安钢第二炼轧厂板坯二次自动切割生产线设计及应用
2015-10-21 12:27:14刘玉慧
企业技术开发·中旬刊 2015年3期
刘玉慧
摘 要:根据安钢第二轧钢厂生产需求,第二炼轧厂建立板坯离线二次自动切割生产线,一方面为第二轧钢厂提供更优质,品种、规格更多的坯料,另一方面,切割板坯能采取热装热送,不再经过半成品库,输送距离缩短,使整体生产能耗降低。
关键词:板坯;离线;自动切割
中图分类号:TG249 文献标识码:A 文章编号:1006-8937(2015)08-0098-01
1 问题及产生原因分析
2009年,安钢“三步走”规划实施基本完成,第二轧钢厂的板坯坯料原来由第一炼轧厂提供,由于第一炼轧厂转炉连铸主要供高线,再供第二轧钢厂板坯,产量有缺口,公司第二炼轧厂转炉连铸建设完成后,产量有能力满足第二轧钢厂需求,本次工程之前,第二炼轧厂提供的板坯由人工切割,基本为冷坯,不能采用热装热送。
另一方面,第一炼轧厂距第二轧钢厂距离较远(约3 km),坯料汽车热送成本高,路上热能损失大。经过综合考虑,公司决定在第二炼轧厂建立板坯离线二次自动切割生产线。一方面可以使公司生产能灵活匹配,可利用第二炼轧厂高效先进的炼钢连铸生产线,为第二轧钢厂提供更优质,品种、规格更多的坯料,另一方面,切割板坯能采取热装热送,不再经过半成品库,输送距离缩短,使整体生产能耗降低。
2 该项目实施前我公司及国内状况
第二轧钢厂所需板坯主要由第二炼轧厂2、3#板坯连铸机供给。第二炼轧厂2、3#板机在线切割最小定尺为4.5 m,最大定尺为11 m,而第二轧钢厂需要的板坯定尺在1.6~2.6 m之间,两者板坯定尺不匹配,需要进行二次自动切割以达到定尺匹配。而且第二炼轧场地限制无法进行大批量的离线人工二次切割,送往第二轧钢厂的板坯相当一部分需送往半成品库进行二次切割,另一部分在第二炼轧板坯库进行二次切割,人工切割费用高,质量难以控制,无法满足第二轧钢厂生产需求。公司要求实施板坯离线二次自动切割生产线。
3 工艺布置及流程
3.1 交通运输
综合考虑,二次自动切割生产线布置在第二炼轧厂2#、3#板坯库1A-1B列(2库)、1B-1C列(3库)108~109柱间。该位置的优点是北侧离厂区主干道交接,厂房靠近道路的110轴线上有两个10 m宽的大门,方便汽车进出。在1A,1B,1C轴线间,由两部40 t天车,可利用吊装板坯。
该项目布置距离轧钢生产线中轴线7.5 m,方便热坯下线切割。对热装热送工艺来说,流程非常紧凑。该项目靠近板坯库,对冷坯切割时运输方便,同时有堆放场地。
3.2 工艺描述及生产流程
该项目主体设备组成为二次火焰切割机1套、固定挡板各2套,输送辊道、切割渣收集装置、板坯对中装置、去毛刺机、推钢机、垛板台、液压系统、干油集中润滑系统、专用板坯夹钳等均为1套。
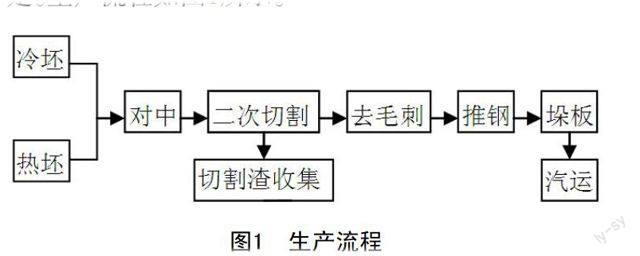
2#、3#板机生产的板坯经一次火焰切割、去毛刺、打号及称重后,输送至2#板坯库,热坯由板坯库一级直接传送至二次火焰切割机,二次切割冷坯时由操作工将板坯信息输入二次火焰切割机,坯库原有40 t天车将板坯吊至离线二次切割机受料辊道上,经切割工位前的板坯对中装置南北对中后,板坯通过辊道运送至切割工位,由电气控制确定零位后,火焰切割机电气系统根据订单要求自动确认所需切割的定尺尺寸,二次切割机将板坯按定尺切割。切割完成后,板坯经辊道运送至去毛刺工位,去毛刺结束后将板坯送至垛板台前的辊道,由推钢机将板坯推入垛板台,垛板至三块后使用原有40 t天车所带25 t专用夹钳将热板坯吊至汽车运走。
切割渣处理:在火焰切割机下设渣车,其上设渣斗。渣车采用卷扬在轨道上行走。渣斗内切割渣堆满时,由卷扬拉出,用天车吊走。生产流程如图1所示。
4 该项目主要技术特点及创新
4.1 独创的板坯单侧液压对中装置
板坯在由天车吊到切前辊道上时,无法控制板坯中心线与辊道运行线重合,如果不进行对中处理,切割线将与板坯中心线不垂直,导致板坯轧后切头增加,影响轧钢的定尺率。板坯需要外力强制使其有中心线与辊道运行轨迹线重合,从而保证切割线与板坯中心線垂直。
第二炼轧厂需要切割的板坯单重最大22.4 t,板坯对中问题是难点,经过多次实践、更改设计,采用辊道北侧双液压缸推动,利用电气、液压联合控制,推动板坯一侧壁与辊道中心平行,达到对中的目的。设计原理如下:
板坯由天车吊到切割受料辊道上后,其轴线与辊道中心线有一定的交角,该角度一般不大,头尾差一般不超过200 mm,误差角度一般在2 ?觷以内。
在辊道北侧设2个液压缸推钢点,间距3.7 m,当板坯放在辊道上时,两个推钢点从零位相前推,保持同步,当一个推钢点与板坯接触时,单个液压缸受力,继续向前推,当第二个推钢点与钢坯接触时,两个液压缸受力,当受力均匀时,停止推钢。两个推钢点返回到零位,两推钢点零位要求与辊道中心线平行。
在辊道南侧设止推挡板,防止液压事故后将钢坯推到辊道外侧造成更大事故。
板坯对中装置投入使用后,对中效果良好,钢坯切割线垂直度误差基本在0.5 ?觷之内,达到了轧钢对板坯的要求。
4.2 地坑式切割渣处理;
火焰切割渣下来后,温度较高,有600 ℃~800 ℃,比较粘,采用地坑式切割渣收集方法,切割渣收集效果良好,维护简单。
具体方案是在火焰切割机及辊道正下方建立地坑,坑底标高-4.1 m,地坑宽度6 m,地坑总长15.46 m,二次自动切割生产线中线北侧4.2 m处露出地面,四周设栏杆,坑底收集切割渣采用渣斗,渣斗容积为7 m3,渣斗放置在可移动渣斗车上,渣斗车可沿轨道运行,轨道中心距为2.77 m,渣斗车由卷扬机拉动,在地坑内来回行走。
4.3 采用激光定位,取消活动挡板
在火焰切割前,板坯要求按定尺划好线,这就牵涉到板坯的零位问题。通常的设计是在辊道中间设计一道活动挡板,挡板坯需要定位时,挡板升起,确定板坯零位,切割完成后,挡板落下,板坯沿辊道进入下一流程。此项目取消了笨重的活动挡板,以激光定位代替。依靠电气设计,完成该项动作。设备重量轻,投资少,能将二切后定尺公差控制在0~10 mm之内,满足定尺要求。
4.4 设备多采用液压传动,动作精度高,节约占地;
该项目中许多设备都采用液压做动力,如对中装置、垛板台、推钢机等,液压动作有精度高,冲击小、占地省的优点。
4.5 采用集中润滑系统
该项目采用集中润滑,润滑点有110个,集中润滑节省劳动力,润滑定时定量,排除人为误差,使设备运行更有保障。
5 结 语
采用自动切割生产线后,送中板热装热送比例明显提高,切割质量明显提高。降低了煤气消耗,能适应公司高焦炉煤气季节性供应紧张,均衡生产、缓解生产压力;还可以加快铸坯周转,降低板坯库存量。
参考文献:
[1] 李佳.浅谈中板厂热态板坯二次切割加工线工艺设计[J].江苏冶金,1999,(5).1 问题及产生原因分析
2009年,安钢“三步走”规划实施基本完成,第二轧钢厂的板坯坯料原来由第一炼轧厂提供,由于第一炼轧厂转炉连铸主要供高线,再供第二轧钢厂板坯,产量有缺口,公司第二炼轧厂转炉连铸建设完成后,产量有能力满足第二轧钢厂需求,本次工程之前,第二炼轧厂提供的板坯由人工切割,基本为冷坯,不能采用热装热送。
另一方面,第一炼轧厂距第二轧钢厂距离较远(约3 km),坯料汽车热送成本高,路上热能损失大。经过综合考虑,公司决定在第二炼轧厂建立板坯离线二次自动切割生产线。一方面可以使公司生产能灵活匹配,可利用第二炼轧厂高效先进的炼钢连铸生产线,为第二轧钢厂提供更优质,品种、规格更多的坯料,另一方面,切割板坯能采取热装热送,不再经过半成品库,输送距离缩短,使整体生产能耗降低。
2 该项目实施前我公司及国内状况
第二轧钢厂所需板坯主要由第二炼轧厂2、3#板坯连铸机供给。第二炼轧厂2、3#板机在线切割最小定尺为4.5 m,最大定尺为11 m,而第二轧钢厂需要的板坯定尺在1.6~2.6 m之间,两者板坯定尺不匹配,需要进行二次自动切割以达到定尺匹配。而且第二炼轧场地限制无法进行大批量的离线人工二次切割,送往第二轧钢厂的板坯相当一部分需送往半成品库进行二次切割,另一部分在第二炼轧板坯库进行二次切割,人工切割费用高,质量难以控制,无法满足第二轧钢厂生产需求。公司要求实施板坯离线二次自动切割生产线。
3 工艺布置及流程
3.1 交通运输
综合考虑,二次自动切割生产线布置在第二炼轧厂2#、3#板坯库1A-1B列(2库)、1B-1C列(3库)108~109柱间。该位置的优点是北侧离厂区主干道交接,厂房靠近道路的110轴线上有两个10 m宽的大门,方便汽车进出。在1A,1B,1C轴线间,由两部40 t天车,可利用吊装板坯。
该项目布置距离轧钢生产线中轴线7.5 m,方便热坯下线切割。对热装热送工艺来说,流程非常紧凑。该项目靠近板坯库,对冷坯切割时运输方便,同时有堆放场地。
3.2 工艺描述及生产流程
该项目主体设备组成为二次火焰切割机1套、固定挡板各2套,输送辊道、切割渣收集装置、板坯对中装置、去毛刺机、推钢机、垛板台、液压系统、干油集中润滑系统、专用板坯夹钳等均为1套。
2#、3#板机生产的板坯经一次火焰切割、去毛刺、打号及称重后,输送至2#板坯库,热坯由板坯库一级直接传送至二次火焰切割机,二次切割冷坯时由操作工将板坯信息输入二次火焰切割机,坯库原有40 t天车将板坯吊至离线二次切割机受料辊道上,经切割工位前的板坯对中装置南北对中后,板坯通过辊道运送至切割工位,由电气控制确定零位后,火焰切割机电气系统根据订单要求自动确认所需切割的定尺尺寸,二次切割机将板坯按定尺切割。切割完成后,板坯经辊道运送至去毛刺工位,去毛刺结束后将板坯送至垛板台前的辊道,由推钢机将板坯推入垛板台,垛板至三块后使用原有40 t天车所带25 t专用夹钳将热板坯吊至汽车运走。
切割渣处理:在火焰切割机下设渣车,其上设渣斗。渣车采用卷扬在轨道上行走。渣斗内切割渣堆满时,由卷扬拉出,用天车吊走。生产流程如图1所示。
4 该项目主要技术特点及创新
4.1 独创的板坯单侧液压对中装置
板坯在由天车吊到切前辊道上时,无法控制板坯中心线与辊道运行线重合,如果不进行对中处理,切割线将与板坯中心线不垂直,导致板坯轧后切头增加,影响轧钢的定尺率。板坯需要外力强制使其有中心线与辊道运行轨迹线重合,从而保证切割线与板坯中心线垂直。
第二炼轧厂需要切割的板坯单重最大22.4 t,板坯对中问题是难点,经过多次实践、更改设计,采用辊道北侧双液压缸推动,利用电气、液压联合控制,推动板坯一侧壁与辊道中心平行,达到对中的目的。设计原理如下:
板坯由天车吊到切割受料辊道上后,其轴线与辊道中心线有一定的交角,该角度一般不大,头尾差一般不超过200 mm,误差角度一般在2 ?觷以内。
在辊道北侧设2个液压缸推钢点,间距3.7 m,当板坯放在辊道上时,两个推钢点从零位相前推,保持同步,当一个推钢点与板坯接触时,单个液压缸受力,继续向前推,当第二個推钢点与钢坯接触时,两个液压缸受力,当受力均匀时,停止推钢。两个推钢点返回到零位,两推钢点零位要求与辊道中心线平行。
在辊道南侧设止推挡板,防止液压事故后将钢坯推到辊道外侧造成更大事故。
板坯对中装置投入使用后,对中效果良好,钢坯切割线垂直度误差基本在0.5 ?觷之内,达到了轧钢对板坯的要求。
4.2 地坑式切割渣处理;
火焰切割渣下来后,温度较高,有600 ℃~800 ℃,比较粘,采用地坑式切割渣收集方法,切割渣收集效果良好,维护简单。
具体方案是在火焰切割机及辊道正下方建立地坑,坑底标高-4.1 m,地坑宽度6 m,地坑总长15.46 m,二次自动切割生产线中线北侧4.2 m处露出地面,四周设栏杆,坑底收集切割渣采用渣斗,渣斗容积为7 m3,渣斗放置在可移动渣斗车上,渣斗车可沿轨道运行,轨道中心距为2.77 m,渣斗车由卷扬机拉动,在地坑内来回行走。
4.3 采用激光定位,取消活动挡板
在火焰切割前,板坯要求按定尺划好线,这就牵涉到板坯的零位问题。通常的设计是在辊道中间设计一道活动挡板,挡板坯需要定位时,挡板升起,确定板坯零位,切割完成后,挡板落下,板坯沿辊道进入下一流程。此项目取消了笨重的活动挡板,以激光定位代替。依靠电气设计,完成该项动作。设备重量轻,投资少,能将二切后定尺公差控制在0~10 mm之内,满足定尺要求。
4.4 设备多采用液压传动,动作精度高,节约占地;
该项目中许多设备都采用液压做动力,如对中装置、垛板台、推钢机等,液压动作有精度高,冲击小、占地省的优点。
4.5 采用集中润滑系统
该项目采用集中润滑,润滑点有110个,集中润滑节省劳动力,润滑定时定量,排除人为误差,使设备运行更有保障。
5 结 语
采用自动切割生产线后,送中板热装热送比例明显提高,切割质量明显提高。降低了煤气消耗,能适应公司高焦炉煤气季节性供应紧张,均衡生产、缓解生产压力;还可以加快铸坯周转,降低板坯库存量。
参考文献:
[1] 李佳.浅谈中板厂热态板坯二次切割加工线工艺设计[J].江苏冶金,1999,(5).
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
防爆电机(2021年4期)2021-07-28 07:42:46
中国特种设备安全(2021年11期)2021-05-05 06:13:18
商品与质量(2021年17期)2021-04-23 09:12:22
铁道通信信号(2020年6期)2020-09-21 09:23:34
重型机械(2020年3期)2020-08-24 08:31:40
铁道通信信号(2019年3期)2019-04-25 03:00:52
中成药(2018年2期)2018-05-09 07:20:09
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
电力与能源(2017年6期)2017-05-14 06:19:36