
朱万钦
(河南省锅炉压力容器安全检测研究院三门峡分院 三门峡 472000)
鲁奇固态排渣加压气化炉成本低、效益高,在煤化工领域得到广泛应用。其本体采用的BHW35钢(相当于13MnNiMo54)合金元素含量较高,淬硬倾向较大,在制造、返修过程中,如果工艺控制不当,容易产生冷裂纹和再热裂纹,再加上气化炉特殊的操作工艺,频繁的升压、降压,使用中更容易诱发裂纹。本文着重分析气化炉壳体产生裂纹的原因,并提出应对措施。
裂纹 应力集中 扩散氢 焊接工艺 热处理
笔者近期对某厂1#加压气化炉(型号MARK-Ⅳ/4)进行定期检验,在超声波检测时,发现该炉B5焊缝存在3条内部裂纹,长度分别为50mm、40mm、20mm,大多位于热影响区且沿周向开裂,深度距外表面20~30mm。该厂共有5台同种类型的气化炉。在每次的定期检验中均发现B2和B5环缝存在不同程度的裂纹,裂纹统计规律见表1。

表1 气化炉B2、B5焊缝出现裂纹的统计
气化炉夹套采用德国BHW35进口材料,直径φ4000mm,壁厚50mm,上封头为椭圆形,下封头为锥形,壁厚均为65mm;内筒内径3848mm,材料为20g ,壁厚30mm,设备总长12500mm,总重约120t,具体设计参数见表2。

表2 气化炉技术参数
1 气化炉壳体产生裂纹的原因分析
BHW35是德国钢号,对应中国钢号为13MnNiMoNb,属60kg/cm2强度级钢,其特点是含钼和铌,高温性能稳定,强度高,低温冲击性也较好。化学成分和力学性能见表3、表4。
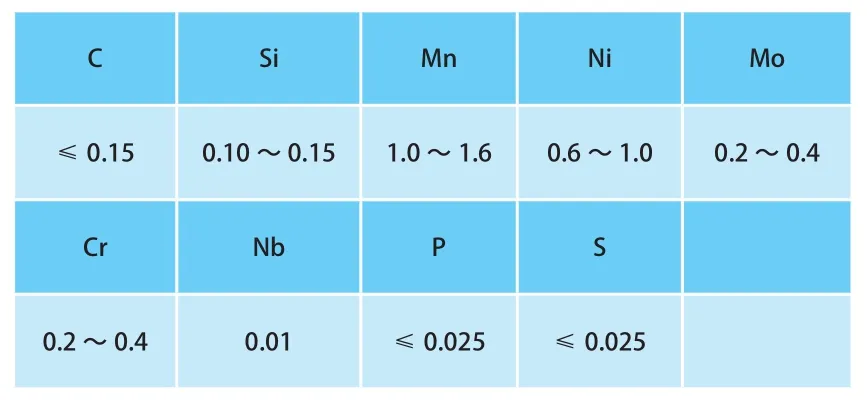
表3 BHW35钢的化学成分
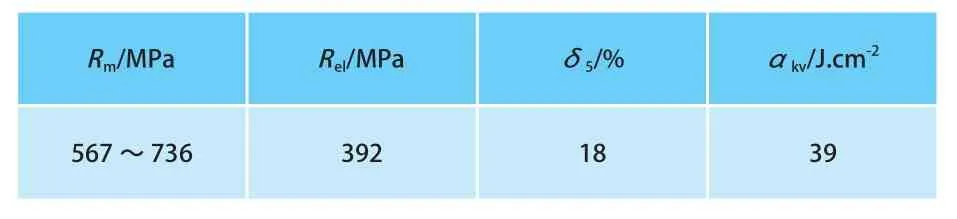
表4 BHW35钢的力学性能
1.1 高的碳当量决定其可焊性差,制造时焊缝宜产生冷裂纹
随着钢中碳含量和合金元素的增加,钢材的焊接性会变差。根据国际公认的碳当量公式:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15=0.13+1. 3/6+(0.3+0.3)/5+0.8/15=0.53% ,当Ceq值小于0.40%时,钢材淬硬倾向不大,焊接性良好;当Ceq值大于0.4%~0.6%时,特别当大于0.5%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及选用低氢型焊材等一系列工艺措施。而BHW35钢的碳当量Ceq=0.53%,属可焊性较差的材料,容易产生冷裂纹。
定期检验时,从资料审查过程中我们发现设备在制造过程中都存在有不同程度的返修,这为运行时诱发裂纹埋下了隐患,从历次出现裂纹的位置、走向及形态来看也证明了这一点。
1.2 高的残余应力是诱发焊缝开裂的主要因素
由于气化炉筒体壁厚较大,在制造和维修过程中,容易产生较大的焊接残余应力和局部预热产生的附加应力,这些应力叠加后,对焊缝形成极大的拉应力,导致在使用中产生开裂,特别是在用设备的焊缝维修,产生的附加残余应力则更大,运行中多次在返修部位出现开裂足以得到证明。
1.3 制造时非超标缺陷气孔和夹渣的存在为设备运行时焊缝的开裂埋下了隐患
在对1#、2#和5#设备的资料审查时均发现B2和B5焊缝存在有非超标缺陷(气孔和夹渣),在这些部位均产生过裂纹。因为夹渣的端部具有尖锐的特征,具有很大的应力集中,在主应力的作用下夹渣的端部很容易诱发裂纹。而气孔的存在则为焊缝中残余的扩散氢在高温下向其聚集提供了条件,当扩散氢聚集到一定程度也会诱发裂纹。因此设备在运行和定期检验时要重点对制造中存在气孔、夹渣等焊缝部位做重点检测。
1.4 结构的影响
B2焊缝位于夹套内液位经常波动的部位,具有较大的温差应力,热疲劳是该焊缝容易产生裂纹的主要根源。B5处于设备的结构突变位置(壁厚和形状突变),由于结构的不连续而产生的附加应力进一步增强焊缝的应力集中是其经常出现裂纹的本质原因。
1.5 运行工况的影响
该设备的运行工况为间歇作业,内筒内从煤层加料到全部产生气化大约4h,内筒泄压后再重新加料,工艺操作过程中频繁的升压、降压,升压产生拉应力、降压产生压应力,频繁的产生拉、压应力,属疲劳工况,疲劳使焊缝诱发裂纹的一个重要外在条件。
1.6 返修时热处理工艺的影响
对夹套焊缝返修时大部分采用从外侧返修,内筒不割除,这样在做热处理时电加热带仅能在外侧加热,内壁无法实现保温,对于50mm和65mm的筒体来说,外部温度达到了规定温度,但筒体内壁温度不一定能达到。温度和保温时间是热处理工艺的两个重要的参数,但温度是其决定性的作用,同时维修单位提供的焊缝工艺评定基本上都是炉内热处理的评定,与现场热处理的条件差别还是很大,因此表面上看严格按规范进行了热处理,但实际上却不能起到焊后消应力和降低扩散氢的作用,导致返修的焊缝部位产生更高的残余应力和高的扩散氢含量,一定程度上为该返修部位再次产生开裂奠定了基础。
2 应对措施
2.1 设计、制造环节
1)使B5的位置上移远离设备的结构突变位置,减小由于结构原因而造成的应力集中。这样势必会增加制造成本,但可有力改善焊缝的应力分布,有利于设备的安全运行。
2)制造时合理选择钢板的尺寸,避免使B2焊缝位于液位经常波动的部位,减少温差应力而使焊缝过早的疲劳。
2.2 运行环节
1)严格按照操作工艺规程,缓慢升压和降压,严禁超温超压。
2)尽量保持负荷稳定,减小液位波动,避免频繁启停。
3)对B2和B5焊缝加强监控,每次停车检修时对其进行100%的UT和MT检测,发现裂纹及时进行维修处理。
2.3 维修环节
1)维修单位应根据设备维修的实际情况进行焊接工艺评定,特别是热处理工艺应反映实际维修工况。
2)焊接材料应按规定进行烘干,焊工应具有相应材料和焊接位置的特种设备作业项目。
3)不管是单面维修还是双面,热处理均应在内壁和外壁保温,且均加装热电偶,只有两侧温度都达到热处理温度时方可记录保温时间,严格按热处理工艺进行。
3 结论
1)焊缝开裂的主要因素是焊缝承受的结构应力、焊接残余应力、温差应力和设备间歇运行产生的疲劳应力。
2) B2焊缝位于夹套内液位经常波动的部位,具有较大的温差应力,热疲劳是该焊缝容易产生裂纹的主要根源。B5处于设备的结构突变位置,较大的结构应力使其经常出现裂纹的本质原因。
3)返修时内外壁均加装热电偶是确保热处理质量的关键。
4)设计制造时考虑B2和B5所处的位置是其不发生开裂的有效措施,同时加强设备的制造质量,尽可能的减少非超标缺陷的存在
[1] 焊接手册 中国机械工程学会焊接学会编,1992.
[2] 周振丰,张文铖.焊接冶金及金属的焊接性(第二版)[M].机械工业出版社,1993.
[3] 气化炉竣工图和竣工技术文件.
The Technical Analysis of Crack on the Gasifi er Shell Girth
Zhu Wanqin
(Henan Province Institute of Boiler and Pressure Vessel Safety Testing, Sanmenxia Branch Sanmenxia 472000)
Luqi solid-state discharge pressurized gasifier with low cost and high efficiency, has been widely used in the coal chemical industry. Whose matrix with higer hardening tendency, is made of the BHW35 steel(equivalent to 13MnNiMo54) alloy element with higher content. It is easy to produce cold crack and reheat crack in the process of manufacture and repair if the process control is improper. Furthermore, the operation of the special gasifier craft, frequent step-up and step-down pressure, is more likely to induce cracks. The author emphatically analyses the reason of gasifi er shell crack, and puts forward the countermeasures in the article.
Crack Stress concentration Diffusible hydrogen Welding procedure Heat treatment
X933.4
B
1673-257X(2015)04-65-03
10.3969/j.issn.1673-257X.2015.04.016
朱万钦(1966~),男,本科,副院长,工程师,从事锅炉压力容器检验检测工作。
2015-03-18)
猜你喜欢
机电信息(2024年12期)2024-07-01 04:42:49
新疆有色金属(2023年4期)2023-06-26 02:19:04
中国特种设备安全(2021年5期)2021-11-06 05:09:20
中国特种设备安全(2021年1期)2021-07-21 08:56:34
天津冶金(2021年3期)2021-06-28 01:31:24
中国特种设备安全(2019年11期)2020-01-16 08:06:02
中国特种设备安全(2019年3期)2019-04-22 05:05:16
中国特种设备安全(2018年10期)2018-12-18 02:17:20
当代化工研究(2016年6期)2016-03-20 16:21:44
氮肥与合成气(2015年8期)2015-12-23 10:40:22