
发电机组气缸头气门精加工专用夹具设计*
2015-11-02 11:10:56肖铁忠
组合机床与自动化加工技术 2015年3期
肖铁忠,黄 娟,罗 静
(1.四川工程职业技术学院车辆工程系,四川德阳 618000;2.重庆理工大学汽车零部件先进制造技术教育部重点实验室,重庆 400054)
发电机组气缸头气门精加工专用夹具设计*
肖铁忠1,黄 娟1,罗 静2
(1.四川工程职业技术学院车辆工程系,四川德阳 618000;2.重庆理工大学汽车零部件先进制造技术教育部重点实验室,重庆 400054)
气缸头是发动机的配气元件,是发动机最重要的零部件之一,其气门的加工精度将直接决定发动机的品质与性能。文章针对某通用发电机组发动机气缸头气门精加工精度要求,通过分析其技术难点,确定了气门的精加工工艺方案,根据工艺方案,制定了工件的定位夹紧方案,并设计了专用夹具的结构,说明了专用夹具的工作原理。通过夹具的实际应用并对工件实际加工实验,测得气门的各项精度均达到或超过企业的技术要求,气缸头的生产节拍为0.63min/件,实际生产能力达到36万件/年。
气缸头;气门;专用夹具;结构设计
0 前言
气缸头是发电机组的重要部件,它的精度将直接决定发动机的整体品质与性能[1],而气缸头加工中,气门加工是最关键的工序,其精度直接影响气缸头的整体性能,是加工企业的重点关注对象[2]。针对气门精加工,加工企业一般采用以下两种方式,一是在高精度加工中心上完成,其特点是只能单轴单工位加工,精度高,效率低,适合单件或小批量生产;二是设计专用机床,其特点是加工精度高,生产效率高,适合大批量生产[3-4]。重庆某企业气缸头的年生产量在12万件左右,属于大批量生产,故需要设计针对此工序的专用夹具及机床,以满足企业对加工精度及生产效率的要求。
1 技术要求
气缸头气门导管孔与座圈孔的尺寸精度及形位误差要求如图1所示。
由图知,气门加工精度要求较高,主要技术要求总结如下:
(2)座圈孔与导管孔的圆柱度为0.01mm,导管孔中心线与座圈孔中心线的同轴度为φ0.01mm,座圈孔中心线相对于曲轴孔中心线的垂直度为0.02mm;
(3)导管孔与座圈孔的表面粗糙度Ra=0.8μm;
(4)导管孔与座圈孔中心线与气缸头底面成13°夹角。
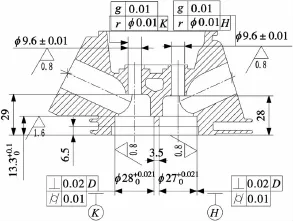
图1 气门加工精度要求示意图
2 工艺分析
企业设计的气缸头生产纲领为12万件/年,合格率为99.9%,针对气门精加工,加工企业一般采用针对大批量生产的专用机床。采用专用机床加工气门的方案,先进合理的夹具是工件加工质量及生产效率的重要保障,故需设计满足此工序要求的专用夹具[5];气门导管孔与座圈孔精度要求较高,直接钻削、镗削无法满足精度要求,需在钻削及粗镗的基础上再次精铰与精镗[6];气门轴线与气缸头底面成13°角,此角度由专用夹具保证;气门两座圈孔壁最小间隔为3.5mm,如果在同一夹具上采用双轴同时加工,刀具极易产生干涉,所以将气门孔在同一机床的同一夹具上的两个工位上双轴同时加工,防止干涉,提高生产效率。综上,设计的专用机床如图2所示,机床主要由床身、数控滑台、专用夹具、主轴箱、专用刀具、主轴电机、控制系统、冷却系统等组成。
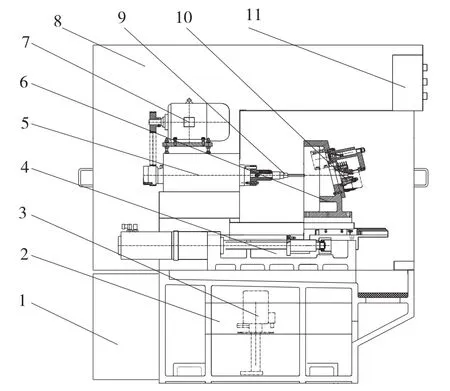
图2 专用机床结构示意图
3 夹具结构设计
3.1 定位结构设计
工件加工时,需要限制六个自由度,保证工件位置保持不变,缸体类孔加工一般采用一面两销的定位方式[7-8],其定位方案如图3所示,由2个φ10mm的定位销8与工件支撑板5构成定位装置对工件进行完全定位。气门在两个工位上分别加工,故在夹具体上设置两套定位机构。
3.2 夹紧机构设计
在实际生产时,若定位方式是正确合理的,但如果夹紧方案不合理,可能使定位位置在加工过程中出现移动,进而造成工件的形位误差达不到技术要求,严重时会使工件飞出夹具,造成安全事故。本文在正确分析工件工艺情况、自身结构特点、方便上下料及夹具自动化程度等的基础上,设计了图3所示的夹紧机构。由图知,每个工位上均有两个夹紧机构,夹紧机构由气缸10、夹紧机构底座1、回转导杆14、回转导向槽11、导套12、压紧板13及压头9等组成。气缸向上运动时,推动夹紧机构使其处于图示双点划线位置,松开工件,方便人工下料及工件定位;工件正确定位后,气缸向下运动,拉紧夹紧机构对工件进行夹紧,保证加工过程中工件的正确定位位置固定不变,顺利正确的完成气门的精加工。

图3 专用夹具结构
3.3 夹具工作原理
在图3中,工件装夹前,气缸10推动回转导杆14向上运动,由导套12导向,同时,回转导杆在回转导向槽11作用下做回转运动,带动压紧4 结束语
(1)设计的专用夹具在重庆市某机械制造企业的发动机生产线上得以应用,气缸头加工实际生产节拍为0.63min/件,按每年工作280天,设备负荷率为0.85,两班8小时的工作制度,实际生产能力达到36万件/年,远超过企业对生产能力的要求;
(2)实际生产表明,工件的各项加工精度均达到或超过企业要求;
(3)设备实际生产近两年以来,几乎没有出现过故障,且各项精度均保持良好;
(4)由于设备运行情况良好及精度高,企业正准备投产第二条生产线。
综上,设计的专用夹具效果理想,为同类设计提供有益参考。
[1]吴嘉明.摩托车发动机气缸头气门镗铰数控专机的设计[J].组合机床与自动化加工技术,2002(11):67-69.
[2]黄丽云.一种气缸盖气门导管孔加工工艺[J].内燃机,2013(5):26-27.
[3]李文迪,王合增,杨红梅.精铣缸体底面钻铰定位销孔数控机床的研发[J].组合机床与自动化加工技术,2013(6):124-129.
[4]袁旭群.曲轴箱半精镗缸孔并倒角组合机床的设计[J].机床与液压,2012(8):27-29.
[5]刘玉梅,邢鹏飞,潘为祥,等.发动机机体通大侧面斜油孔加工工艺研究[J].制造技术与机床,2009(2):159-161.
[6]席瑞生.气缸盖导管孔系加工的新思路及应用[J].装备制造技术,2010(2):166-168.
[7]罗静,肖铁忠,龚文君,等.发动机缸体曲轴孔加工专用镗床设计[J].制造技术与机床,2013(9):76-79.
[8]李吉,赖玉活,冯月霞.发动机气缸钻孔专用夹具设计[J].组合机床与自动化加工技术,2013(3):108-110.
(编辑 李秀敏)
Cylinder Head Valves of Generating Units Finishing Special Fixture Design
XIAO Tie-zhong1,HUANG Juan1,LUO Jing2
(1.Vehicle Engineering Department,Sichuan Engineering Technical College,Deyang Sichuan 618000,China;2.Key Laboratory of Manufacture Techniques for Automobile Parts Ministry of Education,Chongqing University of Technology,Chongqing 400054,China)
Cylinder head is a valve train of the engine,and is one of the most important parts of the engine,so its precision valve will directly determine the quality and performance of the engine.In this paper,aimed at engine cylinder head valve finishing accuracy requirement of a generic Generating units,by analyzing its technical difficulties,the valve finishing process plan was determined.According to the process plan,a positioning and clamping program of the workpiece was developed,and special fixture structure was designed,and then operational principle of this special fixture was illustrated.Through the practical application of this fixture and actual processing workpiece experiments,the accuracy of the measured valves all meet or exceed the technical requirements of the enterprise.The cylinder head tact is 0.63m in/parts,and the actual production capacity reaches 360,000/year.
cylinder head;valve;special fixture;structure design
TH122;TG506
A
1001-2265(2015)03-0147-02 DOI:10.13462/j.cnki.mmtamt.2015.03.040
2014-06-13
重庆市教委科学技术研究项目资助(KJ130806)
肖铁忠(1986—),男,湖南新化人,四川工程职业技术学院教师,硕士,研究方向为先进制造技术及装备;通讯作者:黄娟(1987—),女,四川人,四川工程职业技术学院教师,硕士,研究方向为机械电子工程,(E-mail)460046931@qq.com。
猜你喜欢
中学生数理化·八年级物理人教版(2021年10期)2021-11-22 08:00:00
中学生数理化·七年级数学人教版(2021年10期)2021-11-22 07:52:58
中学生数理化·中考版(2021年10期)2021-11-22 07:26:36
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
汽车与新动力(2019年5期)2019-11-07 05:20:54
制造技术与机床(2017年10期)2017-11-28 05:20:46
家庭影院技术(2017年12期)2017-02-06 02:32:35
农机使用与维修(2014年6期)2014-09-23 01:37:32
