
全封闭喷油涡旋压缩机组在油田伴生气回收中的应用
2015-10-31 01:27:58吴国罡邱志文中国石油玉门油田分公司青西油田作业区
石油石化节能 2015年10期
吴国罡 邱志文 贾 莉(中国石油玉门油田分公司青西油田作业区)
全封闭喷油涡旋压缩机组在油田伴生气回收中的应用
吴国罡邱志文贾莉(中国石油玉门油田分公司青西油田作业区)
油田伴生气是天然气资源的一种,通常伴随原油开采产生。针对伴生气等熵指数大、气量小、回收可靠性要求高等特点,应用了一种新型全封闭喷油涡旋压缩机组。该机组具有可靠性高、无人值守、适宜小流量等特点,已在青西油田伴生气回收生产中得到应用。在3口油井上正式投入运行的压缩机组已经安全生产超过4000 h,回收天然气约600 m3/d,累计年回收天然气量(0℃,1 atm)11×104m3。从现场采集的数据表明,机组可满足伴生气回收的技术要求,表现出良好应用效果,具有较高的推广价值。
伴生气回收涡旋压缩机组喷油
引言
油田伴生气(以下称伴生气)是伴随原油开采而产生的一种气态混合物,属于天然气资源的一种,由于其成分复杂,处理加工困难;同时,一般气量较小,可利用的压能低,不利于集输,过去往往采用直接燃烧或放空的方法处理。据统计,2002年全球天然气产量为32 500×108m3,其中2.5%~3.0%(约800×108~l000×108m3)消耗于火炬直接燃烧,相当于全球半个月或德国和法国的全年用气量[1]。
随着清洁生产,节能降耗日益受到人们重视,加之能源需求的不断增长,国内外都在积极探索新技术,开发新装备,对伴生气进行高效回收。美国Compressco公司开发的内燃—压缩一体式伴生气回收设备GasJack,在俄克拉荷马州、科罗拉多州的多个油田得到推广应用,达到了油气产量双增收的良好效果[2]。美国Emerson公司开发的一种涡旋式伴生气回收设备在北美油田得到大面积推广,仅到2003年应用就达到400套以上[3]。国内各油田也在积极推进回收伴生气的工作,大庆新店油田采用当地发电、当地加热储油罐等多种方法回收利用伴生气,在使油井保持合理套压值的同时,增加了原油产量,产生了可观的经济效益和社会效益[4]。一种撬装回收设备在新疆准噶尔边缘油田得到应用,可以方便灵活地回收边远油井伴生气,年经济效益达到950万元,不仅避免了大量宝贵资源的浪费,而且获得了良好的经济效益[5]。
为了满足伴生气回收利用要求,一种新型全封闭喷油涡旋压缩机组[6]在青西油田得到应用。该机组充分考虑了油田伴生气小气量、要求高可靠性、无人值守等特点,利用涡旋压缩机适应流量小、可靠性高的优势,在实际应用中取得了较好的效果。
1 伴生气回收中的技术问题及解决思路
涡旋压缩机(图1)具有结构简单、易损件少、容积效率高、工作腔磨损小等优点,可以满足伴生气回收高可靠性、小气量的要求。同时,涡旋压缩机易于做成全封闭结构,可以保证伴生气在回收过程的安全性,从总体上看,是用于伴生气回收的理想机型。但是,全封闭涡旋压缩机在压缩天然气这样的熵指数较高的气体时,由于工作腔无法实施外部冷却,必须采用喷油等手段实施内部冷却。
全封闭喷油涡旋压缩机通过合理的油路设计,在考虑压缩机内部机械润滑的同时,充分解决了压缩腔内部冷却的问题,使全封闭涡旋压缩机能够用于伴生气回收。
由于作业区部分油井位置较为偏远,伴生气回收设备需要具有很高的自动控制水平,应当达到自动运行、无人值守的技术要求。目前,全封闭喷油压缩机组已经实现了停开机、排液、排污等全部自动控制,并且通过加入远程传输进行实时监控,整体上达到了无人值守、免日常维护的目标。


图1 涡旋压缩机
2 全封闭喷油涡旋压缩机性能
全封闭喷油涡旋压缩机组流程见图2。油气混合物经过前端气液分离器,除去其中含有的原油杂质。该分离器在保证喷油系统洁净的同时,还可以防止井口大量来油情况下对压缩机造成影响。前端气液分离器设置有自动排污阀,分离器内液位到达指定位置后自动排污。经过分离的天然气进入机组主体部分,经过机组增压后的天然气在通过计量后由排气口排出。机组通过控制设计,实现了自动开停机,自动冷却油,自动排液及放空等功能,达到了无人值守的要求。机组的运行参数通过无线方式进行远程传输,用于监测实时运行状况。

图2 机组流程图
全封闭喷油涡旋压缩机组热力性能见图3,其数据采集自现场。从图3可以看出,压缩机组排气量随进气压力增大而增大,随排气压力增大而减小。测试井的最大进气压力可达0.20 MPa(G),最小进气压力为0.02 MPa(G)。进气压力为0.02 MPa(G),排气压力为1.2 MPa(G)时,排气量(0℃,1 atm)为54 m3/h;进气压力为0.18 MPa(G),排气压力为1.2 MPa(G)时,排气量为144.4 m3/h。

图3 机组在不同工况下的热力性能
3 全封闭喷油涡旋压缩机性能对比
为充分说明全封闭喷油涡旋压缩机性能特点,将其与其他型压缩机进行了比较,见表1。由表1可知,涡旋压缩机不仅具有易损件少、可靠性高、易撬装的优势,而且特别适用于伴生气回收中常见的小流量,具有非常好的推广应用前景。
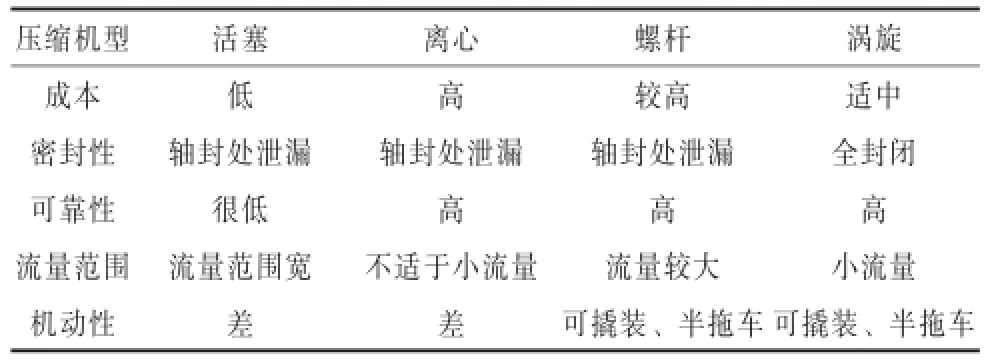
表1 与其他天然气压缩机型的比较
4 机组在油田伴生气回收中的应用
4.1生产现状
新型伴生气回收压缩机组已经在青西油田窿103井、柳108井及青2-6X井上得到应用。这3口井位置较偏远,在伴生气回收压缩机组安装前,由于气体压力低,伴生气不能进入输送管网,通过井口原油储罐直接放空的方式进行处理。在压缩机组安装后,可以保证油井伴生气在集气增压后进入天然气输送管网,增加了生产效益,并且避免了资源的浪费和对环境的污染。
现场生产工艺流程见图4。油井生产的油气混合物首先进入井口油气分离器,经过分离后,原油进入储罐,伴生气则在通过压缩机组增压后进入天然气输送管网。
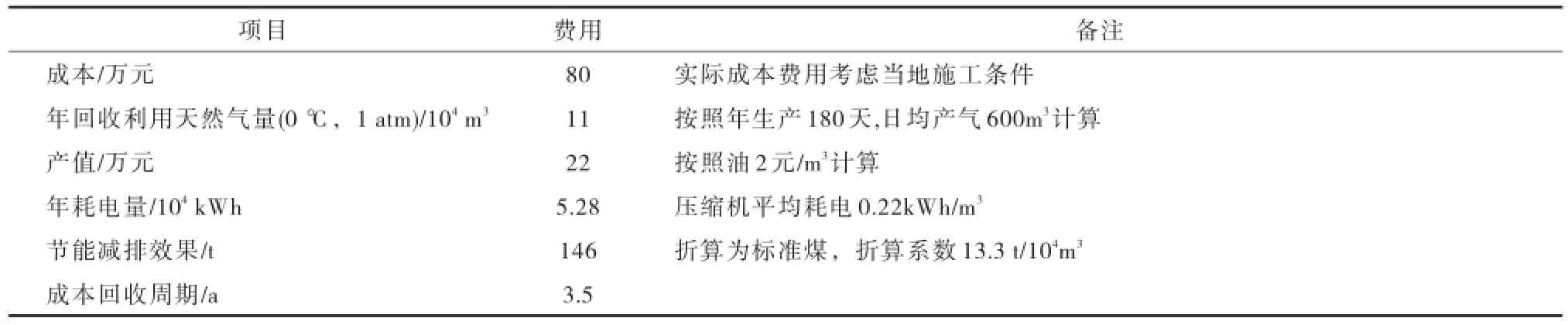
表3 应用效果分析

图4 伴生气回收工艺流程图
4.2控制系统设置
考虑到油井正常生产的需要,根据油井的产油能力、工艺流程等情况设置合理的压缩机组控制参数,以保证油井套管压力在生产要求区间内,并且油气分离器内原油进罐正常。机组控制参数设置情况见表2。

表2 控制系统参数设定值
机组进气压力设置为0.03~0.07 MPa(G),用于保证油气分离器内原油正常进罐。排气压力设置为小于1.5 MPa(G),用于保证排气压力不要过高。放空阀开启压力设置为0.3 MPa(G),用于保证压缩机功率在额定范围内。机组油冷却系统运行和传统的螺杆式喷油压缩机系统类似,通过温控阀控制经过冷却器油量,通过监测排气温度控制风扇开启,以保证压缩机喷油温度、排气温度在正常范围内。目前机组设置冷却风扇开关排气温度分别为90℃和85℃,根据季节不同应当及时调节温度控制范围。
4.3应用效果分析
在窿103、柳108及青2-6X井上正式投入运行的压缩机组已经安全生产超过4000 h,回收天然气约600 m3/d,累计年回收天然气量11×104m3。年节能减排效果折合标准煤146 t,预估产生年经济效益22万元(忽略设备运行能耗等因素)。1台压缩机组成本(包括设备和施工安装)约80万元,预期成本回收周期3.5年,压缩机机组投入运行产生的经济和社会效益明显(表3)。
5 结论
新型涡旋式压缩机用于低压低产井伴生气的回收,在技术上是可行的。涡旋式压缩机可通过加入远程传输,实时监控技术,便于油田信息化、数字化、精细化管理水平的提高。可以选择气量较大的井或者通过多个井口串并联的方式,将压缩机组的优势充分发挥出来,达到更好的应用效果。
对低压井伴生气实施回收,不仅避免了油田伴生气直接放空造成的资源浪费,而且消除了对环境的污染和安全隐患,可以降低青西油田油气生产的能源消耗,符合国家节能政策,并产生了一定的经济效益。
[1]苏欣,王胜雷,张琳,等.油田伴生气利用对策及现状[J].天然气与石油,2008(2):33-37.
[2]Atkinson M K,Bowery M S,Ford M E,et al.Cylinder block for integral gas compressor and internalcombustionengine[P]:USA,WO2007/047174 A2,2007-04-26.
[3]Emerson process management.Gas compressor overview[C].Gas-electric partnership conference.USA,2008.7.
[4]戴英波,李智.外围小油田伴生气回收综合利用[J].油田节能,2004(4):38-39.
[5]王协琴.回收边远小油田放空天然气的撬装设计[J].天然气技术,2007(2):72-75.
[6]彭学院,高翔,冯健美,等.一种全封闭卧式喷油涡旋压缩机:中国,201010604908.5[P].2012-08-27.
10.3969/j.issn.2095-1493.2015.10.019
2015-07-14)
吴国罡,高级工程师,1992年毕业于西安石油大学(采油工程专业),从事油田生产、设备及节能节水管理工作,E-mail:wgg@petrochina.com.cn,地址:甘肃玉门市老市区青西油田作业区,735200。
猜你喜欢
舰船科学技术(2023年14期)2023-09-01 13:13:32
膜科学与技术(2023年5期)2023-06-04 12:57:25
北京航空航天大学学报(2022年7期)2022-08-06 07:28:48
煤气与热力(2022年2期)2022-03-09 06:29:18
科学与财富(2019年5期)2019-04-04 00:54:00
中央民族大学学报(自然科学版)(2018年1期)2018-06-27 01:27:48
化工管理(2017年19期)2017-03-07 08:31:36
制造技术与机床(2015年10期)2015-04-09 07:06:04
汽车与新动力(2014年2期)2014-02-27 12:10:16
汽车与新动力(2013年5期)2013-03-11 16:08:17
