
液化气脱硫工艺研究
2015-10-27 01:42:30默云娟张君涛申志兵陈英敦
当代化工 2015年12期
默云娟,张君涛,申志兵,赵 阳,陈英敦
(1.西安石油大学 石油炼化工程技术研究中心,陕西 西安 710065; 2.中国石油塔里木油田分公司, 新疆 库尔勒 841000)
液化气脱硫工艺研究
默云娟1,张君涛1,申志兵1,赵 阳1,陈英敦2
(1.西安石油大学 石油炼化工程技术研究中心,陕西 西安 710065; 2.中国石油塔里木油田分公司, 新疆 库尔勒 841000)
介绍液化石油气的基本概况,液化石油气脱硫的必要性。对比讨论了各阶段脱硫工艺如湿法脱硫和干法脱硫脱除H2S工艺、Merox process 技术脱硫醇工艺、无碱液脱臭工艺和无苛性碱脱臭工艺等的优缺点。综述了近年来研究高活性、高稳定性和高转化率的催化剂,在应用于羰基硫脱除过程中的应用现状和进展,并对液化气脱硫工艺今后的研究方向进行了展望。
液化石油气;H2S;脱硫醇;羰基硫
1 液化石油气的基本概况
随着环保意识的增强,我国逐渐提高了汽油和柴油的相关质量标准,新标准中对汽油的含硫量作出了严格的规定。为此,必须想办法降低汽油中的含硫量,而对于汽油来说,降低其硫含量主要也就是降低汽油中添加剂组分的含硫量,以符合新的汽油标准。作为无铅汽油中重要的添加剂组分—甲基叔丁基醚(MTBE),其硫含量应得到严格的控制。MTBE具有分子结构不稳定和自身溶解于水的特点,以及在 MTBE 中硫化物的溶解性比碳氢化合物要好,此外在合成 MTBE 时硫醇和甲醇一样也可以和异丁烯发生醚化反应甚至硫醇自己发生自醚化反应,所以从产品 MTBE 中脱硫是很困难的。所以要从生产 MTBE 的原料——液化气来入手降低其硫含量[1]。同时,高硫含量也会对油品生产、环境保护和设备的腐蚀等方面造成重大影响。因此,液化气脱硫的相关研究也是十分必要的。
2 液化石油气(LPG)脱硫的必要性
LPG中含有硫化氢、硫醇、羰基硫、硫醚和二硫化物等有害成分,其中硫化氢、羰基硫和硫醇对加工过程及其环境的危害较大,这些硫化物的存在不但导致了LPG有恶臭,并对LPG进一步加工利用产生较大的危害,诸如硫超标导致产品异味、催化剂中毒等。
3 脱硫技术的现状和不足
传统的液化石油气精制脱硫装置中包括传统的醇胺脱除H2S或预碱洗脱除H2S和氧化法脱除硫醇两部分,因羰基硫在液化气中含量相对较少,因此极少有配套的脱羰基硫装置。其中,醇胺法脱除H2S精制技术非常成熟,但氧化法脱硫醇存在较多问题:在预碱洗过程中废碱液排放量大,这给环保造成了很大的压力;LPG总硫超标问题,剂碱经抽提氧化后,可一定程度上缓解这一问题,但效果不是很显著;工艺流程复杂。
3.1 H2S 脱除
目前LPG脱除H2S的方法有干法脱硫和湿法脱硫,工业上主要采用的是湿法脱硫,湿法脱硫即采用胺洗或者碱洗的方法;使用醇胺类作为脱硫剂来实现胺洗脱硫,常使用的醇胺有: 一乙醇胺、二异丙醇胺、N-甲基二乙醇胺等;使用强碱性NaOH水溶液作为脱硫剂来完成碱洗脱硫的过程。
胺洗脱硫的工艺原理:在较低温度(20~40 ℃)下弱的有机碱醇胺与液化石油气中弱酸H2S反应,生成硫化物和酸式硫化物,温度不断升高,到达100℃甚至更高时生成物分解得到胺硫化物,同时分解逸出原吸收的硫化氢,醇胺得以再生。工艺中不但完成了脱除H2S,同时循环利用醇胺,减少了醇胺溶液的浪费,节省了脱硫成本。
碱洗脱硫工艺原理:在常温下强碱性NaOH水溶液与液化石油气中弱酸性H2S反应,反应生成水溶性盐类—无机盐硫化钠,反应过程中不断消耗NaOH水溶液,因此,该反应需定期更换和补充氢氧化钠水溶液来保证液化气中硫化氢的脱除效果;存在问题是反应会产生含杂质的低浓度碱液,并且难以处理[2]。
3.2 硫醇脱除
对于 FCC 汽油中硫醇的脱除方法主要有国外的Merox process 技术和国内中国石油大学开发的无碱液脱臭工艺和无苛性碱脱臭工艺。工艺原理为将腐蚀性较强并伴有恶臭味的硫醇氧化转化为危害性较小的二硫化物,该过程在炼油工业中被称为脱臭过程。
目前,LPG脱除硫醇的工艺主要是 Merox 抽提-氧化工艺、Merichem 纤维膜工艺或两者相结合工艺。Merox 抽提-氧化工艺流程简图如图1所示,其脱除硫醇原理[2]是:
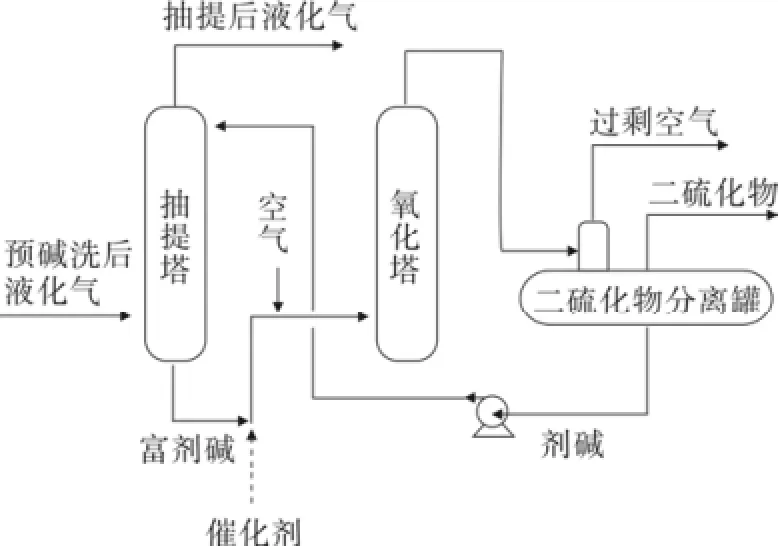
图1 液化气Merox 抽提-氧化脱臭工艺流程Fig.1 LPG Merox Extraction - oxidation sweetening process
抽提部分:LPG与剂碱溶液(磺化酞菁钴碱液)在抽提塔内逆流接触,LPG中的硫醇与碱反应生成硫醇钠并将其转移到碱相中。氧化部分:携带着硫醇钠的剂碱液进入氧化塔,在空气作用下,碱液中的硫醇钠被氧化成二硫化物,生成的二硫化物通过精馏除去,从而实现硫醇脱除。该工艺流程简单、成熟可靠、脱硫后硫含量较低,可达到硫醇含量小于20 μg/g;但该方法仅在脱除直链硫醇和分子量较小的硫醇时较理想,在脱除分子量较大的硫醇以及异构硫醇时难以达到工业要求。此工艺过程中有大量的碱液排除,碱液会与LPG中的酚类和环烷酸作用生成的酚钠或环烷酸皂,这些生成物会使催化剂失活,并且碱液的大量排除会严重污染环境。针对Merox 抽提-氧化脱臭工艺对硫含量较高的焦化液化气其脱硫醇效果不佳,安定性较差,设备传质效率不足等问题,此工艺还有待改善。
为解决传质效率不足的问题,美国研究人员开发了一种新型的接触器—纤维膜接触器。Merichem纤维膜工艺流程简图如图2所示,其脱硫醇原理[3-5]是:气液两相在接触器内的接触方式是特殊的非分布式液膜之间的平面接触,LPG和碱液分别顺着金属纤维向下流动,因表面张力不同,它们对金属纤维的附着力就不同,碱液的附着力要大于烃类。当碱液流过交叉的网状金属纤维时,纵横的金属纤维将其拉成一层极薄的膜,从而使较小体积的碱液扩展成极大面积的碱膜,此时LPG流经已被碱液浸润湿透的金属纤维网,则LPG与碱液之间的摩擦力使碱膜更薄,两相之间的接触面更广,在接触过程中发生酸碱反应,实现脱除硫醇。从纤维膜接触器底部排出的带有硫化钠和硫醇钠碱液进入氧化塔,在空气及催化剂的作用下氧化再生,再生后的碱液使用溶剂反抽提碱液中二硫化物后循环使用。纤维膜脱硫技术最大的优点就是利用较小的反应空间提供极大的反应接触面积,使其具有更高的传质效率,提高了设备处理能力,减少设备投资,并且在碱液处理LPG过程中不会发生碱液被携带的现象,因此也无需在下游设置碱液聚合器,减少了环保治理以及设备费用。目前存在问题: 纤维膜接触器容易堵塞,工艺过程需间断性的排放碱液等问题。
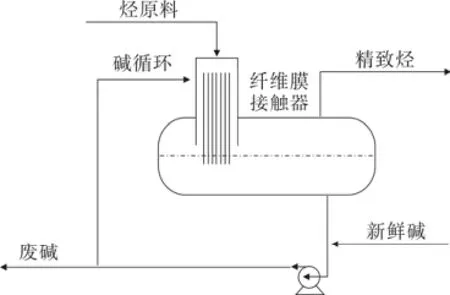
图2 纤维液膜接触器工艺系统Fig.2 Fiber film contactor technology system
该工艺已在茂名石化应用,LPG经纤维膜技术处理后,其脱硫率可达到 95%以上,液化气中硫含量由原来的5 000 mg/m3降至200 mg/m3甚至更低,这一结果达到了国家新标准规定的要求。
石油大学针对碱液排放的问题开发了无碱液脱臭工艺,LPG无碱脱臭工艺中采用固定床脱硫剂脱H2S来实现预碱洗,整个过程中不存在碱渣排放问题。尽管改进的工艺减少了碱液的使用量,但是依然存在污染环境的问题。现如今,有研究人员使用加入助剂的方法增加硫醇与碱接触的时间,但是对分子量较大的硫醇及异构硫醇脱除率依然不高。
在使用固定床预碱洗脱硫工艺中, 碱液仍需要不断地向反应过程中补加,这对反应器的耐腐蚀性有较高的要求,同时,废碱液排放的问题没有得到有效的解决。针对以上问题开发出了最小碱量法和无液体碱法,载体须先用 8%~14%的液体碱浸泡[6],反应过程中需要不断补充碱液(最小碱量法)和水(无液体碱法),但并不能真正解决液体碱排放的问题。因此为保护环境,开发一种新型碱来替代该工艺中的液体碱,成为重要的研究课题。国外专利中提到使用水滑石固体碱[7,8],Jiang 等人则将硝酸镁浸渍到不同的载体上,焙烧后生成固体碱,用于脱硫醇反应,在实验室范围内取得了不错的结果[9,10]。考虑到硝酸镁焙烧中产生 NOx 仍然会影响环境,刘琳等人[11]将氧化镁用微波法负载到不同载体上合成固体碱,用于硫醇催化氧化反应;同时发现在反应体系中加入助剂能有效提高脱硫效果。
因此,为了满足炼油工业的发展需要,适应环境保护越来越严格的要求,研制新型、高效、无污染的催化剂,优化脱硫工艺来减少废碱液的使用与浪费,已成为当前开发LPG脱硫醇工艺的重要问题。
3.3 羰基硫脱除
据报道[12],国内在原油加工过程中所产生的液化石油气及合成气中,硫化氢的质量浓度可达1~2 g/m3,有的可达 5~10 g/m3,占到总硫质量分数的90% 左右,有机硫约占10% 。在有机硫中,羰基硫所占的比例高达 80%~90%,其余为 CS2、小分子硫醇等。
到目前为止,已经开发许多从气体中除去COS的分子的方法,包括加氢,吸附和水解。使用吸附法脱除硫污染物来实现低硫是一种可行的方法[13],负载金属氧化物[13],复合的金属氧化物,金属离子交换的沸石和活性炭等吸附剂被用来脱除羰基硫。由于成本低,碳材料作为一种吸附剂得到广泛的关注,活性炭的吸附能力可通过修饰被大大加强,例如,浸渍过渡金属[14]。工业中使用较多的脱COS 方法是采用加氢脱硫,使用钴钼催化剂将 COS 转化成H2S。加氢转化法的优点是转化率高,可以使1 × 10-3(体积分数)的COS 含量降低到4×10-8(体积分数)。但是此过程中催化剂使用前需预硫化,硫化过程中床层的硫化温度对催化剂影响较大, 低价金属氧化物或者金属元素会因硫化温度达不到所需要求时而生成,致使硫化不完全[15];钴钼系催化剂[16]价格高,加氢脱硫过程需在较高温度下进行,使COS转化成H2S,再由高温ZnO 脱除,因此易带来流程上的“冷热病”,并且过程中存在其他的副反应。
近年来,随着加氢脱硫过程中的诸多不利因素被发现,研究人员开始关注另外一种更加有效的羰基硫脱除技术—水解法脱羰基硫(COS )。常温水解COS 催化剂早在上世纪六十年代国外已开始研究,日本开展了 COS 干法催化水解的研究,各国研究人员也逐渐关注到水解法的优势,开发出了诸多COS水解催化剂,例如美国 VCI 公司的 C53-2-01,丹麦托普索公司的CKA。水解法[17]的主要机理是用COS与H2O 作用生成H2S 和CO2的过程:
COS + H2O → CO2↑+ H2S↑
水解法比还原法具有更多的优势,如其反应温度低、副反应少、无需消耗氢源、无需预硫化等。同时,常温COS 水解催化剂还具有活性高、抗中毒性强、脱硫率高和节能等优点,此方法广泛用于脱除甲醇合成气、煤气、丙烯、二氧化碳和变换气等各种气体中的COS[15]。
到现在为止,研究了许多不同类型的 COS 水解催化剂,载体选择使用活性炭或金属氧化物,负载不同的活性组分如碱金属氧化物,碱土金属氧化物或过渡金属氧化物。West 等[18]和Huang 等[19]使用浸渍方法制备了负载不同活性组分的γ-Al2O3催化剂,研究结果显示, Ni2+和 Zn2+改性的催化剂表现出较稳定的催化性能。然而,这些催化剂的活性和寿命仍然有限,并且在处理高COS 含量原料时,转化率较低。为适应越来越严格的脱硫要求,需在现有基础上发展具有更好效果的新型羰基硫水解催化剂。
近几年,类水滑石衍生化合物(HTLCs)焙烧得到的复合氧化物因其独特的性质,被研究者们用来作为一种新型的羰基硫水解催化剂[20]。HTLCs 在高温下焙烧会失去结晶水,层间阴离子和羟基,类水滑石的层状结构被破坏,表面积会增加,最终获得复合金属氧化物[21]。由于其大的层间空间和相当可观数量的可交换的阴离子,这种材料的应用前景已有很多报道,常被用来作为吸附剂和离子交换剂。从 HTLCs 衍生的得到的复合金属氧化物因其大的表面积,高的金属活性组分分散度,较高的热稳定性和其一些基本性质,使得它作为催化剂显示出较高活性[22]。
4 结 语
传统的液化气脱硫处理工艺包括两部分:第一步利用干法脱硫中的醇胺法吸收脱除液化气中的硫化氢;第二步是用催化氧化法脱除硫醇。但是在已开发的液化气脱硫工艺中常常忽略了羰基硫的脱除,因此未来液化气脱硫工艺的研究一方面需开发出更优的脱硫醇催化剂,不断优化改进脱硫醇的工艺,在解决废碱液排放的问题基础上保证硫醇较好脱除的目的,同时达到环境和生产的双重要求;另一方面也需要更加完善液化气脱硫的整体工艺,结合羰基硫脱除技术做到一步脱除液化气中的硫,使液化气中的硫含量得到严格控制。
[1]王寒非,吴明清.液化气脱硫工艺现状研究[J].科技创新与发展,2013(16):65-66.
[2]陈永进,李敬,赵建强.液化石油气脱硫工艺探讨及应用[J].山东化工,2013,42(07):157-158.
[3]蒋明涛.Merox 抽提氧化工艺和 Merichem 纤维膜工艺对比分析[J].企业科技与发展,2013(17):26-28
[4]郭成,李晓辉,周世岩,等. MTBE 原料C4 降硫方案研究与应用[J].石油炼制与化工,2014,45(1):72-76.
[5]庹登新;谭海斌;唐乳林.纤维膜脱硫技术在液化气脱硫中的应用[J].石油化工安全环保技术,2012,28(2):56-61.
[6]杜平.无碱脱臭工艺的工业应用[J].石油炼制与化工, 1995, 26(3): 65 -66.
[7]Ralph D, Bricker J C, Arena , et al .Process for sweetening a sour hydrocarbon fraction using supported metal chelate and a solid base: US Patent,5413701[P].1995-05-09.
[8]Arena B J, Holmgren J S, Ferm B A.Process for sweetening a sour hydrocarbon fraction using a solid base:US Patent, 5286372[P]. 1994-02-15.
[9]Jiang D E, Pan G C, Zhao B Y, et al .Preparation of ZrO2-supported MgO with high surface area and its use inmercaptan oxidation of jet fuel[J].Appl Catal A :General,2000,201(2):169-176.
[10]Jiang D E, Zhao B Y, Xie Y C, et al .Structure and basicity of γ-Al2O3-supported MgO and its application tomercaptan oxidation[J]. Appl Catal A :General,2001,219(1):69-78.
[11]刘琳,淳远,朱建华,等.固体碱上硫醇氧化反应中助剂的作用[J].燃料化学学报,2002,30(3): 239-243.
[12]项玉芝,罗晓,韩文英,等.轻烃中羰基硫水解催化剂的制备及活性研究[J].现代化工,2013,33(9):48-51.
[13]Sparks D E, Morgan T, Patterson P M, Tackett S A, Morris E,Crocker M. New sulfur adsorbents derived from layered double hydroxides I: Synthesis and COSadsorption[J].Applied Catalysis B:Environmental,2008, 82(3-4):190-198.
[14]Rhodes C, Riddel S A, West J, Williams B P, Hutchings G J. The low-temperature hydrolysis of carbonyl sulfide and carbon disulfide:a review[J].Catalysis Today,2000,59(3-4):443-464.
[15]杜彩霞.有机硫加氢转化催化剂的使用[J].工业催化, 2003,11(9):13-17.
[16]李新学,刘迎新,魏雄辉.羰基硫脱除技术[J].现代化工,2004,24(8):19 -22.
[17]陈杰,李春虎,赵伟,等.羰基硫水解转化脱除技术及面临的挑战[J].现代化工,2005(01): 293-295.
[18]J. West, B.P. Williams, N. Young, C. Rhodes, G.J. Hutchings, Ni- and Znpromotion of c-Al2O3for the hydrolysis of COS under mild conditions[J].Catal Commun,2001(2):135-138.
[19]H.M. Huang, N. Young, B.P. Williams, S.H. Taylor, G.J. Hutchings,COS hydrolysis using zinc-promoted alumina catalysts[J].Catalysis Letters,2005,104(1-2):17-21.
[20]G. Centi, S. Perathoner, Catalysis by layered materials: a review,Microporous Mesoporous Mater. 2008,107(1-2):3-15.
[21]H. Yi, S. Zhao, X. Tang, P. Ning, H. Wang, D. He, Influence of calcinations temperature on the hydrolysis of carbonyl sulfide over hydrotalcite-derived Zn-Ni-Al catalyst[J].Catal Commun, 2011(12): 1492-1495.
[22]王红妍,易红宏,唐晓龙,等.类水滑石衍生复合氧化物催化水解羰基硫的研究[J].环境工程学报,2012,6(2):545-549.
Research of LPG Desulfurization Process
MO Yun-juan1, ZHANG Jun-tao1, SHEN Zhi-bing1, ZHAOYang1,CHEN Ying-dun2
(1.Research Center of Petroleum Processing & Petrochemicals,Xi'an Shiyou University,Shaanxi Xi'an 710065,China;2. petroChina Tarim Oilfield Branch Company , Xinjiang Kuerle 841000,China)
The necessity of liquefied petroleum gas desulfurization was discussed. Advantages and disadvantages of various desulfurization processes were analyzed, including wet desulfurization process and dry desulfurization process,Merox process technology, and so on. Recent research progress in the catalysts with high activity, high stability and high conversion rate was introduced as well as their application, and future research direction of liquefied petroleum gas desulfurization was pointed out.
Liquefied petroleum gas; H2S; Sweetening; Carbonyl sulfide
TE 626.7
A
1671-0460(2015)12-2906-04
2015-08-13
默云娟(1989-),女,新疆克拉玛依人,研究生,研究方向:化学工艺。E-mail:mamo0924@sina.com。
猜你喜欢
中国化肥信息(2020年12期)2020-07-22 06:00:04
江苏安全生产(2020年1期)2020-03-16 12:57:50
中国特种设备安全(2019年11期)2020-01-16 08:06:16
石油石化绿色低碳(2019年6期)2019-01-14 01:16:20
能源(2018年8期)2018-09-21 07:57:32
石油化工建设(2018年2期)2018-07-11 01:25:04
中国塑料(2016年8期)2016-06-27 06:35:02
当代化工研究(2016年7期)2016-03-20 16:22:03
中学科技(2015年8期)2015-08-08 05:41:19
现代企业(2015年1期)2015-02-28 18:43:39
