
智能缝纫机控制系统的设计
2015-10-28 01:10陈志锦赵毅忠中国兵器工业第58研究所四川绵阳621000
机电产品开发与创新 2015年5期
陈志锦,赵毅忠,马 艳(中国兵器工业第58研究所,四川 绵阳 621000)
智能缝纫机控制系统的设计
陈志锦,赵毅忠,马艳
(中国兵器工业第58研究所,四川 绵阳621000)
针对智能缝纫机逐渐向高精度、高速度的专业化发展需求,设计了一款基于ARM+SOC智能缝纫机控制系统,该方案集成了系统电源、运动控制板、交流伺服驱动器、三轴合一步进驱动器、ARM主板等功能模块。该控制系统综合应用ARM、SOC等嵌入式技术,实现了对智能缝纫机的高速、高精度运动控制,具有扩张功能快捷、操作方便、性价比高等优点,主要技术指标达到国际先进水平。
智能缝纫机;运动控制板;SOC;交流伺服驱动器;步进驱动器
0 引言
智能缝纫机主要包括花样机、平头锁眼机、套结机、圆头锁眼机、模板机等机型,国内研发及生产主要企业有58所、大豪、斯迈迪、鲍麦克斯、星火等,国际上主要有日本三菱、兄弟、重机等。日本三菱、兄弟、重机等国外品牌只销售整机,在技术积累、产品稳定性、品牌等方面有较大优势,功能齐全,结构框架稳定,是高端用户的首选。国内产品主要是以仿制国外的产品为主,缺乏自主创新能力;对于一些急需突破的缝纫机关键技术,均是借鉴国外现有技术,没有形成自己的核心技术,智能化程度较高的智能化缝制设备都依赖进口[1~3]。
1 硬件设计
控制系统为开放式、模块化的软硬件结构,采用上位机+下位机结构,上位机为人机界面,采用液晶触摸屏或数码管按键屏;下位机包括电源板、运动控制板、主轴驱动器、进给轴驱动器等;I/O接口板在控制箱外部单独配置。
其核心是基于ARM、SOC硬件架构和以WINCE为软件平台。SOC芯片作为控制处理器,主要完成各种运动控制算法和各种运动控制接口、系统开关量以及系统内部各种逻辑控制;ARM芯片通过RS232协调、调度SOC工作,共同构建智能化缝制设备控制系统的核心单元。控制系统原理框图如图1所示。
1.1电源
AC220V直接给电源板供电,经过EMI整流滤波后输出DC310V。系统电源框图见图2所示。DC310V经过正激式电源产生DC110V提供给 3合1步进驱动板,DC110V通过DC-DC生成DC5V、DC15V,DC5V通过LDO生成DC3.3V给DSP供电。
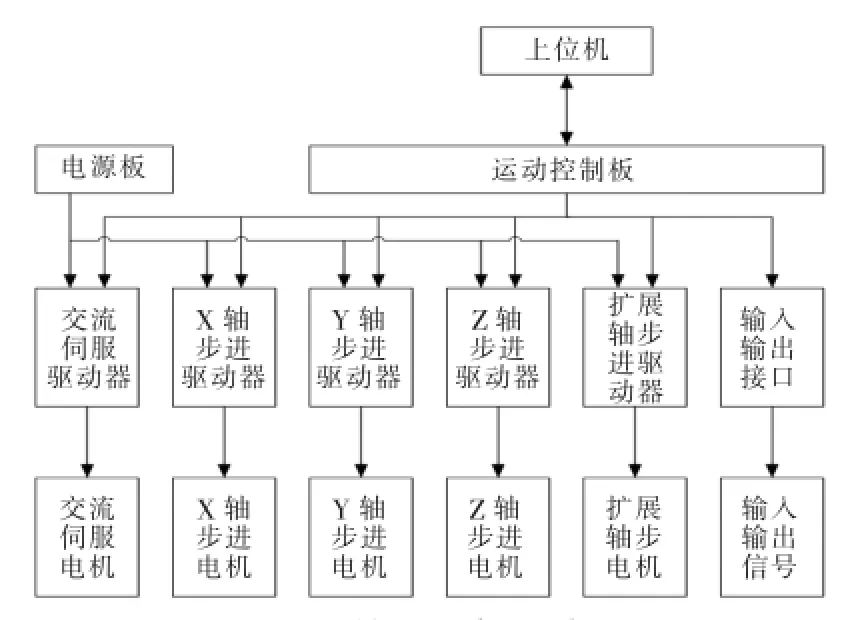
图1 控制系统原理框图Fig.1 Schematic diagram of control system

图2 系统电源框图Fig.2 Schematic diagram of power system
DC310V经过反激式电源产生DC32V提供给运动控制板,DC32V通过一个DC-DC产生DC24V,同时通过扩展轴扩展接口给扩展步进驱动板供电。DC5V通过LDO生成 DC3.3V、DC2.5V、DC1.8V给 FPGA供电,DC5V同时提供到上位机ARM板。
DC310V经过反激式电源产生DC15V、DC5V提供给伺服驱动板,DC5V通过LDO生成DC3.3V给DSP供电,DC5V同时提供到运动控制版。
1.2运动控制板
运动控制板以SmartFusion2为核心芯片,SmartFusion2内部集成166MHZ的ARM Cortex-M3de硬核处理器、配合先进的安全处理加速器,保护知识产权;在SRAM、PLL等普通外设基础上,集成了高速乘法器、DDR2/3、CAN、USB、SerDes以及千兆以太网等高级外设,完全满足SOC需求。其原理框图如图3所示。
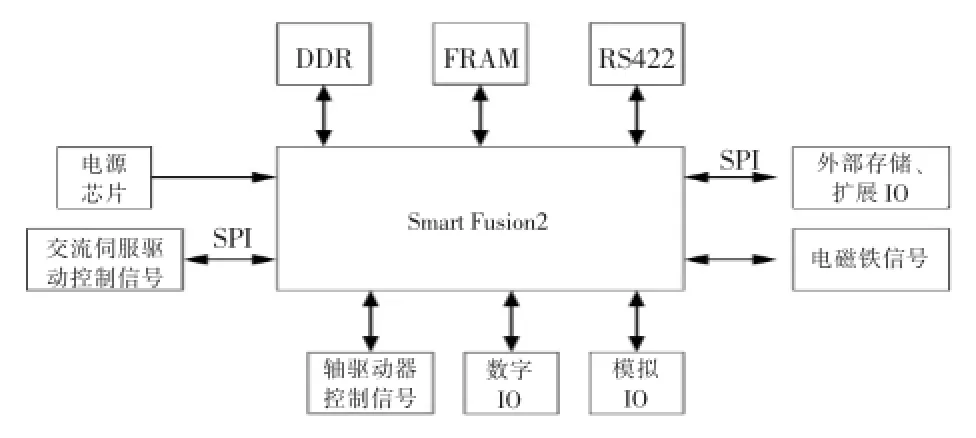
图3 运动控制板原理框图Fig.3 Schematic diagram of motion control card
控制板主要包括基本的X轴、Y轴、Z轴的运动控制、以及扩展轴运动控制、5个电磁铁控制、10个输入和14个输出控制及上位机通信等功能,实现进给电机的自动加减速控制、运动轴插补控制和位置控制等功能。
1.3交流伺服驱动器
随着缝制设备控制系统集成度的提高,系统硬件日益复杂,强弱电混合、模数电路混合、工作频率增高,导致系统内干扰更加严重。开关电源和交流伺服系统作为功率器件,它们的可靠性直接影响系统的性能。交流伺服系统原理图如图4所示。

图4 交流伺服系统原理图Fig.4 Schematic diagram of AC servo drive
伺服控制系统由交流伺服驱动器及交流伺服电机组成,交流伺服驱动器以高性能数字信号处理器(DSP)及大规模可编程逻辑器件(CPLD)为处理器,运用现代伺服电机控制理论,以旋转编码器和电流传感器为反馈,以智能功率模块(IPM)为逆变器实现对交流伺服电机的高性能控制。
交流伺服驱动控制以高性能DSP为处理器、以旋转编码器和电流传感器为反馈、智能功率模块IPM为逆变器,并根据缝纫机运动的特性优化了电机位置环、速度环、电流环实时控制算法,实现对交流伺服电机的高性能控制。该项技术的突破,使驱动器的生产成本大幅度降低,并能与缝纫机的主轴和进给轴更好地配合[4~5]。
1.4进给轴驱动器
步进电机能够将电的脉冲信号转换成相应的角位移,是一种离散型自动化执行元件。随着计算机控制系统的发展,步进电机广泛用于同步系统、直线及角位系统、点位系统、连续轨迹控制系统以及其他自动化系统中,是高科技发展的一个重要环节。
缝纫机控制系统进给轴的数量一般为2~5轴。据市场人员反馈的信息,以前用于2轴控制系统将很快被3轴控制系统所取代,所以进给轴设计为三轴合一步进驱动器,以方便生产和降低成本。
三轴合一步进驱动器将三个单轴步进驱动器设计在一块印制板,原理同单轴步进驱动器一致,步进驱动器原理框图如图5所示。
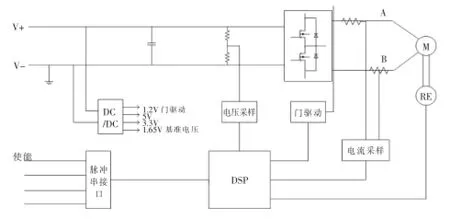
图5 步进驱动器原理框图Fig.5 Schematic stepper drive
电机驱动模块采用DSP进行电机电流采样、编码器信号采集以及PWM信号输出;实现电机绕组电流的数字化控制,使用电子齿轮、微细分、电磁转距的矢量控制等技术,实现对电机转子位置闭环控制,解决电机震荡和丢步问题,提升步进电机运转性能,减小电机发热,大大提升了步进电机的性能。电流控制采用增量式PID算法,离散的PID为:

离散的PID第K-1个采样时刻的输出值为:

将式(1)、式(2)相减并整理,就可以得到增量式PID算法公式为:
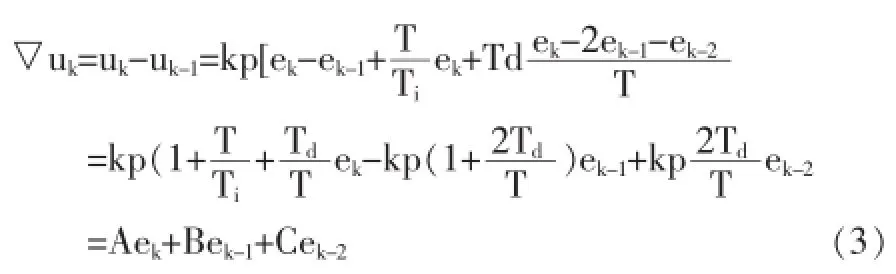
闭环步进驱动采用恒定的采样周期T,确定A、B、C后,只要使用前后三次测量的偏差值,就可以使用式(3)求出控制量。步进电机闭环驱动具有步进电机开环驱动和直流无刷伺服电机的优点,提高了矩频特性、输出功率/转矩曲线得以提高、效率-转矩曲线提高。因此,闭环驱动的步进电机的性能在所有方面均优于开环驱动的步进电机,可得到比开环控制更高的运行速度,更稳定、更光滑的转速。
1.5人机界面
人机界面ARM主板以Cortex-A8内核的AM3352为处理器核心,ARM主板系统结构如图6所示。275MHz的主频板载内存128MB,Flash 128MB,支持液晶屏,具有USB、串口、以太网等接口。
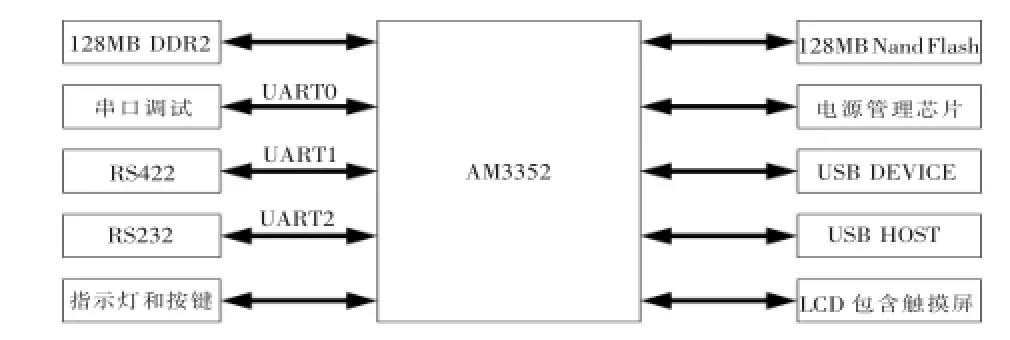
图6 系统结构图Fig.6 Schematic diagram of system
2 软件设计
系统软件在特定的硬件架构上与缝纫机机械部分配合实现的特定功能,根据硬件架构可以分为两个部分,即上位机(ARM主板)和下位机(运动控制卡)两部分。这两个软件是相辅相成,缺一不可的,上下位机通过RS422通信方式交换数据和信息。控制系统上位机具有文件管理、参数设置、扣眼文件编制、扣眼文件修改、扣眼文件运行等功能。控制系统下位机主要完成上位机发出的各种指令,具体包括信号输入控制、信号输出控制、电磁铁信号控制、电机运动控制等。
上位机通过RS422串行通信实现与下位机之间双向通信,下位机接收上位机发送的指令,进行相应的操作,并将相应的数据反馈回上位机。通信使用主从技术,即仅主设备(上位机)能初始化传输 (查询),从设备(下位机)根据主设备查询提供的数据做出相应反应。上位机显示界面如图7所示。图8为系统软件流程。
下位机接收上位机发送的数据并发送反馈数据。SOC通过电机接口控制主轴电机驱动器和两个步进电机驱动驱动器;通过输入接口控制开关量的输入,也通过输出接口控制开关量的输出;SOC通过外接RAM地址操作,来完成电机控制功能、输入信号和输出信号设置功能;SOC内置ARM通过相应的地址读取已编译花样文件和设定的运行速度,通过运动控制卡控制各驱动器,从而实现对各轴运动位置的控制和速度的控制。
下位机主要完成上位机发出的各种指令,具体包括信号输入控制、信号输出控制、电磁铁信号控制、电机运动控制等。
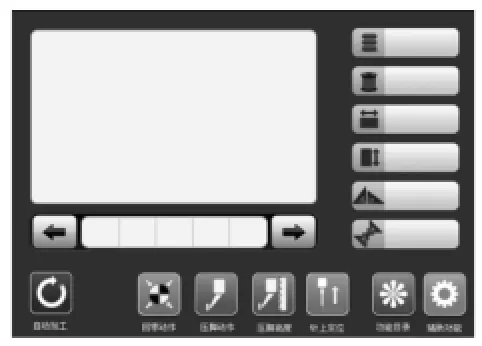
图7 上位机显示界面Fig.7 Master Control interface
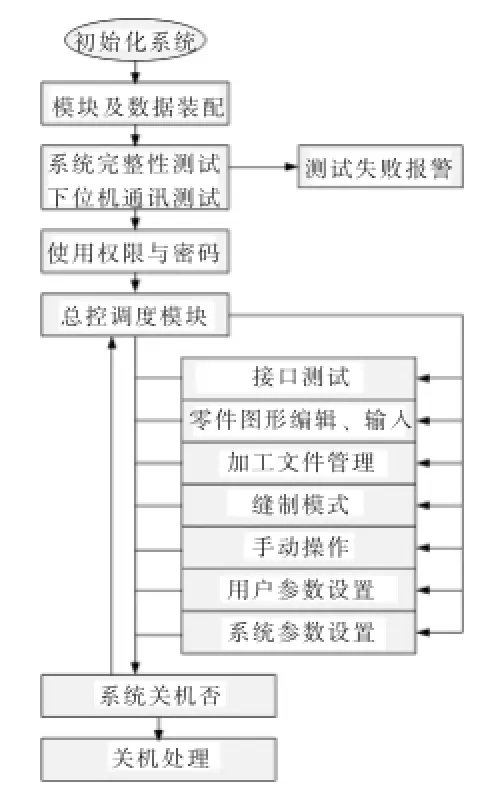
图8 系统软件流程图Fig.8 Flow chart of software system
3 结束语
该控制系统具有快速、高精度、参考文献:
扩张功能快捷、操作方便、性价比高等优点,各项指标完全满足设计要求。该产品已经批量生产,产品远销国内外,市场前景十分广阔,产生了良好的经济、社会效益。
[1]祝本明,刘必标,等.平锁缝纫机运动控制卡设计[J].电子设计工程,2014,12.
[2]赵毅忠,陈志锦,祝本明.基于通用缝制设备控制平台的430F套结机控制系统开发[J].兵工自动化,2014,2.
[3]杨奕昕,祝本明,赵毅忠.智能化缝制单元控制系统的实现[J].四川兵工学报,2011,8.
[4]郭丽,石航飞.基于DSP的双轴交流伺服运动控制系统[J].兵工自动化,2010,9.
[5]李勇,陈志锦,郭丽.交流伺服系统电磁兼容设计[J].四川兵工学报,2012,6.
[6]潘松,黄继业.EDA技术实用教程[M].北京:科学出版社,2006.
[7]王晓明,王玲.电动机的DSP控制—TI公司DSP应用[M].北京航空航天大学出版社,2004.
Design of Intelligent Sewing Machine Control System
CHEN Zhi-Jin,ZHAO Yi-Zhong,MA Yan
(No.58 Research Institute of China Ordnance Industries,Mianyang Sichuan 621000,China)
According to the intelligent sewing machine gradually to the high precision,high speed of professional development needs,designed a model based on ARM+SOC special industrial sewing machine control system,which integrates the system power,Motion Control Card,AC servo drive,3-in-1 stepper drive,ARM motherboard such as function modules.Integrated application ARM、SOC such as embedded technology,realized on the intelligent sewing machine sewing machine of high-speed,high precision motion control,with expansion function advantages of quick,convenient operation and high cost performance,the main technical index has reached the international advanced level.
the intelligent sewing machine;motion control card;SOC;AC servo drive;stepper drive
TN06
Adoi:10.3969/j.issn.1002-6673.2015.05.039
1002-6673(2015)05-104-04
2015-07-21
国家自然科学基金项目(61133016)
陈志锦 (1979-),男,云南丽江人,硕士,高级工程师。从事数控技术研究工作。
猜你喜欢
橡塑技术与装备(2021年5期)2021-03-16
电子制作(2019年23期)2019-02-23
科技与创新(2018年1期)2018-12-23
趣味(语文)(2018年8期)2018-11-15
红岩春秋(2017年9期)2017-10-11
现代工业经济和信息化(2016年2期)2016-05-17
北京纪事(2016年5期)2016-05-07
火控雷达技术(2016年2期)2016-02-06
空间控制技术与应用(2015年2期)2015-06-05
单片机与嵌入式系统应用(2014年11期)2014-09-06
