
微孔塑料负压管研制数学模型
2015-10-25 09:56:22曲寿飞宋毅夫
黑龙江水利科技 2015年5期
曲寿飞,宋毅夫,卢 玉
(1. 辽宁省大连市金州新区水利管理服务中心,辽宁 大连116100;2. 辽宁省水利科学研究院,沈阳110003;3. 辽宁省大连市水利科学研究所,辽宁 大连116001)
利用塑料微孔发泡技术生产负压给水管的条件,除具有微泡孔外还需要是开孔,以达到透水的目的。为了能满足研制不同透水率的负压给水管,要建立负压给水管微孔数学模型和微孔塑料负压给水管生产模型,以指导研制过程。
1 负压给水管微孔数学模型
在给水中管中充满水,土壤依其负压从管中摄取水分。这就要求塑料管管壁要具有透水不透气性能。有孔就能透气,空气分子直径最小是氦he 0.26 nm,最大氮N 20.364 nm,而水分子直径1.9 nm是空气的5 倍,要使负压给水管透水不透气,只有在负压给水管微孔被水覆盖后,微孔上水膜阻挡空气的进入。水膜不破裂的条件是:当负压给水管形成负压时,水膜要抵抗大气对水膜的压力,这个压力等于负压给水管的负压值。由此可建立负压给水管微孔数学模型[1]。
负压给水管微孔直径:

式中:dr 为负压给水管微孔半径;dH2O 为水分子直径。
微孔水面张力:

式中:Fs 为水表面张力;δ 为水表面张力系数(19.7 ℃下纯水的表面张力系数的标准值为7.280×10-2N/m;);L 为微孔边界周长。
负压给水管微孔水膜抗压力:大气对水膜的压力与水膜抗压张力平衡:

化简上式:

式中:dr 为微孔半径;δ 为水表面张力系数;θ 为 液体与微孔壁的浸润角;△p 为气体作用在毛细管孔上的净压力。

图1 负压给水管微孔水膜抗压力示意图
微孔负压给水对微孔的要求:在给水过程中,管道水压处在零压到负压状态,要求在负压时,微孔上水膜不破裂。按上述数学模型可生产出如下几种孔径微孔管。其抗压能力在10 ~70 cm水柱,不同微孔的负压值见表1。
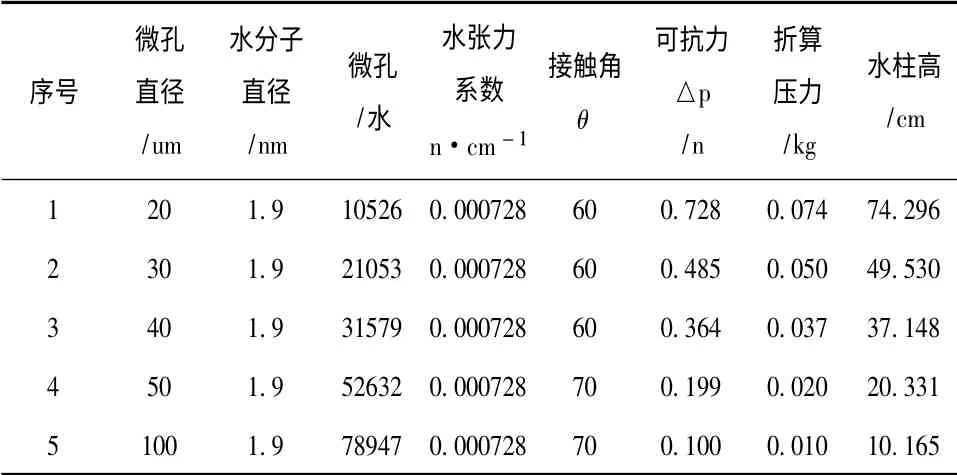
表1 微孔塑料负压给水管数学模型计算出不同微孔的负压值
2 微孔塑料负压给水管生产数学模型
微孔塑料负压给水管生产主要过程,除正常塑料挤出作业外,就是如何向热溶塑料溶液加添发泡气体。本研究中采用二氧化碳作为发泡剂,要将超临界二氧化碳加入高温高压热溶塑料溶液中,首先需要解决二氧化碳液化,需要将二氧化碳降温,然后再加压,使其超临界二氧化碳压力加到大于挤出机筒需要压力[2]。要达到理想发泡,需要对整个过程按工艺要求加以控制,为达到自动控制,发泡主要控制要能数学表达,建立生产数学模型,为自动控制生成合格产品服务[3]。
生产数学模型要阐明:气体在热溶塑料溶液中发泡原理、泡孔生成过程、气体加入量、产品微孔参数。
2.1 气体运动方程
生产中将低温高压下二氧化碳注入热溶塑料溶液,随着螺杆旋转向前推移,同时互相交融。二氧化碳气泡在运移中状态,可用气体的温度T、压力p 和比体积v 三个基本参数来描述[4]。理想气体的三个参数之间有着一定函数关系,在19 世纪由物理学家波义耳—马略特(v =f(P))、盖—吕萨克(v =f(T))和查理(P=f(T))所发现,这三人定律可合写为:

公式(6)称为理想气体状态方程式,1834年由克拉贝龙(Clapeyron)首先导出,对质量为m 的理想气体,状态方程式的形式改为:

式中:p 为气体的绝对压力,Pa;v 为气体的比体积,m3/kg;V 为气体所具有的体积;T 为气体的热力学温度(绝对温度K);Rg 为气体常数(J/(kg·K))。
超临界二氧化碳气泡在塑料溶液中在不断变化,可看做是2 种液体在溶融,超临界二氧化碳是溶质,塑料溶液为溶剂,两者进行溶融反应,这种变化反应速度可用瑞典物理化学家阿列纽斯于1889年提出反应速度常数与温度的关系,人们称Arrhenius经验公式:

式中:K 为扩散速度,cm2/s;Ea 为活化能(对于HDPE 塑料Ea=27kj/mol);R 为气体常数8.3144j/(mol·t);T 为绝对温度(273.15 +t);t 为℃;A 为提前参量,又称频率因子。
A 与K 有相同的量纲,根据Park1993 试验成果,对公式(8)两侧取对数,pe 塑料值上式可写成:

将表3 二氧化碳HDPE 塑料K 值按公式(9)绘制Ln(K)-1/T 曲线关系图,用内插可计算出不同温度下的K 值来[8]。

表2 高分子黏流活化能
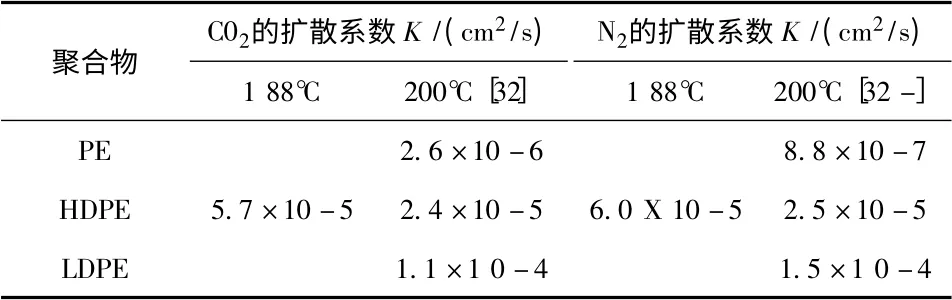
表3 升高温度时气体在聚合物中的扩散系数
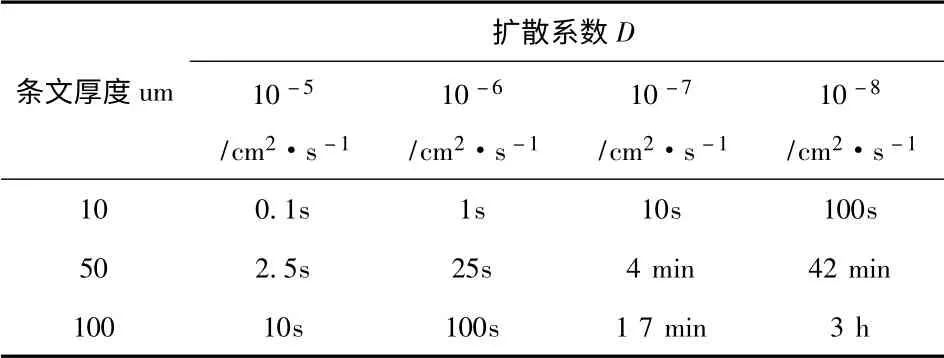
表4 不同条纹厚度和扩散系数下的扩散时间 s
气泡在塑料溶液中扩散时间tk 可用下式近似计算:

式中:Lr 为泡孔周围可能厚度;K 为气体扩散速度。
2.2 泡孔生成
在Δtk 时间内机筒中气泡总数的体积与加气系统注入气体是相等的,因为它是一个连续体。由此机筒中气泡总数的体积为V:
式中:rk为不同n个气泡泡孔半径:r 为n个气泡泡孔平均半径;N(ps,T)为在气液饱和状态下ps 与T热熔温度气泡总数。
而Δtk 时间内加气系统注入气体体积,按公式(7)可写成:

式中:n 为泵体Δtk 时间内加气系统加入流量和将公式(11)和(12)两式连接可导出最终泡孔总数N(ps,T)计算式:

式中:n 为溶解在聚合物中气体的物质量;N 为成核泡孔总数;R 为气体常数;p 为泡孔内压力;ps 为饱和压力。
在成核段,根据流体动力学平衡,最后气泡内向外压力应与在周围形成塑料球体表面张力与溶液的拉伸力之和相平衡,可写成下式:
式中:Δp 为作用在气泡最小宽度;b 为上一侧内压力;fb 为气泡最小宽度上一侧内压力;pn 为气泡内压力;pw 为气泡外压力;r 为气泡半径;Δ1 为—塑料溶液表面张力;δb 为塑料溶液球体表面张力系数;b为取塑料溶液球截面最小宽度;η 为拉伸黏度;γ˙为气泡扩散速率,速度与半径比,v/r;Δf 为泡孔破坏截面面积;h 为泡孔破坏截面厚度。
将公式(15)、(16)、(17)三式带入14 得气泡半径:

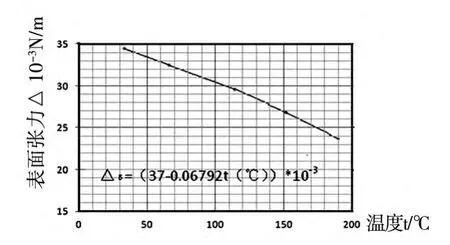
图2 聚乙烯表面张力系数与温度相关图

图3 泡孔动力平衡示意
由公式(18)看出泡孔直径与随着温度η( 黏度)A(扩散速率)δb(表面张力)pn- pw(气泡内外压力差)密切相关。由熔体热力学方程可知,黏度、扩散速率、表面张力都是温度、压力的函数,国内外很多人对高分子聚合物热力学进行试验和研究,得出可参照成果,见图4 和图5。
2.3 混合溶液黏度
在公式(18)中的黏度是影响成核气泡大小重要参数,黏度随温度和压力的关系也遵从阿列纽斯公式,按牛顿溶体表达式:
式中:V 为熔体的流道容积;η0 为初始点黏度;t0 为初始点溶液热力学温度;t 为初终点溶液热力学温度;Ea 为活化能;R 为气体常数。
2.4 扩散速率
在公式(18)中的扩散速率γ˙,决定成核器孔径与扩散段机筒直径有关,在高压下释放历时很短,写成下式计算:

式中:Dr 为扩散段机筒半径;rh 为成核器孔半径;Δt为扩散释放历时。

图4 高密度聚乙烯黏度与温度相关关系试验
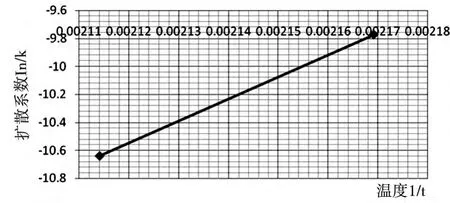
图5 ln(k)与1/t 曲线
2.5 加气量
微孔负压给水塑料管发泡加气,加气量由下式确定:

式中:QY 为注塞泵二氧化碳液体流量,cm3/s;VN 为微孔孔隙率%;QS 为挤管机溶体流量,cm3/s;ν 为气体的比体积;A 为二氧化碳溶解度;γ2为二氧化碳液态比重1 178 kg/m3。
当P=14Mpa,T=273.15 +200℃(K),在高温下根据理想气体状态方程,ν = Rg ×T/ p,其数值只与气体的种类有关而与气体的状态无关。
3 试生产
根据数学模型相关关系,按不同加气量试验出8种微孔塑料负压给水管,见表5 和图6。从表5 中看出加气变化使密度产生明显变化,最小可达0.54,单位长重量减轻45%。
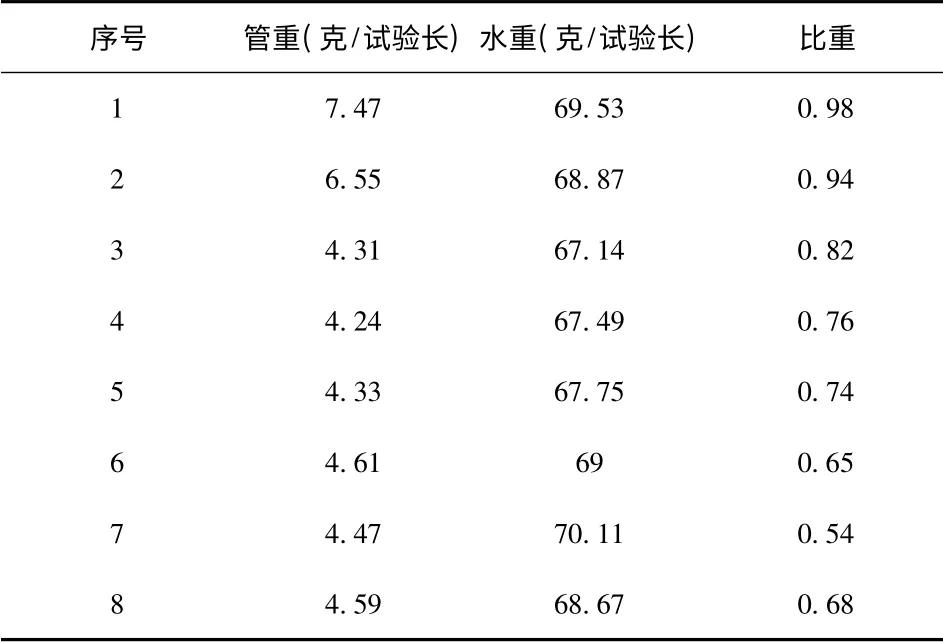
表5 不同二氧化碳加气量塑料管比重对比表
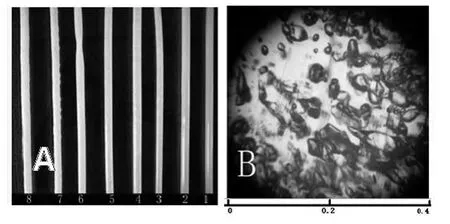
图6 A 不同加气量塑料管照片B 生成微孔管壁气孔
图6 中试生产不同微孔塑料负压给水管,透水性能良好,负压值0 ~30 cm。
[1]何亚东. 聚合物微发泡材料制备技术应用研究进展[J].塑料,2003(06):40-45.
[2]孙阳,刘廷华. 微孔塑料的注射成型研究进展[J]. 塑料,2006(01):88-92,49.
[3]高达利,吴大鸣,刘颖. 环保微孔泡沫塑料成型工艺的研究[J]. 塑料,2005,34(03):76-80.
[4]伍海尉,赵良知. 超临界CO_2 发泡微孔塑料挤出成型中气泡核自由长大过程的数学模型和数值模拟研究[J].塑料,2005,34(04):6-10.
猜你喜欢
少儿科技(2022年4期)2022-04-14 23:48:10
包装工程(2022年1期)2022-01-26 09:03:10
科教导刊·电子版(2021年6期)2021-05-06 05:05:14
工程塑料应用(2020年11期)2020-11-28 01:57:50
建筑与预算(2020年4期)2020-06-05 06:07:48
北京航空航天大学学报(2017年12期)2017-04-23 08:31:41
中国塑料(2016年8期)2016-06-27 06:35:08
现代工业经济和信息化(2016年1期)2016-05-17 05:33:39
核科学与工程(2016年3期)2016-01-03 07:22:25
合成材料老化与应用(2015年4期)2015-07-25 10:45:44
