
焦化富气压缩机轴封失效原因分析及改进措施
2015-10-27 06:32:51钟策毕志刚
压缩机技术 2015年5期
钟策,毕志刚
(中国石化北海炼化有限责任公司,广西北海536000)
焦化富气压缩机轴封失效原因分析及改进措施
钟策,毕志刚
(中国石化北海炼化有限责任公司,广西北海536000)

介绍了焦化装置富气压缩机密封系统流程和轴端密封结构。阐述了自投产以来3次轴端梳齿密封出现的故障现象,对故障原因进行了分析排查,确定了冲蚀是造成轴端密封损坏的主要原因。通过对比PEEK和LD10的材料性能和结构的差别,提出轴端密封改为PEEK复合密封的方案,特别介绍了PEEK材料在设计中的注意事项。通过一段时间的运行,确定改善效果明显,这对国内离心压缩机密封改造有着重要的参考意义。
PEEK;梳齿密封;焦化装置;富气压缩机
1 引言
中国石化北海炼化有限责任公司120万t/a延迟焦化装置中富气压缩机0204-C-201(以下简称C-201),为水平剖分结构。该压缩机自2012年1月投入生产运行以来,轴封多次出现损坏,造成压缩机蒸汽功耗增加。自该机轴封出现故障后,对其轴封系统进行分析和优化改造,使该机轴封系统运行平稳,保障了焦化富气压缩机组安全、高效、平稳运行。
2 机组概况
2.1机组简介

表1 压缩机技术参数
压缩机组C-201由沈阳透平机械股份有限公司制造,型号为2MCL527,压缩机由一缸二段组成。为了避免压缩机出口超温,提高压缩机效率,达到需要的压缩比,在低压缸与高压缸之间设计冷却系统,以降低排气温度,排除冷凝液,机组流程见图1。压缩机高低压缸均为水平剖分壳体,气体进出口均向下,级间密封和叶轮口圈密封为迷宫式,压缩机的轴端密封采用四川日机密封件有限公司的双端面干气密封。
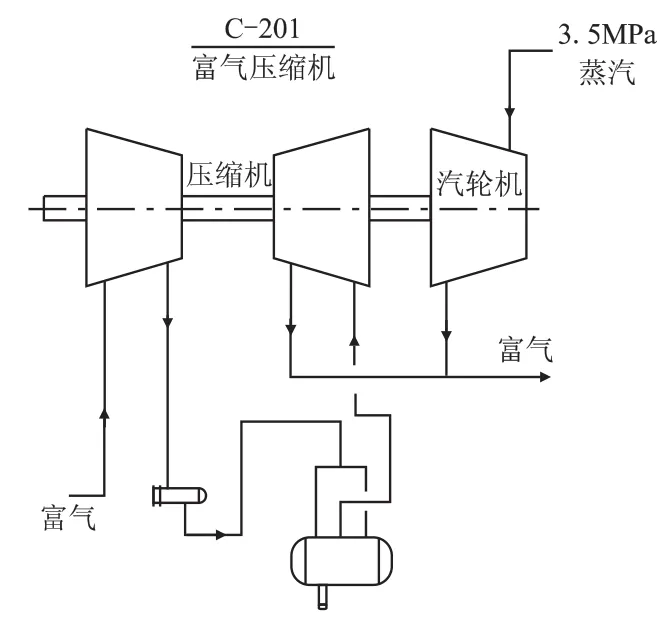
图1 压缩机组C-201机组流程图
2.2密封系统流程
如图2所示,两路前置气(缓冲气):一路进入高压端密封腔,另一路进入低压端密封腔,进入前置密封腔的气体(一般为氮气)主要是防止机体内介质污染密封面,同时作为主密封气的控制压力基准,前置气的消耗靠孔板来控制;两路主密封气:一路进入高压端主密封腔,一路进入低压端主密封腔。主密封气和前置气设定为差压控制,即正常情况下,主密封气始终比前置气压力高0.3 MPa;两路隔离气:0.6 MPa氮气经过滤减压后分别进入高压端和低压端后置密封腔,主要隔离轴承箱油气,防止润滑油污染到密封端面,一般设定为0.03 MPa。
在干气密封的内侧,设置有梳齿密封,低压端与高压端结构有明确区别,高压端与低压端梳齿密封中间泄漏气靠二次平衡管相连接,保障了两端干气密封的工况基本一致,高压端梳齿内侧多一级泄漏排放,泄漏气连接至压缩机一级入口,可以有效降低泄漏气体压力,减少介质气体延轴向向外泄漏。

图2 密封系统流程
3 故障分析
3.1故障表现
3.1.1第1次检修情况
C-201于2012年1月焦化装置开工投入运行起,二次平衡管压力一直缓慢逐渐上升,到2012年4月中旬,二次平衡管压力由开工初期的0.1 MPa上升到0.26 MPa,5月下旬压力快速上升,最高达到0.40 MPa。二次平衡管压力上升,则影响前置气压力上涨,前置气压力与主密封气压力越来越接近,最终导致前置气与主密封气压差降低,接近报警值,且仍有上涨趋势,初步判断,轴封可能出现严重损坏,7月31日至8月3日进行了第一次检修,打开大盖后发现高压端轴封损坏严重(见图3),局部梳齿已经缺失,于是更换了轴封。投入运行后,二次平衡管压力回降至0.145 MPa,检修后初期运行情况良好。
3.1.2第2次检修情况
2012年10月12日开始,二次平衡管压力又开始上升,随着二次平衡管压力升高,蒸汽耗量也逐渐升高,从开始的28.6 t/h上升到37 t/h。这一问题引起了技术人员的高度重视,根据第一次检修的情况,当时判断造成压缩机前置气压力缓慢上升的原因可能有:
(1)工艺气介质较脏,在平衡管或与平衡管相连的轴端气封泄漏孔积垢,造成回气不畅所致;
(2)高压端轴封又遭到损坏。第一次检修更换密封没有解决防止气封损坏的问题,经过讨论分析认为导致高压端轴封损坏的原因可能是压缩机级间分液罐设计偏小,罐内气体停留时间短,分液效果不好,导致二级入口气体带液,冲击轴封,致使轴封损坏。
解决方案如下:
(a)增加了一台同样规格的级间分液罐,2台并联使用,改造流程见图4;

图3 高压端轴封损坏实物图
(b)将高压端得轴端密封的4-φ10的孔改为7-φ12的孔,延密封的圆周均布,以扩大流通面积,对抑制轴端密封压损升高起到一定的改善作用。

图4 改造流程图
3.1.3第3次检修情况
到了2013年9月,又出现平衡管压力逐步上升,致前置气压力上升。根据公司总体计划检修安排,于2014年6月18日至6月22日,压缩机停机检修。此次压缩机解体后发现轴封损害更加严重,多处梳齿破坏,平衡孔被冲蚀放大,见图5和图6。前2次检修只是高压端轴封穿孔损坏,这一次发现高、低压端都穿孔损坏。高压端轴封靠近介质侧冲蚀严重,且下汽封较上汽封更严重(图5为上汽封、图6为下汽封),低压端轴封靠近介质侧存在冲蚀,同样为下汽封较严重,但低压端较高压端汽封要轻微。
3.2原因分析
3.2.1造成损坏的直接原因
从以上3次检修高压端轴封损坏的形态来看,梳齿局部损坏严重,有个别位置延轴向有贯穿冲槽,梳齿损坏的程度由外向内(大气侧指向介质侧)逐渐严重,部分圆孔被冲蚀变形,从损坏的形态判断造成梳齿密封损坏的原因为气液相混合流体造成气封被冲蚀。同时因其他部位例如级间密封的梳齿密封也采用同样的材质,但基本没有损坏,排除了工艺介质对梳齿密封存在严重腐蚀的可能。
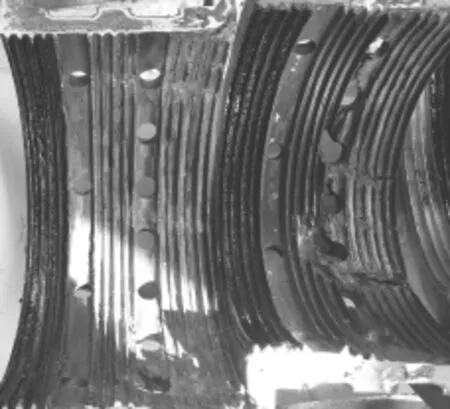
图5 高压端轴封冲蚀

图6 低压端轴封冲蚀
3.2.2产生气蚀的可能原因
原因1:由表2可以看出,在压缩机入口富气不同温度条件下,压缩机一级入口气体C5以上组分含量随温度降低略有下降,但数值均低于设计指标。压缩机二级入口气体C5以上组分含量受冷后温度影响不大,但含量均高于设计指标,特别是C6+成分,设计值为零,但实际运行却有5%左右的含量。从梳齿密封的工作原理看,梳齿密封是利用节流现象起到密封和减少泄漏量的作用,由于实际气体与理想气体存在差异,气体在节流过程中不断节流和膨胀,C5以上组分在这过程中不断的液化和汽化,经检查确认,压缩机二段入口温度正常约为40℃,而经过高压端轴端密封从内侧泄漏孔排放至压缩机一段入口管路的外表面温度约为30℃,因此验证了泄漏气经梳齿密封节流降压后温度下降,温度下降的过程中存在工艺介质中部分组分冷凝液化的现象。气体流经梳齿时不断的存在气液相变化,造成梳齿被冲蚀。
原因2:二段入口汽液分离罐气液分离不好,导致压缩机二段入口气体可能带液,带液气体流经高压端梳齿时造成梳齿损坏。但是结合第2次检修的情况看,并联增加级间分液罐后,高压端梳齿损坏的情况并没有好转,因此二段入口带液的可能性比较小。

表2 焦化气压机工况分析表
4 机组的改造措施
4.1密封的改造方案
由于原设计中轴端密封采用锻铝合金LD10材料,从实际使用效果来看,一般3~6个月就出现损坏,远远没有达到设计寿命,见图7。因此,根据生产厂家的建议,改为耐腐蚀性能更好的PEEK材质的梳齿密封。PEEK不仅有非常好的耐腐蚀性能,其耐磨性和耐剥离性能也很优异。因材料的耐冲蚀性能与材料的韧性、环境因素、冲击角度、粒子大小、速度等因素相关[2],所以锻铝合金LD10和PEEK的耐冲蚀性无法直接比较,实际的耐冲蚀性能要靠机组实际运行效果来检验。为了减低PEEK注塑用量和变形,采用金属嵌件的方式。考虑到机组实际运行中气体对梳齿的冲刷作用明显,靠近介质端第一级梳齿保留为不锈钢材质,既对PEEK密封侧面进行保护,又保障结构强度,且梳齿的高度低于PEEK梳齿高度,梳齿的形状改为斜齿,见图8。其他参数如梳齿总数、齿间距、齿高等不变,由沈鼓集团为焦化富气压缩机组改进的轴端密封,见图9。
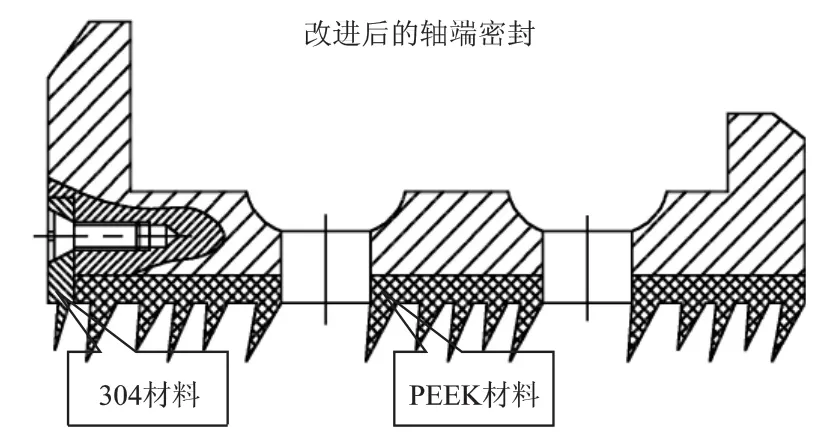
图8 改进后轴端密封结构图
4.2PEEK密封的性能
聚醚醚酮(PEEK)是一种高性能的特种工程塑料,具有优异的化学惰性和优异的综合性能,高温性能良好,具有优良的抗摩擦和耐磨损性能,能够很好地抵抗大多数的化学环境,通过增强复合还可以提高其力学性能和耐磨性能。
4.3PEEK与DL10梳齿密封特性比较[3]
传统上离心压缩机迷宫密封多采用铝合金等较软的金属梳齿密封环和较大的密封间隙,以尽量避免对转轴的擦伤。但在实际运行中由于振动等原因,不可避免地会发生密封环梳齿与转轴的碰磨,密封环梳齿和转轴的碰磨常常造成金属梳齿的严重磨损或发生永久变形,增大了密封间隙,造成大的泄漏损失。相比于传统的梳齿密封,PEEK材料梳齿密封的性能优势在于其优异的耐磨损性能和弹性变形能力,因而可以具有更长的使用寿命。图10、11分别是LD10铝合金材料和PEEK材料的密封与转轴碰磨前中后的示意图。
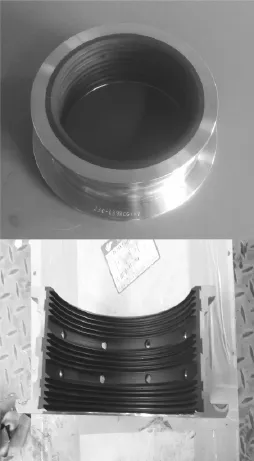
图9 轴端密封实物图

图10 LD10铝合金密封与转轴碰磨前中后示意图

图11 PEEK材料密封与转轴碰磨前中后示意图
4.4PEEK密封设计中的注意事项
(1)使用PEEK材料的主要优点是它良好的回弹性和耐磨性,PEEK密封与转轴的碰撞发生后,密封间隙仍得以维持而不像铝合金密封那样因变形而间隙变大,在实际工程应用中,设计上多采用斜齿结构,如图12所示,以充分发挥PEEK密封的这个特点。
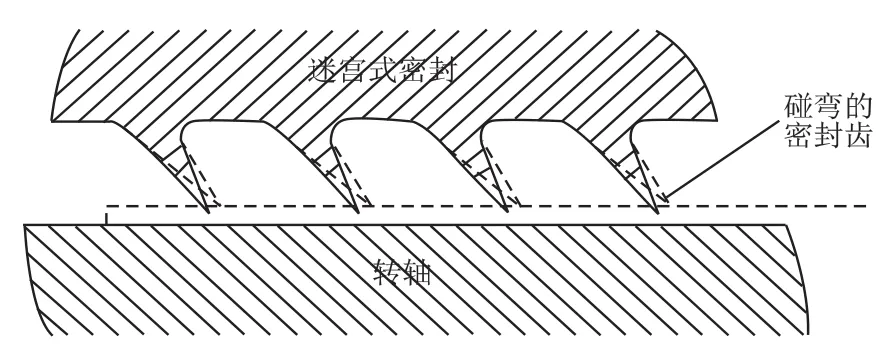
图12 迷宫式密封示意图
(2)PEEK密封材料允许密封的工作间隙设计得比铝合金密封的还要小,以达到更好的密封效果,但PEEK材料的热膨胀系数比铝合金高出很多,而且与温度不存在线形关系(温度越高,热膨胀系数越大),所以设计时一定要确定压缩机该密封部位的温度,并考虑热膨胀的影响。因此,PEEK密封安装间隙未必一定要比铝合金密封的安装间隙小。
(3)PEEK材料的导热性能不好,若加工时散热不好,材料各部分温度不均,热膨胀变形也不一样,所以最好加工前材料要有足够长的热稳定时间,以确保加工精度;另外,PEEK材料与金属材料相比相对较软,在保存、运送和安装时应避免碰坏梳齿和法兰面,并在设计时要充分考虑不同区域的压力分布以及不同的热膨胀所产生的应力。
4.5密封改造后的效果
检修后机组运行参数良好,对比蒸汽耗量,约有20~30 t/d的节约量;二次平衡管压力较检修前有明显下降,这也是本次检修的主要目的。截止到2015年5月初,机组已稳定运行超过10个月,与检修后初期对比,密封系统各运行参数及机组蒸汽消耗量没有明显变化,新型的轴端密封运行效果良好,使用寿命已明显超原设计锻铝合金LD10材料,说明本次密封改造是成功的,新型梳齿密封的实际使用寿命还有待运行时间的考验。
5 结语
(1)本文对焦化富气压缩高压端梳齿密封损坏进行了原因分析,对比了LD10和PEEK材质的性能差异,通过对轴端密封的材料和结构进行改进,目的是解决原梳齿密封使用寿命低的问题,对以后该类型压缩机的设计制造和检维修具有一定的指导和借鉴意义。
(2)采用软密封可以适当减小轴封间隙,对机组实现节能降耗运行有所帮助,是压缩机轴端密封发展的一个重要方向。
[1]黄忠岳,王晓放.透平式压缩机[M].北京:化学工业出版社,2004.
[2]康进兴,赵文轸,朱金华.材料抗冲蚀性的研究进展[J].材料保护,2001,(10):22-23.
[3]雍兴平,邱大伟,郭丽娟.高性能热塑性材料在梳齿密封上的应[J].通用机械,2008,(9):21-23.
Analysis and Solution about Failure of the Shaft Sealing in Coking Rich Gas Compressor
ZHONG Ce,BI Zhi-gang
(Sinopec Beihai Refinery Limited Liability Company,Beihai 536000,China)
This paper introduces the seal system process and shaft-end seal structure of the rich gas compressor in the coking unit. After analyzing and checking the labyrinth seal failure which happened 3 times since the start of the operation,the erosion is the main cause of shaft end seal damage.The PEEK combined seal is proposed by comparing the PEEK with the LD10 in the differences of material properties and structure,and especially the matters needing attention in the design of PEEK material are also introduced.It is confirmed that the improvement effect is obvious after running for a period of time,which shows great significance for the transformation of domestic centrifugal compressor sealing.
PEEK;broach sealing;coking unit;rich gas compressor
TH45
B
1006-2971(2015)05-0042-06
钟策,男,工程师,1990年毕业于广东石油化工专科学校化工设备与机械专业,现任中国石化北海炼化有限责任公司机动工程部副部长。
2015-06-09
猜你喜欢
中国设备工程(2021年16期)2021-09-10 02:58:08
内燃机与配件(2020年14期)2020-09-10 07:22:44
轨道交通装备与技术(2020年1期)2020-05-22 03:16:44
中国设备工程(2020年2期)2020-03-30 16:19:40
电子制作(2019年22期)2020-01-14 03:16:38
魅力中国(2019年47期)2019-01-14 09:42:08
制造技术与机床(2017年11期)2017-12-18 06:47:08
启蒙(3-7岁)(2017年1期)2017-04-13 03:49:49
电子技术与软件工程(2017年3期)2017-03-22 08:31:30
制造技术与机床(2015年10期)2015-04-09 07:05:58
