
可编程逻辑器件在电加工脉冲电源中的应用
2015-10-21 17:07陈涛丁守刚
现代职业教育·职业培训 2015年9期
陈涛 丁守刚
[摘 要] 为了提高电加工机床加工效果,满足更高的电加工的技术要求,对电加工机床的脉冲电源进行了研究,针对脉冲电源的脉冲频率、脉冲宽度及脉冲间隙的具体要求,完成基于可编程逻辑器件的脉冲电源的设计。
[关 键 词] 电加工;脉冲电源;脉冲频率;可编程逻辑器件
[中图分类号] TG661 [文献标志码] A [文章编号] 2096-0603(2015)27-0176-04
脉冲电源是电加工机床的重要组成部分,它的作用是提供击穿加工环境中的介质所需要的电压,并在击穿后的放电间隙提供足够的能量来进行电腐蚀加工。脉冲电源的性能优劣直接影响电加工的效率、精度、稳定性和加工电极的耐加工性能[1]。
电火花线切割加工中的脉冲电源有一定的脉冲形式的要求,这种频率、宽度和间隙可调的脉冲电源对产生这种脉冲波形的装置要求较高,而可编程逻辑器件就非常适合于此。本文采用可编程控制器件实现脉冲频率的调节控制,主要考虑可编程控制器件可选择的频率范围大,同时I/O端口充足,方便满足将来更多的设计要求,另外其模块化的设计结构,更有利于系统的设计和调试,适应性强。
一、电火花线切割脉冲电源的设计
(一)脉冲电源的电压选择
脉冲电源电压根据加工对象工件的厚度不同有所差异,总体来说脉冲电源电压主要以空载电压为取值电压,所谓空载电压就是接通高频脉冲电源,但不加工的电压。随着加工工件的厚度发生变化,空载电压也应该相应变化,空载电压取值范围一般在50V~100V之间。
(二)脉冲电源的波形选择
电火花线切割机床脉冲电源常用的波形有两种,分别是矩形波脉冲和分组脉冲,我们在应用时,应该根据不同的具体加工要求选择合适的脉冲波形。
在工艺情况类似时,应用矩形波脉冲作为电源,加工效率高,应用范围广,能保证较高的稳定性;应用分组脉冲,能够获得良好的加工效果,该方法多用于加工量比较小的场合。
根据项目要求,本项目选择采用矩形波脉冲。当采用矩形波脉冲加工时,脉冲宽度为25us~80us,脉冲间隙一般为脉冲宽度的4倍;加大脉冲宽度可以提高加工速度,但会增加加工表面的粗糙度;而减小脉冲间隙,一般不影响表面的加工效果,加工效率也影响不大,但是脉冲间隙过小,会使加工过程波动,甚至可能出现断丝现象。加工电流一般控制在4A以内。
(三)脉冲电源设计
本文设计应用于电火花加工单元电源电路的可变压可变脉宽电源电路主要由整流滤波电路、稳压电路及驱动保护电路几个部分构成,其控制原理结构如图1
所示。

电网进来的220V交流电经过变压器,再经过一个单相桥式电路及滤波电路后得到100V直流电,变压整流滤波电路如图2所示。

上面整流滤波得到的100V直流电,再经过电流稳压电路得到0~100V可调直流电,接着0~100V可调的直流电经过IGBT后得到的就是所需的脉宽、占空比的电压电流可调的脉冲电源。其中IGBT驱动电路采用集成化IGBT专用驱动器EXB840,驱动输入信号由脉冲波形发生器,即可编程逻辑器CPLD提供,控制器ARM向CPLD提供脉冲参数。
IGBT驱动及保护电路如图3所示。驱动电路采用绝缘栅极双极晶体管IGBT,驱动器EXB840的引脚2接电源,引脚9接地,引脚3为信号输出,引脚5为过流信号,引脚6为IGBT集电极监视,14、15引脚为信号输入,其他不接。

保护电路在当过流信号引脚发生过流时,与其相连接的光耦TLP521导通,74LS08的2脚变为低电平,CPLD的输入信号关断,对IGBT形成保护作用。光耦TLP521主要用于信号处理过程中的抗干扰。
二、可编程逻辑器件在脉冲电源中的应用
(一)可编程逻辑器件的结构
可编程逻辑器件主要包括输入缓冲、与阵列、或阵列和输出4部分,结构如图4所示。其中与阵列和或阵列是其关键结构,与阵列产生乘积項,或阵列进行乘积项之和的运算。输入部分可以是输入变量的原变量或其反变量,输出可以是组合输出、时序输出或可编程的输出结构。

目前广泛应用的可编程逻辑器件是CPLD或FPGA[2]。为了便于应用在电火花线切割系统中作为脉冲电源发生器,本文采用逻辑器件CPLD。CPLD是从PAL、GAL发展而来的阵列型高密度PLD器件,一般采用CMOS、
EPROM和FLASH存储器等编程技术,其调试逻辑的结果可以保存在芯片中,数据内容不易丢失,且保密性好。
(二)可编程逻辑器件在脉冲电源发生器中的具体应用
本文选用了高密度逻辑集成的、性价比合理的CPLD芯片MAX7128S为电火花线切割机提供脉冲电源的脉冲信号。芯片MAX7128S计数工作频率175MHz,内含逻辑门2500个,宏单元128个,68个可配置I/O口;支持JTAG接口在线编程,不需要重新烧写芯片,通过计算机串行通讯接口就可以将编写好的逻辑程序导入芯片,支持在线调试,芯片数据可以擦除若干次;芯片MAX7128S采用5V电源供电,可以直接连接ARM、TTL芯片。
根据前文讨论,对于采用矩形波脉冲作为加工电源,脉冲宽度T一般为25us~80us,脉冲间隙T一般不小于脉冲宽度的4倍,取4倍脉冲跨度为脉冲间隙。最小脉冲宽度25us应该对应最大频率脉冲,则整个脉冲电源周期为[3]:
T=Ti+Ti=25+100=125us(1)
则所需脉冲频率f为8KHz,此频率为矩形波脉冲的最大工作频率。下面利用MAX7128S CPLD芯片设计出符合要求的脉冲波形发生器。
脉冲波形发生器的频率合成主要通过芯片完成,采用CPLD芯片MAX7128S设计合成可变频率和占空比的数字频率合成器。合成的输入信号频率f,晶振频率 f及频率系数D三者之间的關系如式(2)所示,其中N反应精度调节的程度,一般N越大,精度越高: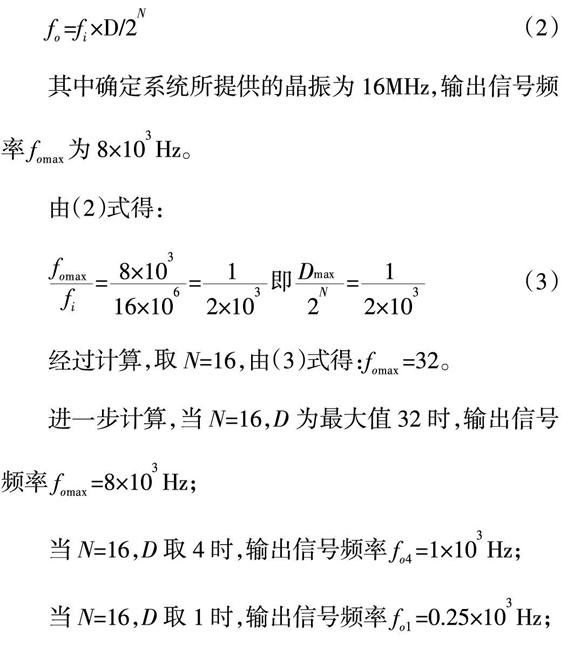
经过进一步测试发现,只要对脉冲波形发生器频率系数取不同的数值,脉冲波形发生器得到相应的频率值的波形,当D取值为32时输出25us的脉冲电源,即我们所要求的最大频率为8KHz的脉冲波形,其他频率的电源信号可以根据D的其他取值由脉冲波形发生器
产生。
由前面产生的周期为T脉冲波形产生占空比可调的信号,然后再通过对CPLD内部的一个10位计数器提供预置值,占空比参数由K设定,K取值范围为0~1024,该参数通过ARM输入CPLD,当工作计数器到达计时时间,向占空比控制电路发出时间到信号,控制电路接收到信号后,停止计数器工作,并重新装载计数器数据,从而产生周期为T的规定占空比的脉冲信号。产生的信号脉冲宽度范围如下式所示:
Ti=K×T/1024(4)
产生的占空比如下式所示:
Q=Ti/T×100% (5)
因此,根据设计要求对CPLD构成的脉冲波形发生器进行设计。设计流程如图5所示,主要包括PORT口的定义,参数输入寄存器设计,累加器/PWM输出设计,I/O配置,MAX7128芯片管脚配置,最后进行编译,仿真。

下面对7128进行逻辑电路设计与配置。开发工具为Altera公司提供的MAX+PLUSⅡ BASELINE,可以方便地实现逻辑编辑、编译、功能仿真、时序仿真、时序分析等功能。在MAX+PLUSⅡ BASELINE中可用VHDL语言进行逻辑电路设计[4]。
对7128进行逻辑电路设计与配置可得到如图6所示的芯片。具体引脚说明如下:
·RESET:复位。
·CLK:时钟信号。
·DATAIN[7..0]:数据线(8位)。
·CS[1..0]:片选信号。
·WR:写信号。
·PWMOUT:波形输出。

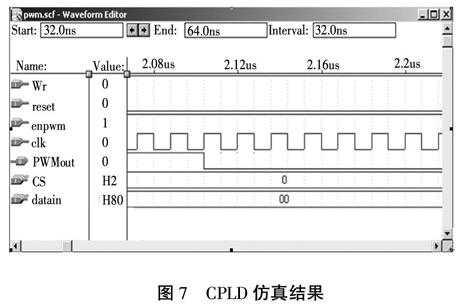
最后对所设计的芯片进行仿真实验,实验发现该芯片完全满足设计需要,最后将调试通过的逻辑程序下载到EPM7128中,完成程序的芯片植入工作,具体仿真结果如图7所示。
脉冲波形发生器产生的脉冲波形经过驱动保护电路最终提供给放电电极进行放电加工,如图8所示是通过仿真软件进行测试得到的脉冲周期为100ns的不同脉冲宽度的放电电压波形。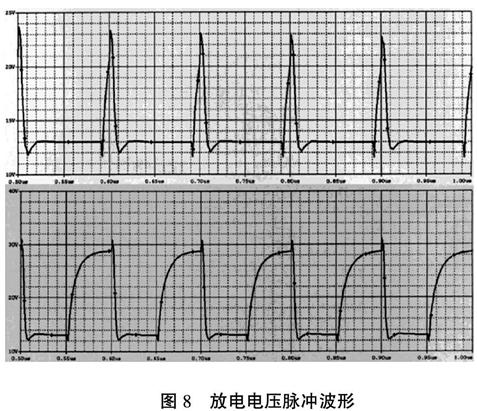
三、结论
在实际应用中,本文所设计的基于可编程逻辑器件的脉冲电源有稳定好、可控性强的特点,大大提高了电加工机床的加工效果,为该类设备提升制造水平有很大的帮助。
本文阐述的脉冲电源的设计与分析过程对同类脉冲电源控制系统的设计与开发有一定的借鉴作用,既能够满足加工生产的需要,也可以满足机电类专业教学和实验的需求。
参考文献:
[1]李勇,王显军.微细电火花加工关键技术研究[J].清华大学学报,1999(8).
[2]蒋毅,赵万生,顾琳,等.微细电火花加工脉冲电源及其脉冲控制技术[J].上海交通大学学报,2011(11):1684-1689.
[3]黄瑞宁,狄士春,迟关心,等.新型微能可控的MWEDM脉冲电源[J].新技术新工艺,2005(5).
[4]廖裕评,陆瑞强.CPLD数字电路设计[M].北京:清华大学出版社,2001.
猜你喜欢
科学导报(2021年7期)2021-02-22
考试与评价·高一版(2020年2期)2020-10-29
阅读(快乐英语高年级)(2019年2期)2019-09-10
中小学实验与装备(2016年6期)2017-01-19
晚晴(2016年11期)2016-12-20
哈尔滨理工大学学报(2014年3期)2015-01-04
环球时报(2009-12-25)2009-12-25
数理化学习·高一二版(2009年4期)2009-04-27
电子世界(2004年4期)2004-07-26
电子世界(2004年5期)2004-07-26
