轻量化铝合金地铁车辆组装工艺设计的探讨
2015-10-21 19:08厚旭
建筑工程技术与设计 2015年17期
厚旭
【摘要】本文以门窗组装为例,从工艺设计的角度讨论地铁车辆组装和设备布置问题,并提出轻量化的概念和影响因素,以便其更合理地适应地铁车辆组装的要求。
【关键词】轻量化 地铁车辆 组装工艺
1 轻量化铝合金地铁车辆工艺现状
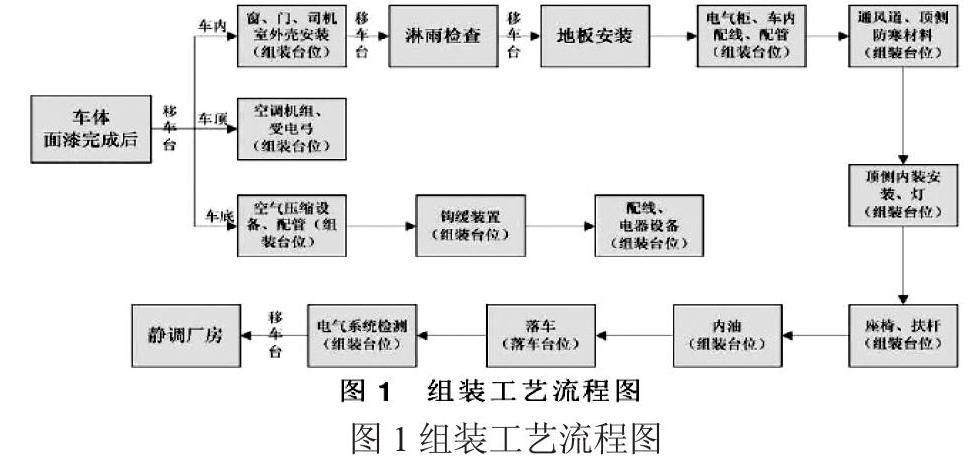
车辆组装既有从西门子引进的台位固定、 施工工序流动的作业方式,也有从阿尔斯通引进的施工工序固定、台位流动的作业方式。 无论是台位固定、施工工序流动的作业方式还是施工工序固定、台位流动的作业方式,铝合金地铁车辆的组装工序流程基本是相同的,主要是车体表面处理完成之后通过移车台将车体转换到组装的转换台位,通过转换台位运输至组装台位,在组装台位完成车内、车顶、车底设备的安装后,再进行落车调簧称重过限界试验。组装工艺的流程如图 1 所示。
2 轻量化设计的概念与影响因素
2.1轻量化设计的概念
作为有效的节能手段,交通工具轻量化技术己经成为重要的研究课题之一。清凉户是国家节能减排的紧迫需要,更成为行业提高核心能力的显示需要。但轻量化在一定程度上会形成认识上的误区,为轻量化就是轻量化材料的运用,或者以简单的减重多少来衡量。然而事实并非如此,轻量化必须建立在安全性、功能性、成本控制等要求的前提下。
轻量化概念是一个高度的技术集成,是指在保证产品整体性能要求和成本控制的条件下,轻量化材料应用、轻量化的结构设计、轻量化的制造技术的集成。所以,轻量化不能简单地理解为材料替代,其中涉及很多方面的问题,诸如材料科学、结构设计、制造工艺、检测技术和失效分析等方面,这些方面形成了一个互为依存、互相促进的轻量化设计的有机整体。
2.2轻量化设计的影响因素
轻量化本身不是目的。在轻量化设计过程中,应综合分析轻量化设计的影响因素,不要在盲目追求轻量化的情况下造成其它方面问题的产生。与轻量化设计相关的影响因素较多,主要的影响因素可以概括为成本、能耗、性能和寿命几个方面,这几方面与轻量化之间也不是简单的线性关系,而通常都存在一个最优区间的,所以在轻量化设计过程中应该综合和评价各种影响因素,寻求影响因素之间的一个平衡状态,不能因为盲目追求轻量化而不顾及整体效果与长远利益。
3 轻量化地铁车辆部件组装工艺(以门窗为例)
此处将以地铁车门门扇组装工艺为例,对轻量化地铁车辆部件进行简要分析。
1)电动双开塞拉门结构
该电动双开塞拉门采用无刷直流电机驱动、丝杆螺母传动、门控计算机控制,性能可靠,有开门、关门、防夹、障碍物探测、隔离、切除、紧急解锁等功能。
2)门扇再装配过程
在门扇再装配之前,應拆下左右门扇下的下挡销和挡销支架,并将平衡轮调至最高位置。装配过程如下:①将携门架安装到门扇上;②将已安装携门架的门扇下滑道放入左、右滚轮摆臂组件的1个滚轮上,同时将携门架上方的滚轮塞入上滑道;③抬升门扇,对准携门架与滑筒上的螺纹孔,使用紧固螺钉将门扇携门架与滑筒组件紧固,将润滑脂润滑后的偏心轮放入滑筒垂向孔中,用紧固螺钉紧固;④安装下挡销和挡销支架。
3)门扇再装配存在的问题
门扇再装配是将已拆卸的门页、携门架、挡销等零部件进行现场装配的过程,其装配精度是通过相关零件的尺寸、形状和位置公差、制造精度及调试尺寸来保证的。在再装配过程中存在以下2个问题。
(1)受现场检修能力的制约,各拆卸零部件的尺寸精度难以直接检测,比如车门和携门架的尺寸变形量是否超限、形状和位置公差是否符合制造精度等均难以检测。
(2)受再装配工艺影响,原有尺寸链已发生改变,即使门扇仍然保持了制造时的尺寸、形状和位置公差精度,再装配之后也未必能保证门扇装配精度。
4 门扇再装配调整措施
从理论上讲,根据上述尺寸链分析结果,车辆检修部门进行门扇再装配时只需调整受装配工艺影响的尺寸项目,无需调整受制造精度控制的项目尺寸,便可恢复原生产厂家实现的装配精度。但鉴于门扇调整尺寸繁多,各调整尺寸又相互牵连,且门扇的尺寸、形状和位置
公差精度难以准确检测,因此,还需调整工艺,避免因调整工艺及尺寸精度的影响,降低装配精度或造成返工。
通常采取的调整措施是先调整公共性基准,以减少因基准变动所引起的返工;之后按调整项目影响因素的多少排序,先调整影响因素较少的项目,再调整影响因素较多的项目,以减少因工序颠倒所引起的返工;在基准调整之后,装配尺寸链分析的4个项目应按门对中、上部外摆量、门扇V形及门扇高度的先后顺序分别予以调整,以下为门扇再装配后具体的调整方法及措施。
4.1调整公共性基准
门扇的公共性基准主要是安装在车体上的3个安装架及安装架上的顶架,安装架水平方向尺寸会直接影响门扇的上、下外摆量;而垂直方向尺寸可以控制门扇高度调节;角度尺寸
90°±0.5°控制顶部机构安装面是否在同一平面内;安装架的对中尺寸则关系到门扇的对中度。显然,基准尺寸影响门扇多项调整尺寸,如果基准误差太大,极有可能导致在之后的门扇调试过程中,即使各种调整方法用到极限也无法满足门扇技术要求。虽然各基准尺寸可通过增减垫片进行补偿,但作为门扇的安装基准,并不适宜时常调整,因为若对基准进行调整,需要通过拆卸整个承载机构才能解决问题,费时又费力。因此,为避免后续重新拆装门扇系统,门扇再装配前务必要精确调整基准尺寸。
4.2 调整门对中尺寸
依据尺寸链分析结果,调整门对中尺寸时,只需调整受装配工艺影响的尺寸即可。由于门扇无需经常拆卸,为保证门对中装配精度,可采用可动调整装配法,即调整防松螺母的方法。调整时,将门拉至弯道,松开防松螺母,再将门扇拉至直道,旋转螺纹套,左右平移门扇,同步测量各尺寸,直至门对中尺寸达到装配技术要求。
4.3调整上部外摆量
对于无需经常拆卸的上导轨及门扇而言,可采用可动调整装配法,将门扇分别移至开门位置及直弯轨交界处,在机架上调整上滑道后沿及前部的腰形孔紧固螺母,同时测量携门架上方门扇外表面与车体外表面的距离,使2次测量的上部外摆量均达到技术参数要求。值
得注意的是,上部外摆量增大时,下部外摆量将减小,因此必须统筹考虑、二者兼顾。
5结束语
实践表明,按照尺寸链原理分析调整项目,采用先调整公共性基准,再按调整项目影
响因素多少的排序原则,有序调整其他项目的调整工艺,可有效保证门扇再装配精度。
参考文献
[1] 康尼科技股份有限公司.MS140 DP15-2乘客室门安装调试说明书 [R]. 2013.
[2] 杨涛,朱小娟,王建兵.上海地铁AC03型电动列车客室车门故障分析及解决措施[J]. 城市轨道交通研究, 2006(5):33-35.
猜你喜欢
科技研究·理论版(2021年20期)2021-04-20
好日子(下旬)(2020年6期)2020-08-04
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
电子技术与软件工程(2016年24期)2017-02-23
汽车之友(2015年24期)2015-09-10
读者·校园版(2015年7期)2015-05-14
现代农业研究(2014年7期)2014-06-20