药品生产质量管理中偏差的纠正预防措施效果评估
2015-10-28 04:52:06北京北大维信生物科技有限公司100094裴欢孙玉凤邓翀
首都食品与医药 2015年14期
北京北大维信生物科技有限公司(100094)裴欢 孙玉凤 邓翀
自《药品生产质量管理规范(2010年修订)》(以下简称GMP)颁布以来,我公司不断完善偏差处理流程,旨在实际工作中提高偏差处理水平,对所发生的偏差均进行了细致的原因调查和科学的分析评估。偏差处理过程中纠正与预防措施(CAPA,Corrective Actions and Preventive Actions,纠正措施:CA,预防措施:PA)的效果(合理性、充分性、有效性)是偏差管理水平的核心衡量标准之一,也是质量保证系统工作中重要的组成部分。本着持续改进的原则,为不断提高我公司现有质量保证系统的管理水平,把握质量保证工作的重点方向,需对偏差处理过程中CAPA的效果进行定期的评估,为后续的工作提供指导和启发。因此,结合GMP法规要求,建立CAPA效果的评估原则,使用适当的评估工具,从合理性、充分性、有效性三个维度识别和评价偏差CAPA的效果。
1 纠正与预防措施在偏差处理中的意义
1.1 偏差和偏差处理流程概述
1.1.1 偏差处理的意义 关于偏差,GMP第二百五十条中一些描述(“任何偏离生产工艺、物料平衡限度、质量标准、检验方法、操作规程等的情况”),但没有给出“偏差”的正式定义。在ICH Q7的定义中,偏差是指偏离已批准的程序(指导文件)或标准的任何情况(Deviation—Departure from an approved instruction or established standard)。
其中“程序”指广义“生产”活动的程序文件,偏离非“产品加工过程”类的程序(例如仓储程序和实验室程序)也完全可能导致对产品质量的不良影响;其中“标准”包括制药企业为实现药品质量而建立的各种技术标准。一般而言,对偏离分析检验标准的情况通过OOS系统进行管理,对偏离“生产”(Manufacturing)的程序文件和其他技术标准的情况通过偏差系统进行管理。
偏差处理坚持三个原则:一是发生偏差时应及时报告、调查并处理,二是要制定有效的纠正措施和预防措施,避免偏差的再次发生。最终目的是确保产品的质量和GMP的符合。
“偏差”定义的核心是“偏离”,没有区分偏离程度的大小。所有偏离程序或标准的情况都属于偏差的范畴。
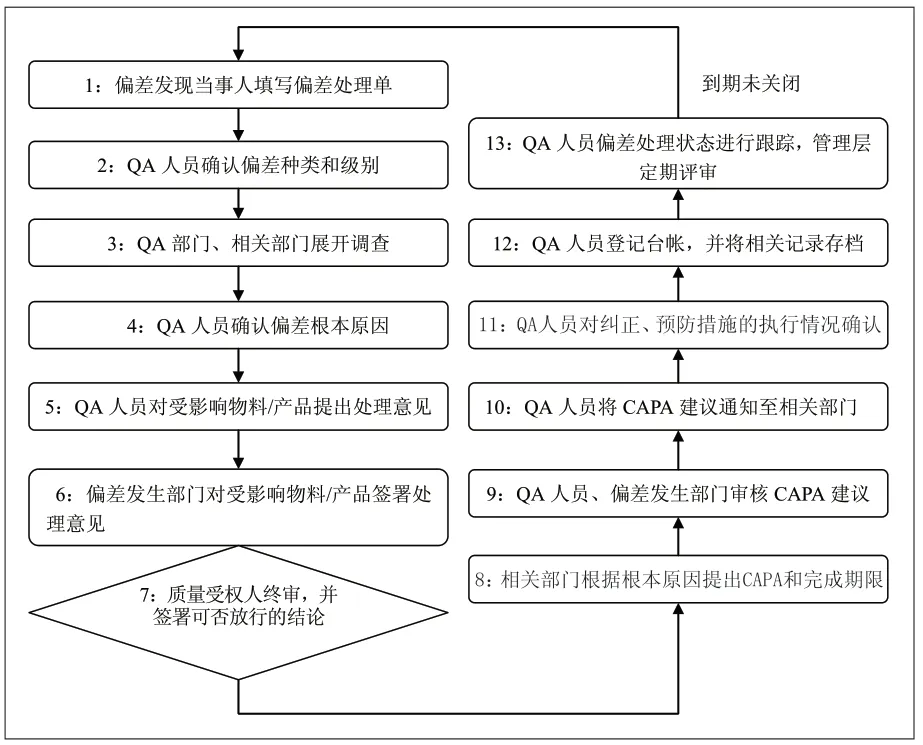
1.1.2 偏差处理流程 根据GMP的第二百四十七条至第二百五十四条要求和偏差处理的原则,偏差处理的主要流程设立通常如附图1所示。
其中第1~7步为发生偏差时及时报告、调查并处理,即纠正;第8~13步为制定有效的纠正、预防措施,避免偏差的再次发生。通过整个偏差处理流程以确保产品的质量和GMP的符合。
其中第1~7步的纠正效果,可在偏差处理过程中判定;而第8~13步,纠正、预防措施效果即防止类似偏差再次发生的能力,则有可能在偏差处理时限内无法直接判定。
1.2 在偏差处理中纠正与预防措施的必要性 在生产、质量控制以及系统运行的过程中,发生了偏差,不仅要进行必要的纠正消除现有的危害,还需采取纠正、预防措施,由此确保相同或类似的危害不再发生,从而使产品和工艺得到提高,质量体系得到持续改善。
纠正预防的必要性:建立纠正措施和预防措施系统(CAPA系统,Corrective Actions and Preventive Actions 改进和预防活动的总称)的意义,就是不仅要纠正某一个体性的缺陷,而且要找到导致缺陷的根本原因,采取纠正、预防措施,防止同类缺陷的重复发生。并且要对各种途径发现的单一缺陷进行统计、分析、采取主动性预防措施、追踪管理等一系列管理活动,从而防止类似缺陷在其他方面、不同产品线的重复出现。
2 纠正与预防措施效果评价
2.1 在偏差处理中纠正与预防措施效果评估标准 大多数情况下,导致缺陷的根源不会是单一的、孤立的,因此,纠正措施和预防措施往往涉及到如:程序、培训、资源等要素的纠正和更新。CAPA系统也为持续改进质量管理体系提供动力,为管理评审提供依据。
在纠正和预防措施具体评估过程中,应从合理性、有效性、充分性三个标准考虑。
2.1.1 合理性、有效性、充分性标准(应使用“检查清单”的方法逐一检查下述标准项目) 合理性检查:CAPA措施是否及时?CAPA措施是否与偏差分级适应?CAPA措施是否严格依据偏差评估执行?CAPA措施的制定是否由相关技术部门和质量管理部参加?CAPA措施是否得到批准?CAPA措施是否应用了合适的标准?偏差CAPA是否针对偏差的根本原因?CAPA措施是否针对了保证产品质量的方面?CAPA措施是否对持续改进有指导作用?CAPA措施中紧急纠正措施是否恰当?CAPA措施是否得到追踪?CAPA措施是否记录并可追溯?CAPA措施是否规定时限?CAPA措施是否影响物料/产品的放行?CAPA措施是否与现有程序有冲突或存在歧义?
有效性检查:CAPA措施是否在规定时限完成?经过收集偏差发生的过程数据,是否表明过程得到了改善?过程改善是否达到了过程要求的指标?过程改善后过程指标是否是稳定的?
充分性检查:CAPA措施是否得到全部执行?CAPA措施是否符合所有相关标准?偏差CAPA是否针对所有偏差的根本原因?CAPA措施是否完全消除了质量方面的影响?CAPA措施是否保证所有部门、所有相关人员了解?改进措施是否涵盖了所有相关的设施、设备、工序、物料、产品?CAPA措施是否保证偏差不再发生?CAPA措施是否完全记录并归档?与CAPA措施相关的处理(如变更)是否全部完成?
附图1 偏差处理流程图
2.1.2 对无效的纠正预防措施的分析方法(采用帕累托图方法) 帕累托(Pareto)图又叫排列图、主次图,是按照发生频率大小顺序绘制的直方图,表示有多少结果是由已确认类型或范畴的原因所造成。它是将出现的质量问题和质量改进项目按照重要程度依次排列而采用的一种图表。可以用来分析质量问题,确定产生质量问题的主要因素。按等级排序的目的是指导对无效的纠正预防措施:项目班子应首先纠正造成最多数量缺陷的无效问题,并根据发生频次从多到少排列无效问题的纠正次序并逐一解决。
2.2 纠正、预防措施的合理性评价流程 纠正、预防措施的合理性评价流程见附图2。使用上述“2.1.1”中“检查清单”的方法评价措施的合理性:对于制定的措施符合标准要求、后续可作为参照的,应“按计划执行”;应进行适当的评估考察其对产品质量和质量管理体系的影响决定是否“无措施”。在“有措施”的情况下应检查是否“有更好的措施”,若“无措施”则可识别是否“可以制定措施”以实现质量绩效的优化改进;对产品质量和质量管理体系无影响且“无法制定”纠正、预防措施的可以忽略。
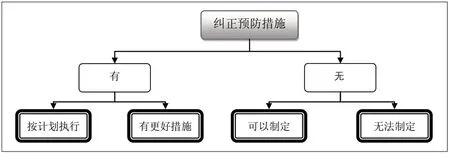
附图2 纠正、预防措施的合理性评价流程图
2.3 纠正、预防措施的有效性及充分性评价流程 纠正、预防措施的有效性及充分性评价流程见附图3。使用上述“2.1.1”中“检查清单”的方法评价措施的有效性、充分性:有相关证据表明通过制定的纠正、预防措施符合“有效性”标准且使同样原因的事件不再发生但不能保证同样的现象重复出现应视为有效;纠正、预防措施符合“有效性、充分性”标准,不仅可以防止同样原因事件发生,还可防止同样现象不再出现应视为有效且充分。流程中除“有效且充分”的纠正、预防措施外都应进一步分析和采取措施。
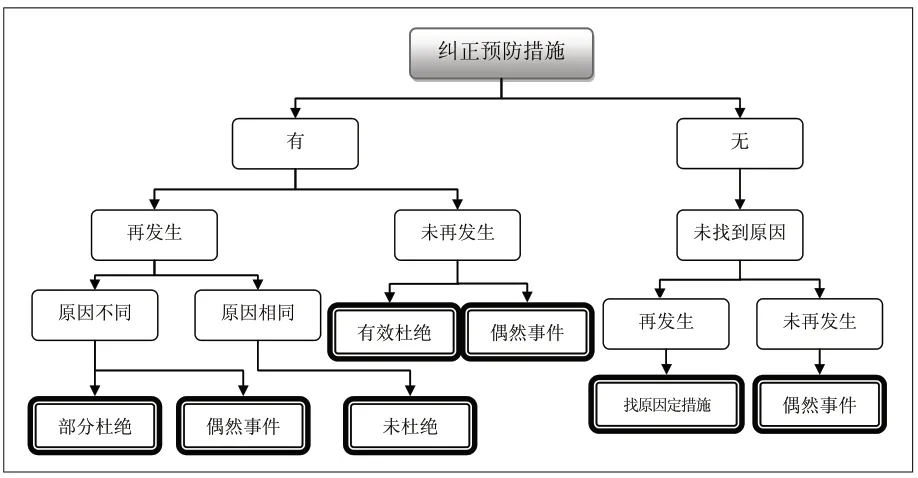
附图3 纠正、预防措施的有效性及充分性评价流程图
3 纠正与预防措施评价的应用举例
3.1 纠正预防措施合理性评价举例 依据附图2的流程,对本企业2011年~2013年发生的偏差进行回顾汇总,对其纠正和预防措施的执行情况的合理性进行评价(见附表1)。
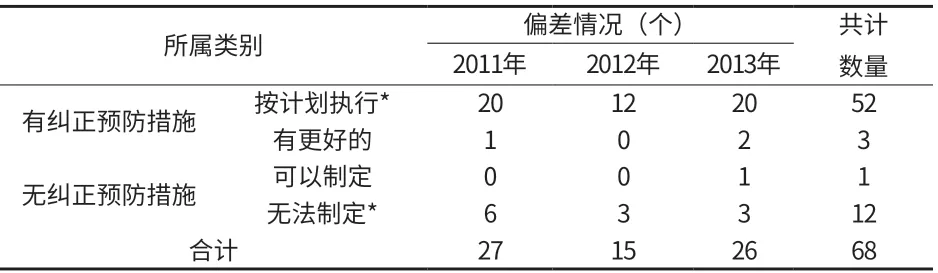
附表1 纠正预防措施执行情况合理性评价结果分布表
3.2 对纠正预防措施有效性、充分性评价举例 依据附图3的流程,对本企业2011年~2013年发生的偏差进行回顾汇总,对其纠正预防措施的执行情况的有效性、充分性进行评价(见附表2)。
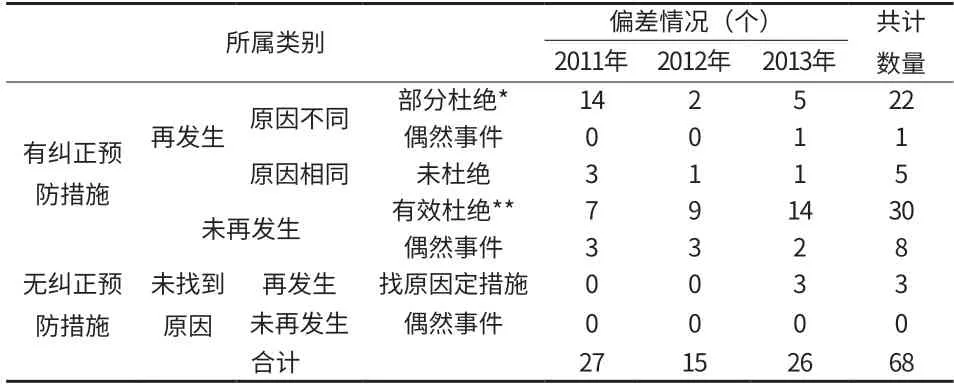
附表2 纠正预防措施执行情况的有效性、充分性评价结果分布表
3.3 纠正与预防措施的评价和改进方向 通过应用评价原则,对本企业2011年~2013年偏差的纠正措施和预防措施的有效率进行汇总,纠正措施总体有效率为94%、预防措施总体有效率为88%,见附图4;结果表明在2013年纠正措施和预防措施的有效率均有下降趋势。

附图4 纠正措施和预防措施有效率逐年对比图
将效果不佳的纠正、预防措施列表,见附表3。经分析:无效的纠正措施是因质量管理水平提高,找到了更好的纠正措施,当类似偏差再次发生时可替代使用,无需改进;无效的预防措施是企业出现了某一重复出现的偏差。

附表3 无效的纠正措施和预防措施一览表
对预防措施无效的偏差事件进行汇总,见附表4。使用Minitab(版本号:15)软件制作帕累托(Pareto)图(附图5)对预防措施无效的偏差事件归类,可识别出其中发酵产品污染杂菌为发生频次最高的事件,应进行重点调查,防止类似事件再次发生。并根据发生频次从多到少排列无效问题的纠正次序并逐一解决:中间产品收率低于标准、成品率低于标准、灌装设备故障、制粒设备故障。
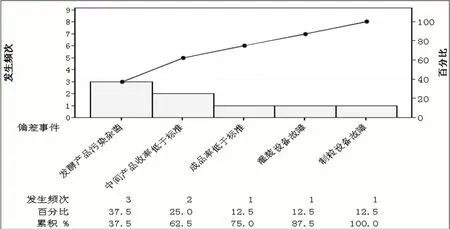
附图5 预防措施无效的偏差事件的帕累托(Pareto)图

附表4 预防措施无效的偏差事件分类
4 结论
通过结合GMP法规要求,从合理性、充分性、有效性三个维度识别CAPA的效果,建立科学的纠正与预防措施有效性评估原则。
通过对偏差处理过程中CAPA的效果进行评估,可不断提高我公司质量保证系统的管理水平,把握质量保证工作的重点方向,为后续的工作提供指导和启发,确保质量保证系统、质量体系的持续改进。
猜你喜欢
中学生数理化·高一版(2024年1期)2024-01-27 07:06:18
水土保持研究(2022年1期)2022-12-27 10:24:12
水土保持研究(2022年2期)2022-03-15 07:13:12
水土保持研究(2021年4期)2021-06-23 04:11:04
水土保持研究(2021年2期)2021-02-06 06:47:06
数学年刊A辑(中文版)(2020年1期)2020-05-19 00:30:46
数理医药学杂志(2019年3期)2019-03-13 01:04:32
新闻传播(2018年4期)2018-12-07 01:09:34
武大国际法评论(2017年6期)2017-05-29 01:08:23
法哲学与法社会学论丛(2017年0期)2017-05-20 09:31:54